1.本发明涉及机械制造技术领域,尤其涉及一种扣件重工拆卸装置。
背景技术:
2.在扣件加工过程中,有时候需要将扣件从服饰上取下。对于扣件的拆卸,传统上往往采用斜口钳把面扣斜口钳把面扣与公母扣铆合点破坏掉使接合失效,这种通过人员操作的方式耗时耗力,而且,公扣与母扣构造不同,公扣在拆除方式较为繁琐容易将布料严重损坏,增加了生产成本。
3.为解决上述问题,有必要提供一种扣件重工拆卸装置。
技术实现要素:
4.本发明的目的在于提供一种操作简单、便于扣件拆卸和结构简单的扣件重工拆卸装置。
5.为了实现上述目的,本发明提供了一种扣件重工拆卸装置,其包括工作台、安装座、冲模、冲压组件和脱料组件,安装座与冲模呈间隔开地安装于工作台,冲压组件安装于安装座并位于冲模的上方,冲压组件可用于冲压位于冲模上的扣件并破坏扣件处的铆合处,脱料组件安装于冲压组件,脱料组件用于将扣件从冲压组件脱离。
6.较佳地,冲压组件具有冲头,冲头通过升降相对冲模具有冲压位置和撤离位置,冲头处于冲压位置时冲头压向冲模,冲头处于撤离位置时冲头退出冲模。
7.具体地,冲压组件还包括驱动组件,驱动组件安装于安装座,冲头安装于驱动组件的输出端,冲头在驱动组件的驱动下升降并在冲压位置与撤离位置之间切换。
8.具体地,驱动组件包括连接座、操作把手和枢转杆,连接座安装于安装座,冲头穿置于连接座并可相对连接座上下滑动,操作把手与连接座枢接,操作把手与枢转杆的一端枢接,枢转杆的另一端与冲头的枢接,操作操作把手使得枢转杆摆动,借由枢转杆的摆动带动冲头相对连接座上下滑动。
9.具体地,脱料组件具有脱料头,脱料头套设于冲头外并可相对冲头滑动,脱料头相对冲头具有伸出位置和缩回位置,脱料头恒具有由缩回位置滑动至伸出位置的趋势,冲头处于冲压位置时脱料头在冲模的抵推下处于缩回位置,冲头处于撤离位置时,借由脱料头从缩回位置滑动至伸出位置的活动推动扣件从冲头脱离。
10.具体地,脱料组件还包括滑移座和第一弹性件,滑移座固定于冲头,第一弹性件的一端与滑移座连接,第一弹性件的另一端与脱料头连接。
11.具体地,第一弹性件围绕冲头布置。
12.具体地,安装座和滑移座之间还设有用于导向的导向组件。
13.具体地,导向组件包括滑轨和滑块,滑轨沿滑移座的滑移方向布置,滑轨安装于安装座,滑块与滑移座连接。
14.具体地,脱料头的横截面呈“凸”字型,脱料头中开设有供冲头通过的穿置孔。
15.具体地,脱料头处于伸出位置时,冲头的冲压面与脱料头的推动面平齐。
16.较佳地,冲模包括底座、承载板和第二弹性件,承载板安装于底座上,第二弹性件连接于底座与承载板之间。
17.具体地,第二弹性件沿承载板的四周设置。
18.与现有技术相比,本发明的扣件重工拆卸装置通过将冲模、冲压组件和脱料组件等结合在一起,冲压组件安装于安装座并位于冲模的上方,冲压组件可用于冲压位于冲模上的扣件并破坏扣件处的铆合处,将冲压组件的冲压概念运用于扣件的拆卸上,利用快速冲压使得冲压组件下压至冲模上而将扣件的面扣与公母扣的铆合处破坏进而完成拆卸动作,脱料组件安装于冲压组件,脱料组件用于将扣件从冲压组件脱离,脱料组件的设置能够将冲压后粘附在冲压组件上的扣件从冲压组件上脱离,避免扣件卡于冲压组件上,从而自动完成扣件铆合处的破坏以及扣件脱离冲压组件等步骤,不仅自动化程度高、高效和节约成本,而且这种方式能够有效避免损坏布料,能够更好地保护布料。
附图说明
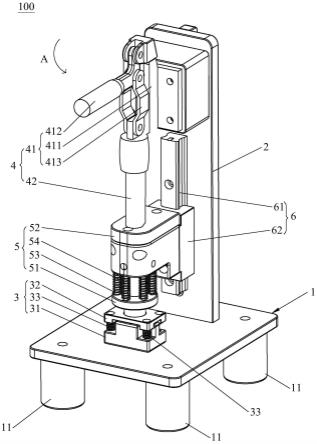
19.图1是本发明的扣件重工拆卸装置的立体结构示意图。
20.图2是本发明的扣件重工拆卸装置的在正视方向上的平面结构示意图。
21.图3是本发明的扣件重工拆卸装置的局部结构示意图。
22.图4是图3的扣件重工拆卸装置在正视方向上的结构示意图。
23.图5是图3的扣件重工拆卸装置在侧视方向上的结构示意图。
24.图6是图3的扣件重工拆卸装置在仰视方向上的结构示意图。
具体实施方式
25.为详细说明本发明的技术内容、构造特征、所实现的效果,以下结合实施方式并配合附图详予说明。
26.如图1至图2所示,本发明提供了一种扣件重工拆卸装置100,其包括工作台1、安装座2、冲模3、冲压组件4和脱料组件5,工作台1呈板状结构,且工作台1的底部四周设有支撑柱11,安装座2与冲模3呈间隔开地安装于工作台1,工作台1对安装座2与冲模3成支撑作用,冲压组件4安装于安装座2并位于冲模3的上方,冲压组件4可用于冲压位于冲模3上的扣件并破坏扣件处的铆合处,将冲压组件4的冲压概念运用于扣件的拆卸上,利用快速冲压使得冲压组件4下压至冲模3上而将扣件的面扣与公母扣的铆合处破坏进而完成拆卸动作,脱料组件5安装于冲压组件4,脱料组件5用于将扣件从冲压组件4脱离,脱料组件5的设置能够将冲压后粘附在冲压组件4上的扣件从冲压组件4上脱离,避免扣件卡于冲压组件4上,从而自动完成扣件铆合处的破坏以及扣件脱离冲压组件4等步骤,不仅自动化程度高、高效和节约成本,而且这种方式能够有效避免损坏布料,能够更好地保护布料。更为具体地,如下:
27.如图1至图2所示,冲压组件4包括驱动组件41和冲头42,冲头42呈柱状结构,驱动组件41安装于安装座2,冲头42位于驱动组件41的下方,冲头42安装于驱动组件41的输出端,冲头42通过升降相对冲模3具有冲压位置和撤离位置,冲头42在驱动组件41的驱动下升降并在冲压位置与撤离位置之间切换,冲头42处于冲压位置时冲头42压向冲模3,从而对冲模3上的扣件进行快速冲压,进而破坏其铆合处,冲头42处于撤离位置时冲头42退出冲模3,
从实现冲压后的撤离。
28.如图1至图2所示,驱动组件41包括连接座411、操作把手412和枢转杆413,连接座411通过螺纹连接的方式安装于安装座2,连接座411开设有通孔(图未示),冲头42通过通孔穿置于连接座411并可相对连接座411上下滑动,操作把手412的头部的一侧与连接座411枢接,操作把手412的头部的另一侧与枢转杆413的一端枢接,两连接处存在间距,枢转杆413的另一端与冲头42的枢接,操作操作把手412使得枢转杆413摆动,借由枢转杆413的摆动带动冲头42相对连接座411上下滑动,从而实现冲头42的快速冲压和撤离。
29.如图1至图6所示,脱料组件5包括脱料头51、滑移座52和第一弹性件53,滑移座52固定于冲头42,冲头42的升降会带动滑移座52的同步升降,脱料头51位于冲头42的下方,脱料头51套设于冲头42外并可相对冲头42滑动,脱料头51相对冲头42具有伸出位置和缩回位置,脱料头51恒具有由缩回位置滑动至伸出位置的趋势,第一弹性件53位于脱料头51与滑移座52之间,第一弹性件53的一端与滑移座52连接,第一弹性件53的另一端与脱料头51连接,第一弹性件53提供一使得脱料头51恒具有由缩回位置滑动至伸出位置之趋势的弹性力,第一弹性件53设置有多个,所有第一弹性件53围绕冲头42的中心轴布置,从而使得受力更加均匀,冲头42处于冲压位置时脱料头51在冲模3的抵推下克服第一弹性件53的弹性力而处于缩回位置,此时第一弹性件53处于压缩状态,冲头42处于撤离位置时,脱料头51在第一弹性件53的弹性恢复作用下从缩回位置滑动至伸出位置,脱料头51处于伸出位置时,冲头42的冲压面与脱料头51的推动面平齐,当然,脱料头51处于伸出位置时也可以超出冲压面,生产者可以根据需要进行调整。借由脱料头51从缩回位置滑动至伸出位置的活动推动扣件从冲头42脱离。安装座2和滑移座52之间还设有用于导向的导向组件6,从而提高滑移座52的滑动稳定性。具体地,导向组件6包括滑轨61和滑块62,滑轨61沿滑移座52的滑移方向布置,滑轨61安装于安装座2,滑块62与滑移座52连接,通过滑轨61与滑块62之间的滑动配合使得滑移座52做更加顺畅的滑移。于本实施例中,脱料头51的横截面呈“凸”字型,脱料头51中开设有供冲头42通过的穿置孔(图未示),但不限于此。脱料头51处还对应第一弹性件53设有导向柱54,第一弹性件53套设于导向柱54外,导向柱54穿置于滑移座52内并可相对滑移座52滑动。较优的是,第一弹性件53为压缩弹簧,但不限于此。
30.如图1至图2所示,冲模3包括底座31、承载板32和第二弹性件33,承载板32安装于底座31上,第二弹性件33连接于底座31与承载板32之间,第二弹性件33与承载板32之间的配合能够使得承载板32能够在受压时达到轻微的缓冲,这样能够避免刚性碰撞太多而造成设备的损坏,而且也能对布料能够形成进一步的保护。较优的是,第二弹性件33为压缩弹簧,但不限于此,第二弹性件33沿承载板32的四周设置,从而能够实现受力更加均匀,结构简单。
31.综上所述,请参阅图1至图2,对本发明具有扣件重工拆卸装置100的组装过程做一详细说明:
32.操作操作把手412使得枢转杆413摆动(操作把手412的转动方向如图1中箭头a所指方向),借由枢转杆413的摆动带动冲头42相对连接座411向下滑动,冲头42带动脱料组件5的脱料头51同时压向冲模3,冲头42处于冲压位置并压向冲模3,通过快速冲压破坏扣件的铆合处,冲头42处于冲压位置时脱料头51在冲模3的抵推下克服第一弹性件53的弹性力而处于缩回位置,此时,第一弹性件53处于压缩状态;
33.操作操作把手412使得枢转杆413摆动(操作把手412的转动方向如图1中箭头a所指的反方向),借由枢转杆413的摆动带动冲头42相对连接座411向上滑动,冲头42带动脱料组件5的脱料头51同时向上撤离冲模3,冲头42处于撤离位置并离开冲模3,冲头42处于撤离位置时,由于脱料头51失去冲模3的抵推,脱料头51在第一弹性件53的弹性恢复作用下从缩回位置滑动至伸出位置,脱料头51处于伸出位置时,冲头42的冲压面与脱料头51的推动面平齐,此时,第一弹性件53处于伸长状态。
34.通过将冲模3、冲压组件4和脱料组件5等结合在一起,冲压组件4安装于安装座2并位于冲模3的上方,冲压组件4可用于冲压位于冲模3上的扣件并破坏扣件处的铆合处,将冲压组件4的冲压概念运用于扣件的拆卸上,利用快速冲压使得冲压组件4下压至冲模3上而将扣件的面扣与公母扣的铆合处破坏进而完成拆卸动作,脱料组件5安装于冲压组件4,脱料组件5用于将扣件从冲压组件4脱离,脱料组件5的设置能够将冲压后粘附在冲压组件4上的扣件从冲压组件4上脱离,避免扣件卡于冲压组件4上,从而自动完成扣件铆合处的破坏以及扣件脱离冲压组件4等步骤,不仅自动化程度高、高效和节约成本,而且这种方式能够有效避免损坏布料,能够更好地保护布料。
35.以上所揭露的仅为本发明的较佳实例而已,当然不能以此来限定本发明之权利范围,因此依本发明申请专利范围所作的等同变化,仍属于本发明所涵盖的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
