1.本发明涉及烹饪厨具技术领域,具体涉及一种烹饪装置及其蒸汽发生器。
背景技术:
2.蒸汽作为一种传统的食物烹饪媒介,现在已广泛的应用于蒸箱、蒸烤箱、微蒸烤一体机等厨房电器中。蒸汽烹饪食物的原理是利用高温的蒸汽来加热食物,蒸汽温度越高,烹饪腔内所能达到的温度越高,可以使烹饪时间缩短,节省烹饪时间。此外,利用高温蒸汽可以达到煮食的脱脂减盐效果,提升煮食的营养价值。
3.因而逐渐开发出了具有蒸汽再加热功能的厨具,通过对烹饪腔内的蒸汽的再加热,以提升蒸汽的温度。目前,为了提升蒸汽再加热的温度,通常是设置较长的加热件,以延长加热件与蒸汽的接触时间,提升蒸汽的温度。但是,随着加热件的长度增加,用于容置加热件的容置腔的大小也必须设置的较大,进而导致蒸汽发生器的体积较大,不利于产品的小型化设计。
技术实现要素:
4.本发明提供一种烹饪装置及其蒸汽发生器,以解决现有技术中蒸汽的再加热效率低的技术问题。
5.为解决上述技术问题,本发明采用的一个技术方案是:提供一种蒸汽发生器,包括:壳体,所述壳体形成有容置腔,所述壳体包括连通所述容置腔的进水口和出汽口;第一加热件,设置于所述壳体上,用于加热所述容置腔内的液体以形成蒸汽;第二加热件,设置于所述容置腔内,用于加热所述蒸汽;涡发生组件,设置于所述容置腔内,所述第二加热件位于所述涡发生组件和所述出汽口之间。
6.根据本发明一实施例,所述涡发生组件包括导流件和涡发生件,所述涡发生件位于所述导流件和所述第二加热件之间,所述涡发生件在所述导流件的导流方向上形成阻碍。
7.根据本发明一实施例,所述导流件包括多个第一导流板,所述多个第一导流板平行间隔设置,所述涡发生件包括多个第二导流板,所述多个第二导流板平行间隔设置,且每一所述第二导流板连接于对应的一个所述第一导流板,所述第一导流板和所述第二导流板的导流方向不同。
8.根据本发明一实施例,所述壳体包括相对设置的顶壁和底壁,所述第一加热件设置于所述壳体的底壁。
9.根据本发明一实施例,所述蒸汽发生器包括破泡孔板,所述破泡孔板设于所述第一加热件和所述涡发生组件之间,所述破泡孔板上设有多个间隔的破泡孔。
10.根据本发明一实施例,所述壳体包括连接所述顶壁和所述底壁的侧壁,所述破泡孔板呈平板状,且与所述底壁间隔设置,所述破泡孔板的外周完全抵接于所述侧壁。
11.根据本发明一实施例,所述蒸汽发生器包括液位传感器,所述液位传感器设置于
所述壳体的顶壁,位于所述容置腔内,所述液位传感器的检测端与所述底壁间隔设置。
12.根据本发明一实施例,所述蒸汽发生器包括辐射隔板,所述辐射隔板设于所述液位传感器和所述第二加热件之间。
13.根据本发明一实施例,所述第二加热件包括第一盘管部、第二盘管部和弯折连接部,所述第一盘管部所在的平面和所述第二盘管部所在的平面平行间隔,所述弯折连接部连接所述第一盘管部和所述第二盘管部。
14.根据本发明一实施例,所述蒸汽发生器包括扩热板,所述扩热板连接于所述第一盘管部和/或所述第二盘管部,并位于所述第一盘管部和所述第二盘管部之间的间隔内。
15.根据本发明一实施例,所述蒸汽发生器包括温控器,所述温控器连接于所述第一加热件,用于检测所述第一加热件的加热温度。
16.为解决上述技术问题,本发明采用的一个技术方案是:提供一种烹饪装置,所述烹饪装置包括主体和如前文所述的蒸汽发生器,所述主体设有烹饪腔,所述蒸汽发生器连接于所述主体,所述蒸汽发生器产生的蒸汽进入所述烹饪腔中,以用于加热容置于所述烹饪腔中的食材。
17.本发明的有益效果是:区别于现有技术的情况,本技术实施例通过在第一加热件和第二加热件之间设置涡发生组件,第一加热件产生的蒸汽在进入第二加热件之前会先经过涡发生组件,涡发生组件可以对蒸汽进行气流流向的引导和扰动,进而产生强烈而稳定的涡旋,以增大蒸汽与第二加热件的对流换热系数,提升蒸汽的加热效率,相对于增大第二加热件的长度,本技术可以设置相对较短的第二加热件,进而缩小蒸汽发生器的体积。
附图说明
18.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图,其中:
19.图1是本发明一实施例中的烹饪装置的结构示意图;
20.图2是本技术一实施例中的蒸汽发生器隐去部分元件后的立体结构示意图;
21.图3是本技术一实施例中的壳体的部分元件的立体结构示意图;
22.图4是图2中的蒸汽发生器的剖视结构示意图;
23.图5是图2中的蒸汽发生器的仰视结构示意图;
24.图6是图2中的蒸汽发生器的平面结构示意图;
25.图7是相关技术中的第一加热件与壳体配合的平面结构示意图;
26.图8是本技术另一实施例中的蒸汽发生器的平面结构示意图;
27.图9是图8中的蒸汽发生器的剖视结构示意图及其局部放大结构示意图;
28.图10是图8中的蒸汽发生器的分解结构示意图;
29.图11是本技术一实施例中的蒸汽发生器隐去部分元件后的平面结构示意图;
30.图12是本技术一实施例中的蒸汽发生器的侧视结构示意图;
31.图13是图12中的蒸汽发生器的分解结构示意图;
32.图14是本技术又一实施例中的蒸汽发生器的剖视结构示意图;
33.图15是本发明一实施例中的第二加热件和回折流道板配合的立体结构示意图。
具体实施方式
34.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
35.在本文中提及“实施例”意味着,结合实施例描述的特定特征、结构或特性可以包含在本技术的至少一个实施例中。在说明书中的各个位置出现该短语并不一定均是指相同的实施例,也不是与其它实施例互斥的独立的或备选的实施例。本领域技术人员显式地和隐式地理解的是,本文所描述的实施例可以与其它实施例相结合。术语“包括”和“具有”以及它们任何变形,意图在于覆盖不排他的包含。例如包含了一系列步骤或单元的过程、方法、系统、产品或设备没有限定于已列出的步骤或单元,而是可选地还包括没有列出的步骤或单元,或可选地还包括对于这些过程、方法、产品或设备固有的其它步骤或单元。
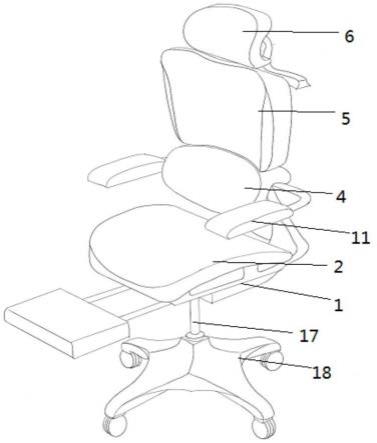
36.请参阅图1,图1是本发明一实施例中的烹饪装置的结构示意图。本发明提供一种烹饪装置100,烹饪装置100包括主体10和蒸汽发生器20,主体10设有烹饪腔12,蒸汽发生器20连接于主体10,蒸汽发生器20产生的蒸汽进入烹饪腔12中,以用于加热容置于烹饪腔12中的食材。
37.其中,烹饪装置100例如可以为蒸箱、蒸烤箱、微波炉或者微蒸烤一体机等具有蒸汽加热功能的烹饪厨具。该烹饪厨具设置有用于烹饪食材的烹饪腔12,食材容置于烹饪腔12内。
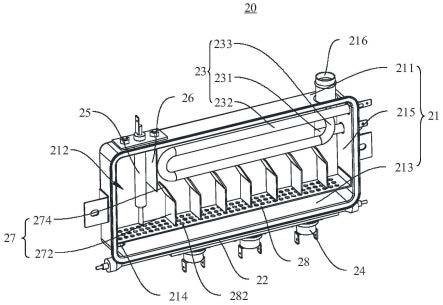
38.如图2所示,图2是本技术一实施例中的蒸汽发生器隐去部分元件后的立体结构示意图。蒸汽发生器20通常包括壳体21、第一加热件22和第二加热件23。壳体21形成有容置腔212,壳体21包括连通容置腔212的进水口214和出汽口216;第一加热件22设置于壳体21上,用于加热容置腔212内的液体以形成蒸汽;第二加热件23设置于容置腔212内,用于加热蒸汽。
39.本实施例中的蒸汽发生器的工作原理是:进水口214与水泵连接,用于向容置腔212中输送液体,液体储存于容置腔212中,第一加热件22加热液体产生蒸汽,蒸汽上升至第二加热件23的位置处,第二加热件23对蒸汽进行二次加热,以提升蒸汽的温度和干度,实现蒸汽中无细小液滴,提升蒸汽的品质,二次加热后的蒸汽经出汽口216排出蒸汽发生器20,进入烹饪腔12中,以加热放置于烹饪腔12中的食材。
40.通过将第一加热件22和第二加热件23同时设置于容置腔212中,可以使得蒸汽发生器20的结构紧凑,有效减小了蒸汽发生器20的体积。通过设置第二加热件23加热蒸汽,可以提升蒸汽的干度,实现蒸汽中无细小液滴,保证蒸汽品质。再次加热后的蒸汽也可以进一步提升烹饪腔12的温度,加快烹饪速度。第二加热件23也可以维持容置腔212较高的工作温度,减少蒸汽冷凝。
41.如图2所示,壳体21包括相对设置的顶壁211、底壁213和连接在顶壁211和底壁213之间的侧壁215。
42.在本实施例中,顶壁211和底壁213平行间隔设置,且其形状大致上呈矩形,侧壁
215连接于顶壁211和底壁213的外周,以与顶壁211和底壁213围设形成长方体状的容置腔212。可以理解地,在其他实施例中,顶壁211和底壁213的形状还可以呈圆形、三角形、梯形或者椭圆形等,以形成其他形状的壳体21。
43.其中,壳体21可以采用不锈钢材料制成,以避免壳体21发生锈蚀,污染液体和蒸汽,出现食品安全问题。
44.可选地,在一具体实施例中,可以采用厚度为0.8mm的不锈钢板通过冲压形成顶壁211、底壁213和侧壁215,以简化壳体21的生产流程,提升生产效率。
45.进一步地,如图3所示,图3是本技术一实施例中的壳体的部分元件的立体结构示意图。可以在冲压形成合适大小的顶壁211、底壁213和侧壁215的同时,在壳体21的至少部分(例如侧壁215)上冲压形成一体结构的加强筋217,加强筋217可以增强壳体21的结构强度,避免壳体21受热变形,并且也可以避免壳体21在外力的作用下变形。
46.或者,在其他的实施例中,还可以采用焊接、粘接等方式在壳体21的至少部分表面上设置加强筋217,以用于增强壳体21的结构强度,本实施例对加强筋217的设置形式不做具体限定。
47.在一具体实施例中,如图3所示,加强筋217可以包括两条,两条加强筋217垂直设置。或者,加强筋217还可以包括多条,多条加强筋217呈网状设置,或者,多条加强筋217还可以平行间隔设置,本技术实施例对加强筋217的数量和排布方式不做具体限定。
48.由于液体在重力的作用下通常分布于容置腔212的底部,故而,如图2所示,可以将第一加热件22设置于壳体21的底壁213,以便于第一加热件22与容置腔212中的液体接触,实现加热。
49.其中,第一加热件22例如可以采用铝或者铝合金等硬度较低的金属或者合金材料制作,以便于第一加热件22的加工成型。第一加热件22的数量可以设置为一个,也可以设置为至少两个,至少两个第一加热件22并排设置于壳体21的底壁213上。
50.进一步地,可以将第一加热件22设置在壳体21的底壁213外表面上,以将第一加热件22与容置腔212中的液体分离开,一方面可以避免第一加热件22产生水垢,另一方面,也可以避免铝制品与液体接触,进而存在铝制品食品安规问题。
51.进一步地,可以将第一加热件22的至少部分表面设置为平面,然后将该平面焊接固定于壳体21的底壁213外表面上,第一加热件22通电工作时,第一加热件22产生的热量传递至壳体21的底壁213,进而加热容置腔212中的液体。通过采用焊接的方式将第一加热件22与壳体21的底壁213连接,可以使得第一加热件22与壳体21的接触更加紧密,进而降低热量的传输损失,提升热传导效率。
52.可选地,可以采用钎焊工艺将第一加热件22的至少部分表面与壳体21的底壁213焊接连接。钎焊是指低于焊件熔点的钎料和焊件同时加热到钎料熔化温度后,利用液态钎料填充固态工件的缝隙使金属连接的焊接方法。故而,可以将钎料夹设在第一加热件22的平面和壳体21的底壁213外表面之间,并通过加热的方式,使得钎料融化进而将第一加热件22和壳体21的底壁213紧密连接在一起。通过钎焊进行焊接,焊接工艺简单,且可以形成更加致密的焊接结构,使得热传导效率更高。
53.其中,如图2和图4所示,图4是图2中的蒸汽发生器的剖视结构示意图。第二加热件23包括第一盘管部231、第二盘管部232和弯折连接部233,第一盘管部231所在的平面和第
二盘管部232所在的平面平行间隔,弯折连接部233连接第一盘管部231和第二盘管部232。
54.通过将第二加热件23设置为双层盘管结构,可以在有限的空间内最大限度的延长第二加热件23的长度,进而提升第二加热件23的加热功率,以提升蒸汽发生器20的出汽温度。
55.或者,在其他实施例中,还可以将第二加热件23呈螺旋状设置,或者呈波浪状设置,本技术实施例不做具体限定。
56.在本实施例中,通过采用弯折连接部233将第一盘管部231和第二盘管部232连接,可以将第一盘管部231和第二盘管部232串联,以通过一个供电电源同时对第一盘管部231和第二盘管部232进行供电。
57.具体来说,弯折连接部233将第一盘管部231的第一端和第二盘管部232的第一端连接,第一盘管部231的第二端和第二盘管部232的第二端分别延伸设置于壳体21的外部,以便于将电源与第二加热件23电连接。
58.为了进一步提升第二加热件23与蒸汽的接触面积,提升热传导效率,在本实施例中,如图4所示,还可以在第二加热件23上设置扩热板234。
59.具体来说,可以将扩热板234连接于第一盘管部231和第二盘管部232的至少一者上,以增大第一盘管部231和第二盘管部232与蒸汽的接触面积。
60.可选地,可以将扩热板234设置于第一盘管部231和第二盘管部232之间的间隔内,以使得第二加热件23的结构更加紧凑,缩小第二加热件23的体积。
61.其中,扩热板234可以采用不锈钢板进行制作,然后通过激光焊接等手段焊接固定于第一盘管部231和第二盘管部232之间的间隔内。通过设置由不锈钢板制作的扩热板234,可以避免扩热板234发生锈蚀,避免污染蒸汽,出现食品安全问题。
62.或者,在其他实施例中,扩热板234还可以设置于第一盘管部231和第二盘管部232相背的端面上。
63.如图2所示,进水口214可以设置在底壁213上,以便于向容置腔212中输入液体。进水口214通常设置为圆管状,管径为8-12mm。例如,具体可以设置为8mm、9mm、10mm、11mm或者12mm等。进水口214进一步可以由不锈钢制成,壁厚可以设置为0.6-0.8mm,例如,具体可以设置为0.6mm、0.65mm、0.7mm、0.75mm或者0.8mm等。通过设置不锈钢制成的进水口214,可以避免进水口214发生锈蚀,避免污染蒸汽,出现食品安全问题。通过设置厚度适宜的壁厚,可以保证进水口214具有足够的结构强度,便于将进水口214与外部供水管路连接。
64.由于第一加热件22设置于壳体21的底壁213上,为了避免进水口214与第一加热件22产生干涉,还可以将进水口214设置在侧壁215靠近底壁213的一侧,以用于避让设于底壁213上的第一加热件22,使得蒸汽发生器20的元件布局更加合理。
65.如图2所示,出汽口216可以设置在顶壁211上,以便于蒸汽在浮力的作用下上升至顶壁211,并经出汽口216排出容置腔212。出汽口216通常设置为圆管状,管径为12-14mm。例如,具体可以设置为12mm、12.5mm、13mm、13.5mm或者14mm等。通过设置大小合适的出汽口216,可以降低蒸汽排出的阻力,以利于蒸汽排出,减小容置腔212内的压力,防止因压力较大而导致水位波动剧烈,使液滴随蒸汽从出汽口216溅出。
66.出汽口216进一步可以由不锈钢制成,壁厚可以设置为0.6-0.8mm,例如,具体可以设置为0.6mm、0.65mm、0.7mm、0.75mm或者0.8mm等。通过设置不锈钢制成的出汽口216,可以
避免出汽口216发生锈蚀,避免污染蒸汽,出现食品安全问题。通过设置厚度适宜的壁厚,可以保证出汽口216具有足够的结构强度,便于将出汽口216与外部蒸汽管路连接。
67.或者,在其他实施例中,还可以将出汽口216设置在侧壁215靠近顶壁211的一侧,以使得顶壁211的外表面更加平整,便于与主体10配合连接,并且也可以降低蒸汽发生器20的整体高度。
68.由于液体蒸发会使得容置腔212内的液体的体积变小,如果不及时向容置腔212内供水,势必会发生干烧的现象,干烧会使得第一加热件22的温度超过最高工作温度,而发生损坏。
69.故而,在本实施例中,可以设置蒸汽发生器20包括温控器24,温控器24连接于第一加热件22,用于检测第一加热件22的加热温度。
70.具体来说,温控器24例如可以通过螺钉、卡接或者焊接等方式与第一加热件22连接,并将温控器24分别串联接入第一加热件22的零线和火线上,在温控器24检测到第一加热件22的温度超过温控器24的断开温度时,温控器24会切断第一加热件22的电路,避免第一加热件22的温度超过最高工作温度而发生损坏。其中,温控器24的断开温度可以根据需要灵活设置,例如,可以设置为220℃、230℃、240℃、250℃、260℃或者270℃等。
71.或者,在另一实施例中,还可以在温控器24检测到第一加热件22的温度超过温控器24的断开温度时,控制水泵经进水口214向容置腔212中供水,以降低第一加热件22的温度,进而保护第一加热件22。
72.进一步地,如图2所示,温控器24的数量可以设置为至少两个,至少两个温控器24沿第一加热件22的延伸方向间隔设置,以利用至少两个温控器24同时对第一加热件22的温度进行监测,如此,当第一加热件22上的温度分布不均匀时,可以在第一加热件22的部分区域温度较高时,断开与电源的连接,或者向容置腔212内供水,以保护第一加热件22,避免由于第一加热件22的温度分布不均匀导致温控器24的检测误差进而损坏第一加热件22。
73.在一具体实施例中,如图5所示,图5是图2中的蒸汽发生器的仰视结构示意图。温控器24的数量可以设置为三个,三个温控器24沿第一加热件22的延伸方向,即底壁213的长度方向均匀间隔设置,以便于对第一加热件22的两端和中部位置的温度进行检测,提升检测精度。
74.如果容置腔212中的液体的水位太高,则容置腔212中的液体容易与第二加热件23接触,如此,不仅会降低第二加热件23的加热效率,而且也会在第二加热件23上产生水垢。
75.故而,在本实施例中,如图2所示,还可以设置蒸汽发生器20包括液位传感器25,液位传感器25设置于壳体21的顶壁211,位于容置腔212内,液位传感器25的检测端与底壁213间隔设置。
76.当容置腔212中的液体接触到液位传感器25的检测端时,液位传感器25即会发出停止供水信号,进而控制水泵停止向容置腔212中供水,以使得容置腔212中的液体始终处于液位传感器25的检测端和底壁213之间的间隔内,从而避免液体接触第二加热件23。当液体与液位传感器25停止接触时,液位传感器25即会发出供水信号,进而控制水泵向容置腔212中供水,避免容置腔212中的液体的体积太小而降低蒸汽的产生量甚至发生干烧,进而影响烹饪效果。
77.其中,在具体的实施例中,例如可以设置液位传感器25的轴线与壳体21的侧壁215
的最小距离大于或者等于15mm,设置液位传感器25检测端与底壁213之间的距离大于或者等于15mm,以将容置腔212中的水位控制在15mm以上。或者,在其他实施例中,液位传感器25的各项参数还可以根据蒸汽发生器100的体积大小进行设置,本技术实施例不做具体限定。
78.进一步地,由于第二加热件23和液位传感器25均连接于顶壁211上,如果第二加热件23与液位传感器25之间的距离设置的过大则会导致蒸汽发生器20的壳体21的体积较大,如果第二加热件23和液位传感器25之间的距离设置的较短,则会导致液位传感器25受热而发生损坏。
79.故而,在本实施例中,如图2所示,可以设置蒸汽发生器20包括辐射隔板26,辐射隔板26设于液位传感器25和第二加热件23之间,用于阻挡第二加热件23产生的热量传递至液位传感器25,进而保护液位传感器25,延长液位传感器25的使用寿命。
80.可选地,在本实施例中,可以设置液位传感器25的轴线方向为竖直方向,可以将辐射隔板26的安装方向也设置为竖直方向,使得辐射隔板26与液位传感器25平行间隔的设置,如此,不仅可以便于辐射隔板26的安装,而且可以使得辐射隔板26与液位传感器25之间的距离均匀,避免影响液位传感器25的检测。
81.进一步地,本技术还可以通过以下几个方面对上述实施例中的蒸汽发生器100的结构进行改进,以提升蒸汽发生器100的性能。
82.第一实施例
83.目前,为了提升蒸汽再加热的温度,通常是设置较长的第二加热件23,以延长第二加热件23与蒸汽的接触时间,进而提升第二加热件23与蒸汽的换热效率,提升蒸汽的温度。但是,随着第二加热件23的长度增加,用于容置第二加热件23的容置腔212的大小也必须设置的较大,进而导致蒸汽发生器20的体积较大,不利于产品的小型化设计。
84.由此,如图2所示,可以设置本技术中的蒸汽发生器20还包括涡发生组件27,涡发生组件27设置于容置腔212内,且第二加热件23位于涡发生组件27和出汽口216之间。如此,第一加热件22产生的蒸汽在进入第二加热件23之前会先经过涡发生组件27,涡发生组件27可以对蒸汽进行气流流向的引导和扰动,进而产生强烈而稳定的涡旋,以增大蒸汽与第二加热件23的对流换热系数,提升蒸汽的加热效率,相对于增大第二加热件23的长度,本技术可以设置相对较短的第二加热件23,进而缩小蒸汽发生器20的体积。
85.在一具体实施例中,如图2和图6所示,图6是图2中的蒸汽发生器的平面结构示意图。涡发生组件27可以包括导流件272和涡发生件274,涡发生件274位于导流件272和第二加热件23之间,涡发生件274在导流件272的导流方向上形成阻碍。
86.具体来说,第一加热件22产生的蒸汽首先与导流件272接触,在导流件272的导向作用下,能够使得经过导流件272的蒸汽的气流方向一定。流向一定的蒸汽在流动至涡发生件274位置处时,涡发生件274在蒸汽的流动方向上形成阻碍,以对蒸汽气流进行扰动,产生强烈而稳定的涡旋。
87.可选地,在一具体实施例中,如图2和图6所示,导流件272包括多个第一导流板2721,多个第一导流板2721平行间隔设置,涡发生件274包括多个第二导流板2741,多个第二导流板2741平行间隔设置,且每一第二导流板2741连接于对应的一个第一导流板2721,第一导流板2721和第二导流板2741的导流方向不同。
88.具体来说,第一导流板2721和第二导流板2741均呈平板状,多个第一导流板2721
平行间隔设置,以在相邻第一导流板2721之间形成第一气流通道2723,第一气流通道2723中的气流的流向与第一导流板2721的延伸方向平行。多个第二导流板2741平行间隔设置,以在相邻第二导流板2741之间形成第二气流通道2743,第二气流通道2743中的气流的流向与第二导流板2741的延伸方向平行。由于第一导流板2721和第二导流板2741一一对应连接,使得每一第二气流通道2743与一个第一气流通道2723连通,且由于第一导流板2721的导流方向与第二导流板2741的导流方向不同,使得在第一气流通道2723的作用下流向固定的气流在进入第二气流通道2743中后流动方向改变,进而形成涡流。
89.本实施例通过将导流件272设置为多个平行间隔的第一导流板2721,将涡发生件274设置为多个平行间隔的第二导流板2741,可以简化涡发生组件27的结构,降低生产成本并提升生产效率。
90.可选地,在具体的实施例中,可以设置第一导流板2721和第二导流板2741为不锈钢板,不锈钢板的厚度为0.4-0.6mm,形状为平板状。通过将第一导流板2721和第二导流板2741设置为平板状的不锈钢板,可以简化第一导流件272和第二导流件272的加工工艺,并且采用不锈钢板制作涡发生组件27,还可以避免第一导流件272和第二导流件272发生锈蚀,污染蒸汽和食物,出现食品安全问题。
91.在其他实施例中,也可以设置其他类型的涡发生组件27,用于形成涡旋状的蒸汽,其中,涡发生组件27的结构可以采用相关技术中的结构,本技术实施例对涡发生组件27的结构不做具体限定。
92.进一步地,可以设置第一导流板2721的延伸方向为竖直方向,以使得第一导流板2721的导流方向沿竖直方向,以便于蒸汽在浮力的作用下上升,降低蒸汽的流动阻力。可以设置第二导流板2741与第一导流板2721之间的夹角α大于90度,一方面可以形成强烈而稳定的涡旋,另一方面也可以避免第二导流板2741对蒸汽产生向下的导向作用,使得蒸汽在遇到第二导流板2741后被冷凝。
93.其中,在一具体实施例中,可以设置相邻两个第一导流板2721之间的间隔为8-12mm,例如,具体可以设置为8mm、9mm、10mm、11mm或者12mm等。可以设置第二导流板2741与第一导流板2721之间的夹角α为120
°‑
160
°
,例如,具体可以设置为120
°
、130
°
、140
°
、150
°
或者160
°
等。
94.由于容置腔212中的液体沸腾后会产生大量的气泡,如果气泡接触到第二加热件23,会降低第二加热件23的加热效率,并且液体中的杂质也会积聚在第二加热件23上,形成水垢。
95.故而,如图2和图6所示,在本实施例中,蒸汽发生器20还包括破泡孔板28,破泡孔板28设于第一加热件22和涡发生组件27之间,破泡孔板28上设有多个间隔的破泡孔282。当液体沸腾产生的气泡接触到破泡孔板28时,破泡孔板28上的破泡孔282会对气泡进行切割破碎,进而防止气泡超过破泡孔板28而到达第二加热件23的位置处,如此,可以提升第二加热件23的加热效率,并可以避免第二加热件23的表面产生水垢。
96.其中,在本实施例中,破泡孔板28呈平板状,且与底壁213间隔设置,破泡孔板28的外周完全抵接于侧壁215。
97.由于壳体21与第一加热件22接触的位置处的温度最高,在本实施例中,如果将第一加热件22设置于底壁213上,则气泡产生于底壁213,并在浮力的作用下升高至破泡孔板
28的位置处,通过将破泡孔板28的外周与侧壁215完全抵接,可以将产生于底壁213上的气泡完全破除,避免气泡经破泡孔板28的外周与侧壁215之间的间隙进入破泡孔板28靠近第二加热件23的一侧,即可以避免气泡与第二加热件23接触。
98.可选地,在一具体实施例中,可以设置破泡孔板28与底壁213平行间隔设置,且可以设置破泡孔板28与底壁213之间的间隔为15mm-20mm。例如,具体可以设置为15mm、16mm、17mm、18mm、19mm或者20mm等。
99.当第一加热件22设置于壳体21的底壁213和至少部分侧壁215的外部时,破泡孔板28同样也需要设置在第一加热件22和涡发生组件27之间,即,破泡孔板28在侧壁215上的正投影需要位于第一加热件22在侧壁215上的正投影的上部,以避免壳体21的侧壁215与第一加热件22接触位置处被加热产生的气泡进入破泡孔板28靠近第二加热件23的一侧。
100.可选地,破泡孔板28可以采用不锈钢板进行制作,并采用冲压的方式在不锈钢板上形成多个间隔的破泡孔282。其中,破泡孔282可以规则阵列排布,也可以交错排布设置。
101.在一具体实施例中,多个破泡孔282等间距排布,相邻破泡孔282之间的间距可以设置为6-8mm。例如,具体可以设置为6mm、6.5mm、7mm、7.5mm或者8mm等。破泡孔282的形状可以为圆形,圆形的破泡孔282的直径为2-3mm,例如,具体可以设置为2.0mm、2.2mm、2.4mm、2.6mm、2.8mm或者3mm等。或者,破泡孔282的形状还可以设置为三角形、方形、椭圆形等。
102.进一步地,如图2所示,可以将破泡孔板28设置在涡发生组件27和底壁213之间,以避免气泡进入涡发生组件27的内部。
103.其中,在本实施例中,可以将多个第一导流板2721背离第二导流板2741的一端连接于破泡孔板28上,以利用破泡孔板28支撑多个第一导流板2721,即利用破泡孔板28支撑固定涡发生组件27,从而可以简化涡发生组件27的连接结构,使得蒸汽发生器100的安装更加便捷。
104.或者,在其他实施例中,还可以将多个第一导流板2721和多个第二导流板2741连接于侧壁215上,以利用侧壁215对涡发生组件27进行支撑和固定。
105.第二实施例
106.目前,第一加热件22大多是采用电发热管,根据蒸汽发生器20的设计结构特点及使用环境,第一加热件22存在最高设计功率密度。换言之,第一加热件22存在的最高设计功率密度取决于蒸汽发生器20设计结构特点及使用环境。如果第一加热件22的功率密度超过最高设计功率密度,会导致第一加热件22温度过高,直接影响第一加热件22使用寿命和可靠性。另外,对于一款已定功率的蒸汽发生器20,第一加热件22允许最高设计功率密度值越大,第一加热件22的长度可以设计的更短,越有利于蒸汽发生器20的小型化设计。
107.如图7所示,图7是相关技术中的第一加热件与壳体配合的平面结构示意图。第一加热件22的一个面与壳体21贴合,用于加热容置腔212内的液体产生蒸汽。第一加热件22的另外三个面与周围环境空气接触散热。由于第一加热件22与空气间的自然对流传热系数(10-20w/m2k)远低于与壳体21接触侧的沸腾换热系数(10000w/m2k以上),因此与空气较差的换热会导致第一加热件22的温度较高,导致第一加热件22的最高设计功率密度较低。这导致了两个问题:1、蒸汽发生器20尺寸小型化难度大。因为第一加热件22设计功率不变的情况下,蒸汽发生器20尺寸做小会导致第一加热件22长度缩短,进而功率密度增大,一旦超过最高设计功率密度值就会影响第一加热件22的使用寿命;2、制约蒸汽发生器20向大功率
化发展。因为第一加热件22的最高设计功率密度较低,一旦超过最高设计功率密度会导致第一加热件22温度过高,直接影响第一加热件22的使用寿命和可靠性。
108.故而,如图8和图9所示,图8是本技术另一实施例中的蒸汽发生器的平面结构示意图,图9是图8中的蒸汽发生器的剖视结构示意图及其局部放大结构示意图。可以在壳体21的外表面上形成凹槽218,并对应在容置腔212内形成凸起219;第一加热件22至少部分嵌设于凹槽218,用于加热容置于容置腔212中的液体。
109.如此,可以增大第一加热件22的表面与壳体21的接触面积,使得第一加热件22产生的热量能够更快更多的传递至容置腔212内的液体,降低第一加热件22的工作温度,进而提高第一加热件22的最高设计功率密度值,提高蒸汽发生器20的可靠性。并且将第一加热件22嵌设于壳体21上的凹槽218内,还可以降低第一加热件22相对于壳体21突出的高度,利于蒸汽发生器20的小型化设计,降低蒸汽发生器20安装空间需求的同时节省制造材料,降低蒸汽发生器20的生产成本。
110.可选地,当将第一加热件22设置于壳体21的底壁213的外表面上时,可以采用冲压的方式在壳体21的底壁213外表面上形成向容置腔212的内侧凹陷的凹槽218,并可以在底壁213的内表面上形成向容置腔212的内侧突出的凸起219,以简化壳体21的加工工艺,提升生产效率。
111.或者,在其他实施例中,当将第一加热件22设置于壳体21的侧壁215上时,还可以将凹槽218形成于壳体21的侧壁215上,本技术实施例不做具体限定。
112.进一步地,如图9和图10所示,图10是图8中的蒸汽发生器的分解结构示意图。可以将凹槽218设置为条状凹槽218,将第一加热件22设置为柱状的加热管,且加热管的侧表面均可加热,加热管嵌设在凹槽218中,凹槽218的表面均与加热管的侧表面接触。通过设置条状的凹槽218和柱状的加热管,可以使得第一加热件22的安装更加便捷;并且通过设置凹槽218的表面均与加热管的侧表面接触,可以使得第一加热件22与壳体21的接触面积最大化,以增大与第一加热件22接触的壳体21的面积,提升加热效率的同时,提升对第一加热件22的散热效率。
113.进一步地,如图9所示,可以设置条状凹槽218的开口2182在条状凹槽218的底面2184上的正投影完全覆盖条状凹槽218的底面2184。即,条状凹槽218的开口2182的尺寸大小大于或者等于条状凹槽218的底面2184的尺寸大小,且条状凹槽218的底面2184与侧面2186之间的夹角大于或者等于90度,如此,可以形成开口较大的凹槽218,且凹槽218的侧面2186具有一定的拔模角度,以便于第一加热件22的安装,并且也可以进一步增大第一加热件22与壳体21的接触面积。
114.如图9所示,在具体的实施例中,可以设置条状凹槽218的开口2182的尺寸大于条状凹槽218的底面2184的尺寸,且条状凹槽218的底面2184与侧面2186之间的夹角分别大于90度和等于90度,以使得条状凹槽218垂直于其延伸方向的横截面呈直角梯形。在其他实施例中,条状凹槽218垂直于其延伸方向的横截面可以设置为长方形、等腰梯形、非等腰梯形、三角形等,本技术实施例不做具体限定。
115.进一步地,如图9所示,第一加热件22由凹槽218的开口2182露出的表面与壳体21开设凹槽218的表面齐平。即,第一加热件22完全容置于凹槽218内,且第一加热件22的高度等于凹槽218的深度,以充分利用第一加热件22和壳体21的可接触面积,并且可以使得壳体
21的底面2184更加平整。
116.如图9和图10所示,蒸汽发生器20还包括传热板29,传热板29连接于壳体21并盖设在第一加热件22露出的表面上。
117.具体来说,传热板29的面积大于第一加热件22露出的表面的面积,通过设置与壳体21连接的传热板29,一方面可以利用传热板29将第一加热件22露出的表面产生的热量传递至壳体21的底壁213上,以进一步增大第一加热件22的加热功率和增快第一加热件22的热量散失,并且,传热板29也可以保护第一加热件22。
118.其中,传热板29可以为平板状结构,以使得传热板29与壳体21和第一加热件22贴合的更加紧密,便于热量的传输。传热板29可以采用导热性能较好的铝板、铝合金板等制作而成,以降低热量传输损耗,提升热量的利用率。
119.可选地,可以将传热板29和第一加热件22焊接于壳体21上,一方面可以使得传热板29、第一加热件22与壳体21的连接更加紧密,便于热量的传输,另外也可以简化连接结构。
120.在一具体实施例中,可以采用钎焊工艺将第一加热件22、传热板29与壳体21的底壁213焊接连接。具体来说,可以将钎料夹设在第一加热件22露出的表面和传热板29之间,夹设在第一加热件22与壳体21之间,夹设在传热板29和壳体21接触的表面之间,并通过加热的方式,使得钎料融化进而将第一加热件22、传热板29和壳体21的底壁213紧密连接在一起。
121.进一步地,在本实施例中,可以将温控器24连接于传热板29背离第一加热件22的一侧,用于检测第一加热件22的加热温度。
122.具体来说,可以将温控器24安装固定在传热板29背离第一加热件22的一侧,温控器24的连接结构和连接方式与上述实施例中的相同,此处不再赘述。
123.第三实施例
124.蒸汽发生器20在工作时,容置腔212内的液体会剧烈沸腾,如果蒸汽发生器20的高度设计的过低,液体产生的蒸汽会挟带大量液滴从出汽口216喷出,影响蒸汽品质,故而,在进行蒸汽发生器20的设计时,需要将蒸汽发生器20的高度设置的较高,这无疑不利于产品的小型化设计。
125.请参阅图11,图11是本技术一实施例中的蒸汽发生器隐去部分元件后的平面结构示意图。蒸汽发生器20还可以包括汽水分离板30,汽水分离板30设于容置腔212内,用于隔挡蒸汽绕经汽水分离板30至出汽口216排出。
126.具体来说,汽水分离板30设置于容置腔212内,并进一步可以设置在靠近出汽口216的位置处,第一加热件22加热液体产生的蒸汽竖直向上流动,在接触到汽水分离板30后,蒸汽的流动方向改变,由于液滴惯性较大不能随蒸汽改变流动方向,而是直接撞击在汽水分离板30上,并在重力的作用下滴落回流,故而,在本实施例中,通过在蒸汽的流动路径上设置汽水分离板30,不仅不会阻碍蒸汽排出,而且也可以将蒸汽中携带的液滴进行分离,以提升蒸汽的干度和质量。
127.可选地,可以设置汽水分离板30的主表面与竖直方向相交,即与蒸汽的竖直向上流动方向相交,以对蒸汽产生隔挡作用。
128.其中,当汽水分离板30为平板或汽水分离板30的主体部分为平板时,汽水分离板
30的主表面指的是汽水分离板30上面积最大的表面,也即与汽水分离板30所在的平面平行的表面。
129.进一步地,如图11所示,还可以设置汽水分离板30包括第一分离板301和第二分离板302,第一分离板301的主表面为水平方向,第二分离板302连接第一分离板301,并相对第一分离板301向下弯折。
130.具体来说,在本实施例中,第一分离板301的一端连接于壳体21的侧壁215上,位于第一加热件22和出汽口216之间,与顶壁211平行间隔设置,出汽口216设置在顶壁211上,第一分离板301位于出汽口216的延伸路径上,以对蒸汽进行隔挡。第二分离板302连接于第一分离板301的另一端,并向下弯折,如此,当蒸汽的流向被第一分离板301改变为沿水平方向时,向下弯折的第二分离板302可以再次改变蒸汽的流向,此时,夹杂在蒸汽中的液滴会进一步在第二分离板302的隔挡作用下被再次分离,以进一步提升蒸汽的干度。
131.可选地,在一实施例中,可以将第一分离板301的其中三个侧边均与壳体21的侧壁215连接,第一分离板301的另一侧边与壳体21的侧壁215间隔设置,并将第二分离板302设置在第一分离板301与侧壁215间隔的侧边上。
132.在另一实施例中,可以将第一分离板301的其中两个或者一个侧边与壳体21的侧壁215连接,第一分离板301的另外两个或者三个侧边与壳体21的侧壁215间隔设置,并将第二分离板302设置在第一分离板301与侧壁215间隔的两个或者三个侧边上,以增大汽水分离板30与侧壁214之间的间隙,减小蒸汽的流动阻力。
133.可选地,在具体的实施例中,汽水分离板30可以采用不锈钢板通过冲压的方式进行制作,以简化汽水分离板30的制作工序,并且通过将汽水分离板30设置为不锈钢板,可以避免汽水分离板30发生锈蚀,避免污染蒸汽,出现食品安全问题。
134.进一步地,为了保证第一加热件22的工作可靠性,对第一加热件22的最高工作温度有设计要求。即,第一加热件22存在最高设计功率密度值,这一极限值制约了第一加热件22向更小尺寸设计,进而影响蒸汽发生器20的小型化设计。
135.故而,如图12和图13所示,图12是本技术一实施例中的蒸汽发生器的侧视结构示意图,图13是图12中的蒸汽发生器的分解结构示意图。还可以在蒸汽发生器20中设置传热件31,传热件31包覆于壳体21的底壁213和至少部分侧壁215并与壳体21导热连接,第一加热件22与传热件31导热连接。如此,可以利用传热件31扩大第一加热件22与壳体21的接触面积,以利用传热件31对壳体21的底壁213和至少部分侧壁215进行加热,使得第一加热件22的热量能够更快更多的传递至容置腔212内的液体,降低第一加热件22的工作温度,进而提高第一加热件22的最高设计功率密度值,提高蒸汽发生器20可靠性。并且,在第一加热件22的功率和最高工作温度一定的情况下,第一加热件22的功率密度可以做的更大,相应地,第一加热件22的尺寸可以设计的更小。
136.其中,传热件31例如可以采用导热性能较好的材料例如铝、铝合金或者铜等金属或者合金进行制作,以提升传热件31的传热效率,降低热量传输损耗。
137.进一步地,可以将第一加热件22设于壳体21的底壁213与传热件31之间,并与壳体21和传热件31导热连接。如此,第一加热件22的部分表面与壳体21导热连接,第一加热件22背离壳体21的表面与传热件31导热连接,以使得第一加热件22的全部表面的热量均可以尽快的传递出去,便于第一加热件22的散热,进而提升第一加热件22的最高设计功率密度值。
并且通过将第一加热件22设置于传热件31和壳体21之间,还可以将第一加热件22与其他元件隔离开,避免第一加热件22的温度太高影响其他元件的工作性能。
138.可选地,第一加热件22可以采用焊接、螺钉连接等方式连接在壳体21或者传热件31上,也可以利用传热件31和壳体21对第一加热件22的夹持作用力将第一加热件22进行固定,本技术实施例对第一加热件22的固定方式不做具体限定。
139.进一步地,如图12和图13所示,传热件31包括顺次弯折连接的第一传热板311、第二传热板312和第三传热板313,第二传热板312与底壁213相对间隔设置,第一加热件22夹设于第二传热板312和底壁213之间,第一传热板311和第三传热板313分别层叠设置于侧壁215的外侧,并与侧壁215导热连接。
140.具体来说,在本实施例中,可以采用折弯的方式形成依次弯折连接的第一传热板311、第二传热板312和第三传热板313。第二传热板312与底壁213平行间隔设置,第一传热板311和壳体21的其中一侧壁215平行间隔设置,第三传热板313和壳体21的另一相对侧壁215平行间隔设置。第一加热件22产生的热量传导至第二传热板312和壳体21,第二传热板312上的热量传递至第一传热板311和第三传热板313,第一传热板311和第三传热板313上的热量传递至壳体21的侧壁215,由此,可以利用壳体21的底壁213和相对两侧壁215对容置腔212内的液体进行加热。
141.通过将传热件31设置为折弯连接的第一传热板311、第二传热板312和第三传热板313,可以便于传热件31的加工制作,提升生产效率,而且可以便于将传热件31和壳体21固定连接。
142.其中,在本实施例中,温控器24除了可以连接于第一加热件22上,还可以连接于传热件31或者壳体21上,以用于检测第一加热件22的加热温度。可以理解地,当温控器24连接于第一加热件22时,温控器24所检测到的温度即为第一加热件22的温度。当温控器24连接于传热件31或者壳体21上时,温控器24所检测到的温度需要加上一温度差值即为第一加热件22的温度。温度差值的大小可以根据实验测得的第一加热件22和传热件31或者第一加热件22和壳体21之间的温度差计算得到,本技术实施例不做具体限定。
143.可以理解地,本实施例中的汽水分离板30除了可以用于含有第二加热件23的蒸汽发生器20中,还可以应用于仅包括第一加热件22的蒸汽发生器20中。
144.第四实施例
145.请参阅图14,图14是本技术又一实施例中的蒸汽发生器的剖视结构示意图。本实施例中的蒸汽发生器20包括蒸汽引流板32,蒸汽引流板32设于容置腔212内,将容置腔212划分为蒸汽发生腔321和蒸汽再热腔323,蒸汽引流板32连接于其中一侧壁215,并与至少另一侧壁215间隔设置以形成连通蒸汽发生腔321和蒸汽再热腔323的连通口325,连通口325和出汽口216在蒸汽引流板32上的投影间隔设置;第一加热件22用于加热蒸汽发生腔321内的液体以形成蒸汽;第二加热件23设置于蒸汽再热腔323内,用于加热蒸汽。
146.本实施例在容置腔212内设置蒸汽引流板32,蒸汽引流板32将容置腔212划分为连通的蒸汽发生腔321和蒸汽再热腔323,第一加热件22加热液体在蒸汽发生腔321内产生蒸汽,蒸汽通过连通口325进入蒸汽再热腔323,第二加热件23加热蒸汽再热腔323内的蒸汽并经出汽口216排出蒸汽发生器20。蒸汽引流板32的设置可以改变蒸汽的流向,延长蒸汽在蒸汽再热腔323内的流动路径,延长第二加热件23与蒸汽的接触时间,增大换热量,提升蒸汽
的温度,防止蒸汽未经第二加热件23充分加热直接从出汽口216喷出。并且,本实施例中的蒸汽引流板32的结构简单,安装便捷,可以极大的简化蒸汽发生器20的生产和安装成本。
147.其中,蒸汽引流板32可以采用不锈钢板冲压形成,以提升蒸汽引流板32的生产效率。并且,通过采用不锈钢板,还可以避免蒸汽引流板32发生锈蚀,避免污染蒸汽和食物,造成食品安全问题。
148.可选地,在本实施例中,可以将蒸汽引流板32背离出汽口216的侧边与壳体21的侧壁215间隔设置,将蒸汽引流板32的其中三侧边均与壳体21的侧壁215连接,以使得出汽口216与连通口325之间的间距最大,使得蒸汽在蒸汽再热腔323内的流动路径最长。
149.由于蒸汽在蒸汽再热腔323内的流动路径为连通口325和出汽口216之间的间距,故而,可以将连通口325和出汽口216之间的间距设置的较大,以延长蒸汽与第二加热件23的接触时间。但是,如果将连通口325和出汽口216之间的间距设置的太大,则会增大蒸汽发生器20的体积,不利于蒸汽发生器20的小型化设计。
150.故而,如图14所示,可以在蒸汽再热腔323内设置回折流道板326,回折流道板326设于连通口325和出汽口216之间的间隔内,用于延长蒸汽的流动路径。
151.具体来说,回折流道板326用于改变蒸汽在蒸汽再热腔323内的流动方向,进而延长蒸汽在蒸汽再热腔323内的流动路径,以延长蒸汽与第二加热件23的接触时间。
152.其中,在具体的实施例中,回折流道板326的数量可以包括至少两个,至少两个回折流道板326沿第二加热件23的延伸方向平行间隔设置,即沿连通口325和出汽口216的间隔方向平行间隔设置。
153.或者,至少两个回折流道板326沿第二加热件23的延伸方向交错设置,本技术实施例对回折流道板326的设置方式不做具体限定,只要可以改变蒸汽的流向即可。
154.进一步地,如图15所示,图15是本发明一实施例中的第二加热件和回折流道板配合的立体结构示意图。可以将回折流道板326套设于第一盘管部231和第二盘管部232上,以利用第一盘管部231和第二盘管部232对回折流道板326进行固定,形成一体结构的第二加热件23和回折流道板326。如此,可以简化回折流道板326的固定结构,并且可以提升回折流道板326的安装效率。
155.可选地,如图14和图15所示,可以将蒸汽引流板32的上表面与回折流道板326的下表面固定连接在一起,如此,可以利用蒸汽引流板32对第二加热件23和回折流道板326进行支撑,以提升第二加热件23的受力稳定性。
156.进一步地,如图14所示,可以将液位传感器25连接于壳体21的顶壁211,液位传感器25的检测端穿设于连通口325内,以用于检测位于蒸汽发生腔321内的液体的高度。本实施例通过在蒸汽引流板32和侧壁215之间间隔形成较大尺寸的连通口325,不仅可以降低蒸汽上升的阻力,便于蒸汽流通,而且也可以避让液位传感器25,以便于液位传感器25的安装。
157.可以理解地,以上各实施例中的结构可以相互组合使用。
158.以上仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。