1.本发明涉及一种基于逆高斯过程的切削精度保持能力动态评估方法及装置。
背景技术:
2.在切削过程中,切削加工系统设备会随着运行时间逐渐发生磨损、老化、疲劳、松动等物理现象,进而导致其性能随之衰退,当性能退化到某个临界水平时则会出现故障。这种性能退化现象具有一定的物理规律,会导致切削加工系统完成规定加工任务的能力不断下降,并长期影响切削加工的质量,导致切削加工精度的下降。
3.在工程中,人们常用精度保持性来描述切削加工系统设备的切削精度水平。精度保持性通常指在正常使用条件下,设备各精度指标能够长时间保持在要求范围内的能力。该指标当前主要是应用在机床中,通常会在机床出厂时对其进行评估。然而,切削过程是非常复杂多变的,影响切削精度的因素也是动态且多种多样的,仅仅对机床本身的精度在出厂时进行评判往往是不够的,也缺乏时效性,无法对切削过程中的精度保持能力进行评判。而在实际的切削过程中,操作人员判断加工是否能正常进行,通常关注的是切削加工零件的质量精度有没有异常,而对于造成切削质量精度退化的物理机理却缺乏关注,因此导致了对于切削加工质量精度的监测大多存在时效性差的特点,易受到外界环境的干扰,难以用于实际的切削过程中,往往出现了质量问题后,才能发现异常,这时已经造成了一定的损失。实际上,尽管切削质量精度特性的退化数据相对较少且规律性较差,但切削质量精度特性的退化与切削加工系统设备的性能退化紧密相关,而切削加工系统设备的性能退化具有一定的物理规律。
技术实现要素:
4.本发明解决的技术问题是:克服现有技术的不足,提供了一种基于逆高斯过程的切削精度保持能力动态评估方法及装置。
5.为了解决上述技术问题,本发明实施例提供了一种基于逆高斯过程的切削精度保持能力动态评估方法,包括:
6.获取切削加工系统设备的性能退化数据;
7.基于逆高斯过程和所述性能退化数据,建立性能退化模型;
8.基于所述性能退化模型,根据所述性能退化数据与切削加工质量之间的对应关系,构建切削加工系统设备的精度保持能力评估模型;
9.基于最大期望算法、贝叶斯更新算法、及实际性能退化数据,对所述精度保持能力评估模型的模型参数进行实时评估,并获取每一时刻下的切削加工系统设备的精度保持能力。
10.可选地,所述获取切削加工系统设备的性能退化数据,包括:
11.根据切削加工质量特征,获取切削加工系统设备的性能退化数据;
12.其中,所述切削加工质量特征包括:工件的加工精度和表面质量,所述工件的表面
质量包括:形位尺寸精度、表面粗糙度、表面波纹度和残余应力。
13.可选地,在所述基于逆高斯过程和所述性能退化数据,建立性能退化模型之前,还包括:
14.对所述性能退化数据进行预处理,生成预处理数据。
15.可选地,所述对所述性能退化数据进行预处理,生成预处理数据,包括:
16.剔除所述性能退化数据中的异常数据,得到所述预处理数据。
17.为了解决上述技术问题,本发明实施例提供了一种基于逆高斯过程的切削精度保持能力动态评估装置,包括:
18.性能退化数据获取模块,用于获取切削加工系统设备的性能退化数据;
19.性能退化模型建立模块,用于基于逆高斯过程和所述性能退化数据,建立性能退化模型;
20.精度评估模型构建模块,用于基于所述性能退化模型,根据所述性能退化数据与切削加工质量之间的对应关系,构建切削加工系统设备的精度保持能力评估模型;
21.精度保持能力获取模块,用于基于最大期望算法、贝叶斯更新算法、及实际性能退化数据,对所述精度保持能力评估模型的模型参数进行实时评估,并获取每一时刻下的切削加工系统设备的精度保持能力。
22.可选地,所述性能退化数据获取模块包括:
23.性能退化数据获取单元,用于根据切削加工质量特征,获取切削加工系统设备的性能退化数据;
24.其中,所述切削加工质量特征包括:工件的加工精度和表面质量,所述工件的表面质量包括:形位尺寸精度、表面粗糙度、表面波纹度和残余应力。
25.可选地,所述装置还包括:
26.预处理数据生成模块,用于对所述性能退化数据进行预处理,生成预处理数据。
27.可选地,所述预处理数据生成模块包括:
28.预处理数据获取单元,用于剔除所述性能退化数据中的异常数据,得到所述预处理数据。
29.本发明与现有技术相比的优点在于:
30.本发明实施例根据切削质量精度特性的退化与切削加工系统设备性能退化之间的关联关系,利用切削加工系统设备的性能退化来描述切削加工质量精度特性的退化,提出了一种基于逆高斯过程的切削精度保持能力动态评估方法,通过逆高斯过程描述了切削加工系统设备的性能退化过程,并以此实现对切削精度保持能力的动态评估。
附图说明
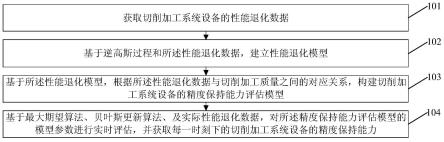
31.图1为本发明实施例提供的一种基于逆高斯过程的切削精度保持能力动态评估方法的步骤流程图;
32.图2为本发明实施例提供的一种刀具磨损量测量曲线的示意图;
33.图3为本发明实施例提供的一种给定质量要求下刀具在不同测量时刻的精度保持时间的pdf及其点估计的示意图;
34.图4为本发明实施例提供的一种给定质量要求下刀具在不同测量时刻的精度保持
度的示意图;
35.图5为本发明实施例提供的一种基于逆高斯过程的切削精度保持能力动态评估装置的结构示意图。
具体实施方式
36.实施例一
37.参照图1,示出了本发明实施例提供的一种基于逆高斯过程的切削精度保持能力动态评估方法的步骤流程图,如图1所示,该方法可以包括以下步骤:
38.步骤101:获取切削加工系统设备的性能退化数据;
39.步骤102:基于逆高斯过程和所述性能退化数据,建立性能退化模型;
40.步骤103:基于所述性能退化模型,根据所述性能退化数据与切削加工质量之间的对应关系,构建切削加工系统设备的精度保持能力评估模型;
41.步骤104:基于最大期望算法、贝叶斯更新算法、及实际性能退化数据,对所述精度保持能力评估模型的模型参数进行实时评估,并获取每一时刻下的切削加工系统设备的精度保持能力。
42.本发明实施例的发明目的在于:在切削过程中,切削加工系统设备的性能退化往往会对切削精度造成长期的影响,并且受到切削过程中各种因素的影响较大,通过设备出厂前的试验对其长期的精度保持性能进行评估往往是不够的。基于此,本发明提供了一种基于逆高斯过程的切削精度保持能力动态评估方法,通过逆高斯过程描述了切削加工系统设备的性能退化过程,并根据切削加工系统设备性能退化与切削质量特性退化之间的关联关系,实现对其切削精度保持能力的动态评估,使得操作人员能够基于评估结果判断当前的设备能否在未来一段时间内完成相应的加工任务,以便能提前做出预判保证加工质量。
43.本发明提出了一种基于逆高斯过程的切削精度保持能力动态评估方法,通过逆高斯过程描述了切削加工系统设备的性能退化过程,同时通过历史的性能退化数据,对模型的参数进行估计与迭代更新,并根据切削加工系统设备性能退化与切削质量精度特性退化之间的关联关系,实现对其切削精度保持能力的评估。本发明具体实施步骤如下:
44.步骤一:针对所关注的切削加工质量问题,在一段时间的加工过程中,获取与之相关的切削加工系统设备的性能退化数据。
45.步骤二:对所获取到的切削加工系统设备性能退化数据进行预处理,对预处理后的数据,基于逆高斯过程,建立性能退化模型。
46.步骤三:基于建立好的性能退化模型,以及切削加工系统设备的性能退化与所关注的切削加工质量之间的关系,给定切削加工质量要求,构建切削加工系统设备的精度保持能力评估模型。
47.步骤四:基于em算法与贝叶斯更新,结合实际性能退化数据,对模型参数进行实时估计,进而获得每一时刻下切削加工系统设备的精度保持能力。
48.其中,在步骤一中所述的“切削加工质量问题”,主要指工件的加工精度和表面质量,包括形位尺寸精度、表面粗糙度、表面波纹度以及残余应力等等。
49.其中,在步骤一中所述的“切削加工系统设备”,主要指切削刀具、金属切削机床、切削夹具以及整个切削加工系统等。本专利所涉及的方法既可以对单一对象进行评估,也
可对整体系统进行评估。
50.其中,在步骤二中所述的“预处理”,是指对所测量的性能退化数据在不影响评估结果的情况下,进行合理的人工处理。由于设备以及人为的测量误差,导致测量结果有一定的误差,比如后一次测量的退化量比前几次测量的退化量要小,这是不符合实际情况的,因此需要对这种情况进行处理,剔除这类异常数据,并取前后正常的数据的均值进行填充,并对测量数据进行平滑处理。
51.其中,在步骤二中所述的“逆高斯过程”,是一个连续的具有非减独立增量的随机过程,可记为y~ig(a,b),a和b均为正数,其期望为a,方差为a3/b,其对应的累积分布函数cdf(cumulativedistributionfunction)为:
[0052][0053]
式中,φ(
·
)为标准正态分布的分布函数。其概率密度函数pdf(probabilitydensityfunction)为:
[0054][0055]
假设某设备性能退化量为y(t),t》0。在加工过程中,随着切削时间的增加,性能退化量y(t)会单调增加,是一个逆高斯过程,具有如下性质:
[0056]
(1)y(0)=0以概率为1成立;
[0057]
(2)y(t)是独立增量过程;
[0058]
(3)增量服从逆高斯分布,即
[0059]
其中,λ为形状参数;δy(t)=y(t δt)-y(t),δλ(t)=λ(t δt)-λ(t)。均值函数λ(t)为一个单调增函数,当其为线性函数时,对于任意t2》t1≥0,有λ(t1 δt)-λ(t1)=λ(t2 δt)-λ(t2),此时的逆高斯过程为一个平稳过程。当λ(t)为非线性时,逆高斯过程变为一个非平稳过程。
[0060]
假定失效时的性能退化故障阈值为ω,将退化过程达到阈值时的时刻视为设备的寿命,记为t。则由逆高斯过程的单调性可知,寿命t的cdf可以表示为
[0061][0062]
其中,在步骤二中所述的“性能退化模型”,就是指能够描述某种退化行为的模型。在本发明中,同一批设备会由于生产工艺的因素造成不同个体之间存在异质性,导致其性能退化过程中的个体差异。同时,由于切削加工过程是一个较为复杂的动态过程,切削加工系统设备在切削过程中受到的载荷也是不一样的,造成了设备性能退化轨迹的不确定,从而难以用固定的参数来表述其性能退化过程。假设退化过程服从逆高斯过程,此时退化增量
△
y(t)~ig(μ
△
λ(t),λ[
△
λ(t)]2),用μ来表征不同退化过程的个性化差异。本发明中所涉及到的基于逆高斯过程的退化模型可简单表示为y(t)~ig(μλ(t),λλ(t)2),由于性
能退化过程的均值主要是受μ影响,因此可将其视为随机变量,来刻画退化过程的随机效应。形状参数λ为确定值,表征退化过程的不确定性。均值函数λ (t)为线性时,代表对应的逆高斯过程为一个平稳过程,该函数为非线性时,代表此时的逆高斯过程为一个非平稳过程。基于此,在已知μ与λ的情况下,退化型故障的发生时间,也就是寿命t对应的cdf可以表示为:
[0063][0064]
对应的pdf可写为
[0065][0066]
为了便于后续处理方便,假设1/μ~n(αμ,σμ-2),此时寿命t’对应的 cdf与pdf可通过对ft(t)进行积分,得到
[0067][0068][0069]
其中,在步骤四中所述的“精度保持能力”,借鉴于工程中常用的精度保持性的概念,主要是用于描述机床精度性能,指在正常使用条件下,机床各精度指标能够长时间保持在要求范围内的能力。在本专利中,在现有机床精度保持性的基础上,扩展精度保持性的定
义与应用范围,将切削过程的精度保持性定义为切削加工系统在正常切削过程中,完成规定加工精度的能力,用精度保持度来量化。精度保持度是切削加工系统在正常切削过程中,完成规定加工精度要求的概率。精度保持度为1,则一定能完成任务,精度保持度为0,则一定无法完成。通过定义可以发现,精度保持度是一个与时间相关的参数,因此还可以得到一个精度保持时间的指标,即切削加工系统在满足精度要求的条件下能正常工作的时间。因此,本研究用精度保持度与精度保持时间来衡量精度保持能力,并用rj来表示精度保持度。
[0070]
其中,在步骤四中所述的“精度保持能力评估模型”,具体是指精度保持时间与精度保持度的评估模型,需要利用直接或间接测量到的退化数据来估计设备将来的退化趋势,然后根据估计结果与给定的性能退化故障阈值进行比较进而确定精度保持时间的分布。假设rk为设备在当前测量时刻tk时对应的精度保持时间,即从时刻tk到故障发生时间的间隔,则定义tk时刻的精度保持时间为:
[0071]rk
=inf{rk:y(tk rk)》ω|y
0:k
}, (8)
[0072]
其中,y0:k表示从开始到时刻tk的历史退化数据集,另外,在不同测量时刻下公式(6)和公式(7)。中的λ(t)函数对应的值需要更新,设在测量时刻 tk对应的λ(t)函数为λ(tk)(t),其表达式如下所示:
[0073][0074]
其中,λ(0)(t)表示为初始时刻的均值函数。因此,根据公式(6),公式 (7)以及公式(9),精度保持时间在tk时对应的cdf和pdf分别为:
[0075]
[0076][0077]
其中,在步骤五中所述的“em算法”,一般用于在数据不完全或者有缺失值时,通过给定的数据集找到潜在分布参数的极大似然估计。在本实施例中,假设在一些离散时间点ti对某一切削加工系统设备在切削过程中的性能退化状态进行监测,获得的性能退化量数据记为yi=y(ti),i=0,1,
…
n,这类数据具有单调趋势变化的特性。假定观测的时间间隔是固定的,并记y0:k={y0,y1,
…
yk,} 为从开始到时刻tk的历史退化数据集。设δyi=yi-yi-1对应从时间ti-1到时间ti 的退化增量,时间间隔δti=ti-ti-1。对于参数的估计,极大似然估计法是最常见的一种方法,根据逆高斯过程的性质,在μ给定的条件下,退化数据y0:k的联合分布可以写为:
[0078][0079]
其对应的对数似然函数可以表示为
[0080][0081]
由于参数1/μ是随机变量,不能通过直接观测得到,采用em算法对模型中的未知参数进行估计。假设参数1/μ是可测的,相应的完全对数似然函数可表示为
[0082][0083]
在时刻tk时,定义θk(j)=(αμ,k(j),σμ,k2(j),λk(j))为第j次em迭代的初始参数,j=0,1,
…
m。在时刻tk时获得的历史退化数据y0:k的条件下,对完全对数似然函数关于隐变量1/μ求期望,可得到
[0084][0085]
然后对最大化,可得到
[0086][0087][0088][0089]
根据上述公式经过不断迭代直到收敛,可获得最优化参数该估计结果为时刻tk的参数估计值。据公式(16)、(17)及(18),求出求出便可确定参数θk(j 1)。
[0090]
其中,在步骤五中所述的“贝叶斯更新”,用于对进行估计,能够实现对单个产品精度保持时间的预测,充分利用当前时刻测量获得的数据,对模型参数进行实时更新,获得更加精确的精度保持时间预测结果。
[0091]
根据之前所述,随机参数1/μ服从均值为αμ方差为σμ-2的正态分布,根据贝叶斯理论可知,1/μ关于y0:k的后验分布仍然服从正态分布,根据贝叶斯公式进行更新,得到tk时刻1/μk的后验分布,如下所示:
[0092][0093]
其中,
[0094][0095][0096]
因此,我们可以根据公式(19)与公式(20)求出公式(16)、(17) 及(18)中的的估计值,最后得到tk时刻的最佳参数估计值后,便可得到tk时刻对应的精度保持时间概率密度函数。
[0097]
本发明的一个实施案例中,在加工过程中,刀具磨损会对零件的表面粗糙度造成较大的影响,需要利用本发明所提到的方法,刀具的切削精度保持能力进行评估。该方法具体步骤如下:
[0098]
步骤一:在切削过程中,刀具的磨损对于切削加工质量有着直接的影响作用,是直接体现在工件表面上的,主要是对表面粗糙度有较大影响,刀具的精度保持能力主要体现在被加工零件的表面粗糙度上。因此,在本案例中通过测量不同时刻的刀具磨损量来评估刀具的切削精度保持能力。在实际切削过程中,主轴转速为6000r/min,进给速度为2000mm/min,切削深度为1mm。用一把新的铣刀去切削工件。随着刀具的磨损,切削加工质量会不断下降,通过表面粗糙度测量仪在每个面切削完成后对已切削表面进行粗糙度测量,每个面测量四次取平均值。同时为了描述刀具的磨损退化过程,每切完一个面,用显微镜测量刀具磨损量,并选择其中一个刀刃的磨损量进行记录。通过测量到的表面粗糙度与相应的刀具磨损量,可以得到一个确定的表面粗糙度阈值所对应的多个刀具磨损量阈值,在本例中将刀具磨损量阈值设定为一个服从均匀分布的随机变量。
[0099]
注:以上是根据本发明中的切削试验设计参数,并不排除存在其他更合适的切削试验参数,在此仅举例说明专利实施步骤。
[0100]
步骤二:在磨损量的测量过程中,由于设备以及人为的测量误差,导致测量结果有一定的误差,比如后一次测量的磨损量比前几次测量的磨损量要小,这是不符合实际情况
的,因此本研究需要对这种情况进行处理,剔除这类异常数据,并取前后正常的数据的均值进行填充,并对测量数据进行平滑处理。由于本例的评估结果是在一个相对较大的磨损量波动区间内计算出来的,而数据的预处理方式对于测量数据的调整较小,在0.001mm的波动范围内,因此该测量数据的预处理方法对于最终的评估结果并不会造成明显的影响,只是便于后续建模。
[0101]
如图2所示为第一次试验测量得到的刀具磨损量变化曲线。由于磨损前期磨损率较高,磨损后期刀具已无法正常使用,本研究考虑采用稳定磨损期的数据建模。同时,考虑到早期数据量较少会影响模型参数的估计,考虑从获取到 30个测量数据后开始计算。
[0102]
利用该数据,构建基于逆高斯过程的性能退化模型。设置均值函数λ(t)为 t,测量时间间隔为1小时,则寿命t对应的cdf可以表示为:
[0103][0104]
对应的pdf可写为
[0105][0106]
注:以上均值函数λ(t)=t是是根据实际的数据情况设定的,并不排除存在其他更合适的表达式,在此仅举例说明专利实施步骤。
[0107]
步骤三:设定在表面粗糙度要求为2μm时,刀具磨损阈值服从均匀分布,其阈值范围为[0.175,0.18],根据性能退化模型,构建切削加工系统设备的精度保持能力评估模型。
[0108]
此时,精度保持时间的cdf为
[0109][0110]
此时,精度保持度的计算表达式为
[0111][0112]
步骤四:在上述公式中,需要估计未知参数θ=(αμ,σμ-2,λ),通过 em算法结合贝叶斯更新来实现每一测量时刻的参数估计值,将实时估计的模型参数代入公式(23)与公式(24)中,可得到每一时刻下切削加工系统设备的精度保持能力,如图3与图4所示。根据图3与图4,便可得知每个测量时刻下,刀具的精度保持能力。在实际应用中,该结果能够实时提示操作人员该刀具在当前的使用条件下,保证2μm表面粗糙度的加工质量要求下,还能正常切削的时长所对应的概率。
[0113]
本发明实施例提供的基于逆高斯过程的切削精度保持能力动态评估方法,根据切削质量精度特性的退化与切削加工系统设备性能退化之间的关联关系,利用切削加工系统设备的性能退化来描述切削加工质量精度特性的退化,提出了一种基于逆高斯过程的切削精度保持能力动态评估方法,通过逆高斯过程描述了切削加工系统设备的性能退化过程,并以此实现对切削精度保持能力的动态评估。
[0114]
实施例二
[0115]
参照图5,示出了本发明实施例提供的一种基于逆高斯过程的切削精度保持能力动态评估装置的结构示意图,如图5所示,该装置可以包括以下模块:
[0116]
性能退化数据获取模块510,用于获取切削加工系统设备的性能退化数据;
[0117]
性能退化模型建立模块520,用于基于逆高斯过程和所述性能退化数据,建立性能退化模型;
[0118]
精度评估模型构建模块530,用于基于所述性能退化模型,根据所述性能退化数据与切削加工质量之间的对应关系,构建切削加工系统设备的精度保持能力评估模型;
[0119]
精度保持能力获取模块540,用于基于最大期望算法、贝叶斯更新算法、及实际性能退化数据,对所述精度保持能力评估模型的模型参数进行实时评估,并获取每一时刻下的切削加工系统设备的精度保持能力。
[0120]
可选地,所述性能退化数据获取模块包括:
[0121]
性能退化数据获取单元,用于根据切削加工质量特征,获取切削加工系统设备的性能退化数据;
[0122]
其中,所述切削加工质量特征包括:工件的加工精度和表面质量,所述工件的表面质量包括:形位尺寸精度、表面粗糙度、表面波纹度和残余应力。
[0123]
可选地,所述装置还包括:
[0124]
预处理数据生成模块,用于对所述性能退化数据进行预处理,生成预处理数据。
[0125]
可选地,所述预处理数据生成模块包括:
[0126]
预处理数据获取单元,用于剔除所述性能退化数据中的异常数据,得到所述预处理数据。
[0127]
本发明实施例提供的基于逆高斯过程的切削精度保持能力动态评估装置,根据切削质量精度特性的退化与切削加工系统设备性能退化之间的关联关系,利用切削加工系统设备的性能退化来描述切削加工质量精度特性的退化,提出了一种基于逆高斯过程的切削精度保持能力动态评估方法,通过逆高斯过程描述了切削加工系统设备的性能退化过程,并以此实现对切削精度保持能力的动态评估。
[0128]
本技术所述具体实施方式可以使本领域的技术人员更全面地理解本技术,但不以任何方式限制本技术。因此,本领域技术人员应当理解,仍然对本技术进行修改或者等同替换;而一切不脱离本技术的精神和技术实质的技术方案及其改进,均应涵盖在本技术专利的保护范围中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。