1.本发明涉及汽车被动安全技术领域,尤其涉及一种座椅侧气囊装及其组装方法。
背景技术:
2.座椅侧气囊是遭受车辆横向冲击时保护驾乘人员而在驾乘人员与侧面板之间展开的气囊装置,该气囊装置设置在车辆座椅的侧部,包括气体发生器和囊袋,由气体发生器产生的气体使囊袋膨胀,从座椅侧部伸出并向车辆前进方向展开。
3.传统的座椅侧气囊设计,在车辆发生侧面碰撞时,气囊从乘员与门板内饰之间展开,滑过肩部,无法抬起乘员手臂,此时,车身严重的侵入则会直接作用在驾乘人员肩部;因为气囊展开的空间狭小有限,对于有扶手的座椅而言,囊袋在展开过程中与扶手发生干涉;此外,现有的座椅气囊装置普遍较厚,装入座椅中会形成座椅鼓包,影响座椅外观。
技术实现要素:
4.有鉴于此,本发明实施例提供一种座椅侧气囊装置及其组装方法,能够在侧面碰撞发生时最大程度抬起驾乘人员手臂,提高对驾乘人员的保护效果;还能有效降低气囊装置厚度,避免气囊装置安装在座椅侧时出现座椅鼓包;同时还能适用于有扶手的车辆座椅。
5.为实现上述目的,根据本发明实施例的一个方面,提供一种座椅侧气囊装置,包括气体发生器和囊袋,所述气体发生器插入所述囊袋并固定于座椅框架侧部,所述囊袋呈折叠和/或卷绕状,所述囊袋至少具有在上侧部位的z形斜折区域,所述z形斜折区域由至少一部分扇形区域对折而成,所述扇形区域由所述气体发生器下端的中心点向囊袋上侧部位的对角方向呈放射状延伸的两条第一折叠线限定。
6.可选地,所述扇形区域的中心点被设置在气体发生器下端的囊袋上、囊袋边缘或囊袋外部区域中的任意一个位置。
7.可选地,所述扇形区域的中心点被设置以气体发生器下端为圆心,半径200mm圆形范围内。
8.可选地,所述扇形区域的两条第一折叠线之间的夹角为5-50度。
9.可选地,所述囊袋包括布片,所述布片上侧中部具有向内限定的上部凹进,将所述布片横向对折,缝合所述布片周边除所述上部凹进的全部区域,缝制完成后将缝合部分从所述上部凹进区域翻出,然后再将所述上部凹进缝合,形成所述囊袋;所述囊袋左下方区域设置插口以供气体发生器插入。
10.可选地,所述布片上设有排气孔,所述排气孔周围设有加强布;和/或,所述布片上设有扩散器,位于所述气体发生器的出气口处,用于导流和隔热。
11.可选地,所述插口的直径小于所述气体发生器的直径,或者,所述插口处设有密封件。
12.根据本发明实施例的再一个方面,提供一种本发明实施例第一方面的座椅侧气囊装置的组装方法,按照如下步骤组装:
13.步骤1:将囊袋的z形斜折区域预定型,制成预折叠囊袋总成;
14.步骤2:将气体发生器插入所述预折叠囊袋总成;
15.步骤3:将所述预折叠囊袋总成的远离所述气体发生器的一端以卷绕形式向所述气体发生器方向卷绕,直至靠近所述气体发生器;
16.步骤4:用覆盖件包覆所述气体发生器和卷绕的预折叠囊袋总成,完成组装。
17.可选地,所述步骤1中将囊袋的z形斜折区域预定型,包含以下步骤1a和/或步骤1b:
18.步骤1a,将z形斜折区域的囊袋下部向上翻折,在向上翻折区域与z形斜折区域的重叠部分通过预缝线缝制定型;
19.步骤1b,将z形斜折区域的囊袋上部向下翻折,在向下翻折区域与z形斜折区域的重叠部分通过预缝线缝制定型。
20.可选地,在步骤2后还包括以下步骤2a:
21.步骤2a,将所述预折叠囊袋总成的远离所述气体发生器的一端向所述气体发生器一侧横向翻折。
22.上述发明中的一个实施例具有如下优点或有益效果:通过将囊袋折叠后向气体发生器卷绕,能够在侧面碰撞发生时最大程度抬起驾乘人员手臂,提高对驾乘人员的保护效果;还能有效降低气囊装置厚度,避免气囊装置安装在座椅侧时出现座椅鼓包;同时还能适用于有扶手的车辆座椅。
23.上述的非惯用的可选方式所具有的进一步效果将在下文中结合具体实施方式加以说明。
附图说明
24.附图用于更好地理解本发明,不构成对本发明的不当限定。其中:
25.图1示是本发明实施例的囊袋的示意图;
26.图2是本发明实施例的布片的示意图;
27.图3是本发明实施例的第一折叠线的示意图;
28.图4是本发明实施例的囊袋沿第一折叠线折叠后的示意图;
29.图5是图4中沿a-a方向的示意图;
30.图6是本发明实施例的第二折叠线的示意图;
31.图7是本发明实施例的囊袋沿第二折叠线折叠后的示意图;
32.图8是本发明实施例的第三折叠线的示意图;
33.图9是本发明实施例的囊袋沿第三折叠线折叠后的示意图;
34.图10是本发明实施例中囊袋卷绕方向的示意图;
35.图11是本发明实施例囊袋卷绕后的示意图;
36.图12是图11中沿d-d方向的示意图;
37.图13是本发明实施例的第四折叠线的示意图;
38.图14是本发明实施例的囊袋沿第四折叠线折叠后的示意图。
具体实施方式
39.以下结合附图对本发明的示范性实施例做出说明,其中包括本发明实施例的各种细节以助于理解,应当将它们认为仅仅是示范性的。因此,本领域普通技术人员应当认识到,可以对这里描述的实施例做出各种改变和修改,而不会背离本发明的范围和精神。同样,为了清楚和简明,以下的描述中省略了对公知功能和结构的描述。
40.根据本发明实施例的座椅侧气囊装置包括气体发生器2和囊袋1。气体发生器2插入囊袋1并固定于座椅框架侧部,囊袋1呈折叠和/或卷绕状,囊袋1至少具有在上侧部位的z形斜折区域,z形斜折区域由至少一部分扇形区域对折而成,扇形区域由气体发生器2下端的中心点o向囊袋1上侧部位的对角方向呈放射状延伸的两条第一折叠线5-1限定。
41.在侧面碰撞发生时,气体发生器2产生的气体使卷绕的囊袋1膨胀,从座椅侧部伸出并向车辆前进方向展开,z形斜折区域展开过程中逐渐抬起驾乘人员手臂,避免由于车身严重的侵入直接作用在驾乘人员肩部,提高对驾乘人员的保护效果。由于囊袋卷绕在气体发生器上,因此能够有效降低气囊装置厚度,避免气囊装置安装在座椅侧时出现座椅鼓包;同时还能适用于有扶手的车辆座椅。
42.扇形区域的中心点o被设置在气体发生器2下端的囊袋1上、囊袋1边缘或囊袋1外部区域中的任意一个位置。可选地,扇形区域的中心点o被设置以气体发生器2下端为圆心,半径200mm圆形范围内,如图3所示。
43.两条第一折叠线5-1之间的角度影响扇形区域的大小,进而影响z形斜折区域展开过程中对驾乘人员手臂的抬起效果。该角度可以根据车型进行选择性设定,可选地,扇形区域的两条第一折叠线5-1之间的夹角为5-50度。图3示出了三条第一折叠线的示意图,上、下侧第一折叠线限定扇形区域的大小,所述上、下侧第一折叠线沿中间第一折叠线对折,中间第一折叠线向上折叠与所述上方第一折叠线重合,进而下方的第一折叠线被向上拉起与原中间第一折叠线位置重合,形成具有z型横截面的z形斜折。折叠后的囊袋如图4所示,z形斜折如图5所示。实际应用过程中,也可以设置三条第一折叠线,如图3所示,图中三条第一折叠线限定z形斜折的位置,相邻两条第一折叠线之间的夹角为5-50度。设置三条第一折叠线,便于快速确定折叠位置。
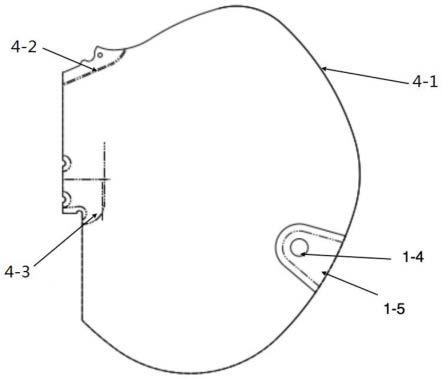
44.可选地,囊袋1包括布片,布片上侧中部具有向内限定的上部凹进1-1,如图1和2所示。将布片横向对折,缝合布片周边除所述上部凹进1-1的全部区域,缝制完成后将缝合部分从上部凹进1-1区域翻出(缝制的缝线为内缝线4-1),然后再将上部凹进1-1缝合(缝制的缝线为外缝线4-2),形成所述囊袋1。囊袋1左下方区域设置插口1-3以供气体发生器2插入。实际应用过程中,还可以在布片下侧中部设置向内限定的下部凹进1-2,下部凹进1-2与插口1-3临近(如图1和2所示)或者与插口1-3连通,以便将气体发生器的出气口端从插口1-3插入囊袋内。
45.可选地,所述布片上设有排气孔1-4,如图1所示。在侧面碰撞发生时,排气孔1-4能够缓冲驾乘人员与膨胀的囊袋1之间的撞击力,提高对驾乘人员的保护效果。进一步地,为防止排气孔1-4被气流冲破,在排气孔1-4周围还缝制加强布1-5。
46.可选地,布片上设有扩散器3,位于气体发生器的出气口处,用于导流和隔热。扩散器3可以缝制在布片上,起到导流和隔热作用,扩散器3可以是布料或金属。图1示出了扩散器缝纫线4-3。
47.可选地,布片上设有安装孔1-6,用于通过螺栓将所述气体发生器固定在座椅侧部上,如图2所示。安装孔1-6的数量可以根据需要设定,例如2-4个。
48.可选地,插口1-3的直径小于所述气体发生器的直径,或者插口1-3处设有密封件,以避免过多气体从插口与发生器间隙处溢出。示例性地,气体发生器2接插端从所述插口1-3露出,插口1-3直径比气体发生器2直径小2-4mm,或插口1-3设有胶粘剂。
49.需要说的是,图1-10示出的囊袋1是单片单腔袋形,实际应用中还可以设置双腔或外加拉带等,本发明实施例对此不做具体限定。
50.本发明实施例还提供了上述座椅侧气囊装置的组装方法。具体地,按照如下步骤组装:
51.步骤1:将囊袋1的z形斜折区域预定型,制成预折叠囊袋总成;
52.步骤2:将气体发生器2插入预折叠囊袋总成;
53.步骤3:将预折叠囊袋总成的远离气体发生器2的一端以卷绕形式向气体发生器方向(如图10中箭头所示方向)卷绕,直至靠近气体发生器2;
54.步骤4:用覆盖件包覆气体发生器2和卷绕的预折叠囊袋总成,完成组装。覆盖件用于定型定型。覆盖件可以是壳体、无纺布、毛毡、捆带等保持卷绕形状的任何装置。
55.囊袋1的右侧部分的折叠方式可以根据实际情况进行选择性设定,例如将囊袋上侧部分向下折叠下侧部分向上折叠。步骤1中将囊袋1的z形斜折区域预定型,可以包含以下步骤1a和/或步骤1b:步骤1a,将z形斜折区域的囊袋下部向上翻折,在向上翻折区域与z形斜折区域的重叠部分通过预缝线缝制定型;步骤2a,将z形斜折区域的囊袋上部向下翻折,在向下翻折区域与z形斜折区域的重叠部分通过预缝线缝制定型。采用这种折叠方式,能够最大限度降低气囊模块的厚度。
56.示例性地,穿过中心点o的水平线方向延伸出第二折叠线5-2,沿第二折叠线5-2向上折叠囊袋形成下部折叠区域;穿过囊袋上方区域的水平线方向延伸出第三折叠线5-3,沿第三折叠线5-3向下折叠囊袋形成上部折叠区域;在上部折叠区域穿透缝制上预缝线6-1,上预缝线6-1将上部折叠区域和z形斜折缝制固定;在下部折叠区域穿透缝制下预缝线6-2,下预缝线6-2将下部折叠区域和z形斜折缝制固定。可选地,如图9、10和13所示,所述上部预缝线与第一折叠线交叉,和/或,所述下部预缝线与第一折叠线交叉。如此能够有效固定z形斜折。
57.第二折叠线5-2位于气体发生器接插端的端口水平线7(穿过接插端中心的水平线)-120~50mm处。如图6所示,第二折叠线5-2的上限处为端口水平线7上方、距离端口水平线50mm处,下限处为端口水平线7下方、距离端口水平线120mm处。可选地,第二折叠线5-2与该端口水平线7位置重合,沿图6中的第二折叠线向上翻折后得到图7所示的囊袋。
58.第三折叠线5-3是穿过所述囊袋1上方区域的水平线,第三折叠线5-3的位置可以根据实际情况进行选择性设定。第三折叠线5-3与第二折叠线5-2之间的距离越大,折叠后囊袋纵向方向的宽度越大。可选地,沿第三折叠线5-3折叠后,囊袋纵向宽度为245
±
50mm。
59.在步骤2后还包括以下步骤2a:步骤2a,将预折叠囊袋总成的远离气体发生器2的一端向气体发生器2一侧横向翻折。如图13所示,沿图13中的纵向虚线折叠囊袋1,形成图14所示的结构。横向折叠时折叠线的位置可以根据实际情况进行选择性设定,该折叠线与气体发生器之间的横向距离越大,折叠后囊袋的横向宽度越大。可选地,沿该折叠线向左翻
折,翻折后囊袋的左右宽度间距为260
±
50mm。缝制固定后先向左横向折叠,然后在将囊袋1项气体发生器2方向卷绕,能够提高气囊装置的装配效率。
60.根据本发明实施例的技术方案,通过将囊袋折叠后向气体发生器卷绕,能够在侧面碰撞发生时最大程度抬起驾乘人员手臂,提高对驾乘人员的保护效果;还能有效降低气囊装置厚度,避免气囊装置安装在座椅侧时出现座椅鼓包;同时还能适用于有扶手的车辆座椅。
61.上述具体实施方式,并不构成对本发明保护范围的限制。本领域技术人员应该明白的是,取决于设计要求和其他因素,可以发生各种各样的修改、组合、子组合和替代。任何在本发明的精神和原则之内所作的修改、等同替换和改进等,均应包含在本发明保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
