1.本发明涉及智能服装制造领域,尤其涉及一种能够调配服装生产过程中的产品工序和步骤的智能生产链、柔性控制系统及其交互方法。
背景技术:
2.当今贸易全球化发展,全世界服装企业生产和供应都处在同一产业链中竞争。对信息的收集、交流、反应和决策应对快速,将成为企业竞争能力强弱的关键因素。我国服装企业的信息化建设已成为企业的当务之急,刻不容缓。
3.目前,在现行的条件之下,我国国内生产型服装企业,面临诸多问题:利润率的持续降低、世界成衣订单交货期已缩短到15-45天之内、多品种、小批量的趋势日益明显、客户对产品质量及质量稳定性以及交货率要求越来越高、原材料成本以及生产成本增高、原辅材料质量以及工艺水平和质量标准越来越高以及老公短缺、员工工作时间缩短等问题。
4.职业装一般包括上装(西服外套、马甲、大衣等)以及下装(裤子、裙装等),针对定制化职业装的订单需求,需要根据订单中客户每名员工的量体数据,进行集中(确定的款式、面料)的定制化生产。我国服装行业目前大部分还处于离散制造阶段,但服装从剪裁、缝制到烫洗整理,设计面料、里料、辅料,要管理无数的款式、颜色、尺码、面料、客户标识等基础数据,这些在因素在生产过程中会导致生产节奏和时间被拖沓,从而无法提高生产效率。此外,从事服装行业的员工,普遍文化水平偏低,工序和步骤的复杂程度与员工的操作效果成反比。
5.因此,本领域技术人员有必要对现有的服装生产结构进行优化,从而解决上述提及的现有技术中存在的问题。
技术实现要素:
6.本发明的目的之一在于提供一种用于调配的智能蝶状生产链,能够对生产过程中的服装进行有序调配,从而使不同工序中的服装能够准确地被匹配到不同的工位。
7.本发明的目的之一在于提供一种用于调配的智能蝶状生产链,用于对生产过程中的服装进行调配,能够根据生产状况确定调配流程,从而对正产生产工序中的产品和异常工序中的产品进行有效区分,以此提高服装生产的效率。
8.本发明的目的之一在于提供一种用于调配的智能蝶状生产链,能够根据生产过程中的服装检验结果将生产过程中的服装分配到不同的工位,从而提高服装的成品质量。
9.本发明的目的之一在于提供一种用于调配的智能蝶状生产链,能够对各工序中的生产工人的操作合规性进行检测并保存数据,从而有利于对服装生产合规性的控制以及对服装生产过程的追溯。
10.本发明的目的之一在于提供一种用于调配的智能蝶状生产链,通过桥架链完成对不同工序不同工位之间的柔性连接,从而使服装能够在不同的工位和/或工序之间被调配。
11.本发明的目的之一在于提供一种用于调配的智能蝶状生产链的工作方法,能够判定待加工制造的服装的类型,从而决定待加工服装的加工路线。
12.本发明的目的之一在于提供一种用于调配的智能蝶状生产链的工作方法,能够根据待加工服装的生产路线自动开启分流装置,从而使待加工服装能够快速进入相应的加工工位。
13.本发明的目的之一在于提供一种用于调配的智能蝶状生产链的工作方法,能够根据待加工服装的生产路线结合每个工道的具体情况及相关操作人员的具体情况分配该待加工服装的最优生产路线。
14.本发明的目的之一在于提供一种用于调配的智能蝶状生产链的工作方法,能够在加工制造过程中将被判定为异常的服装返回重新处理,从而提高服装的生产品质和生产效率。
15.本发明的目的之一在于提供一种用于调配的智能蝶状生产链的加工方法,能够根据待加工服装在加工过程中的状况分配其在不同的生产轨道进行输送,从而提高服装的生产效率。
16.本发明的目的之一在于提供一种用于调配智能蝶状生产链的柔性控制系统,能够对服装生产过程中不同的工序工道进行控制。
17.本发明的目的之一在于提供一种用于调配智能蝶状生产链的柔性控制系统,能够对服装生产过程中的工序任务进行分配。
18.本发明的目的之一在于提供一种用于调配智能蝶状生产链的柔性控制系统,能够对服装生产过程中不同的工序工艺进行控制操作。
19.本发明的目的之一在于提供一种用于调配智能蝶状生产链的柔性控制系统,能够对生产过程中不同的工序的服装进行品质管控。
20.本发明的目的之一在于提供一种用于调配智能蝶状生产链的柔性控制系统,能够对服装生产过程中不同工序中的设备进行控制。
21.本发明的目的之一在于提供一种用于调配智能蝶状生产链的交互方法,能够根据操作人员的不同状态对服装的生产工位进行调配,从而提高服装的生产效率。
22.本发明的目的之一在于提供一种用于调配智能蝶状生产链的交互方法,能够根据相应工位的机器的不同状态对服装的生产工位进行调配,从而提高服装的生产效率。
23.本发明的目的之一在于提供一种用于调配智能蝶状生产链的交互方法,能够根据各个工序的制作能力对各个工位的工作内容进行分配,从而提高服装生产效率。
24.本发明的目的之一在于提供一种用于调配智能蝶状生产链的交互方法,能够根据服装款式品类的不同,而预先在系统中规划好设定好款式流程路径,从而提高服装生产效率。
25.本发明的目的之一在于提供一种用于调配智能蝶状生产链的交互方法,能够根据款式面料的不同,而预先在系统中规划好设定好面料流程路径,从而提高服装生产效率。
26.本发明的目的之一在于提供一种用于调配智能蝶状生产链的交互方法,能够根据每一件服装采用辅料要求不同,而预先在系统中规划设定好辅料流程路径,从而提高服装生产效率。
27.本发明的目的之一在于提供一种用于调配智能蝶状生产链的交互方法,能够根据
每一件服装工艺要求不同,而预先在系统中规划设定好工序流程路径,从而提高服装生产效率。
28.本发明的目的之一在于提供一种用于调配智能蝶状生产链的交互方法,能够根据每一件服装的款式、面料、辅料、工艺等不同数据设计最优的生产路径,从而提高服装生产效率。
29.为了实现上述至少一个发明目的,本发明提供了一种用于调配的智能蝶状生产链,所述用于调配的智能蝶状生产链包括多个环形生产链和至少一个桥架链,其中多个所述环形生产链分别被设置于所述桥架链的两侧,且多个所述环形生产链之间能够通过所述桥架链实现互联。
30.在一些实施例中,其中任一所述环形生产链包括双轨双向式环形输送线,其中在所述双轨双向式环形输送线中,被设置于外侧的轨道为常规生产流轨道,被设置于内侧的轨道为非常规返回生产流轨道,其中所述环形生产链中的所述常规生产流轨道和非常规返回生产流轨道之间相互连通。
31.在一些实施例中,其中任一所述环形生产链包括多个工作站,任一所述工作站与所述环形生产链中的所述常规生产流轨道之间通过u型轨实现连通。
32.在一些实施例中,其中所述常规生产流轨道与所述非常规返回生产流轨道之间具有至少一个过桥轨,以使所述常规生产流轨道与所述非常规返回生产流轨道之间实现连通。
33.在一些实施例中,其中所述过桥轨包括第一过桥轨和第二过桥轨,在所述u型轨与所述常规生产流轨道连接之前,所述非常规返回生产流轨道与所述常规生产流轨道之间设置有所述第一过桥轨,在所述常规生产流轨道与所述u型轨连接之后,所述常规生产流轨道与所述非常规返回生产流轨道之间设置有所述第二过桥轨,从而使所述非常规返回生产流轨道通过所述第一过桥轨、所述第二过桥轨以及所述u型轨实现与各个所述工作站之间的连通。
34.在一些实施例中,其中所述桥架链被设置为双轨双向式h型流水悬挂输送线,所述桥架链包括外环轨道和内环轨道,所述外环轨道为常规生产流轨道,所述内环轨道为非常规返回生产流轨道,其中所述桥架链的所述外环轨道和所述内环轨道之间相互连通。
35.在一些实施例中,其中所述桥架链的所述外环轨道的一端设置有进站口,所述外环轨道的另一端设置有出站口,从而使吊挂衣架通过所述进站口和所述出站口实现进出。
36.在一些实施例中,其中多个所述环形生产链与所述桥架链之间通过交互式变轨的连接方式实现彼此互联。
37.在一些实施例中,其中所述桥架链的所述常规生产流轨道和所述环形生产链的所述常规生产流轨道之间通过进入轨实现连通,所述桥架链的所述常规生产流轨道和所述桥架链的所述非常规返回生产流轨道之间通过第一桥架轨实现连通,所述环形生产链的所述常规生产流轨道和所述环形生产链的所述非常规返回生产流轨道之间通过第二桥架轨实现连通,所述环形生产链的所述非常规返回生产流轨道与所述桥架链的所述非常规返回生产流轨道之间通过紧急轨实现连通。
38.在一些实施例中,其中在所述环形生产链的所述常规生产流轨道和所述桥架链的所述常规生产流轨道之间进一步设置有至少一个返回轨,所述返回轨的方向与所述进入轨
的方向相反。
39.在一些实施例中,其中所述用于调配的智能蝶状生产链进一步包括多个感应装置,多个所述感应装置彼此电性连接并分别被固定设置于各个所述环形生产链与所述桥架链并轨之前和并轨之后,从而感应位于各个所述环形生产链和/或所述桥架链上的吊挂衣架的信息。
40.在一些实施例中,其中所述用于调配的智能蝶状生产链进一步包括多个触发装置,多个所述触发装置分别被固定于所述环形生产链中的各个所述工作站,且所述触发装置分别与相应位置的所述感应装置通信连接,从而根据所述感应装置的信息触发相应位置的所述环形生产链上的吊挂衣架,从而领取工作任务,并且在工作任务完成后再通过所述感应装置完成对吊挂衣架的走向控制。
41.在一些实施例中,其中所述触发装置包括正常流程按钮和异常流程按钮,从而根据该待加工服装的状况使其进入正常流程或返回流程。
42.在一些实施例中,其中所述用于调配的智能蝶状生产链进一步包括多个终端装置,多个所述终端装置分别被固定设置于所述环形生产链上的各个所述工作站,且各个所述终端装置分别与相应位置上的所述触发装置通信连接,从而将所述触发装置领取的工作任务进行显示和存储。
43.在一些实施例中,其中所述终端装置为微型控制电脑。
44.在一些实施例中,其中每个所述工作站进一步设置有至少一个拍摄装置,所述拍摄装置与所述微信控制电脑电性连接,从而监控操作人员的工序合规性。
45.根据本发明的另一方面,还提供了一种如前面所述的智能蝶状生产链的工作方法,用于调配悬挂于其上的吊挂衣架,所述智能蝶状生产链的工作方法包括步骤:
46.步骤1001:通过该智能蝶状生产链上的各个感应装置结合箱体信息和吊挂衣架的信息给该待加工服装提供有效加工路径;
47.步骤1002:通过该智能蝶状生产链上的环形生产链上的各感应装置提取该待加工服装的路径信息并判断;
48.步骤1003:若该待加工服装接下来是在与该感应装置相应位置的工作站进行加工,则开启分流装置,以使该加工服装进入相应工位进行加工;以及
49.步骤1004:若该待加工服装接下来不是在与该感应装置相应位置的工作站加工,则不会开启分流装置,该待加工服装继续在所述智能蝶状生产链的所述桥架链上传输。
50.在一些实施例中,其中所述步骤1003中,若该待加工服装被判定为正常,则进一步包括步骤:
51.步骤10031:收集相应工作站的生产效率、人员在岗情况以及工艺操作状况;以及
52.步骤10032:根据与各个工作站相应的感应装置采集的数据,安排该待加工服装进入最高效的工作站进行加工。
53.在一些实施例中,其中所述步骤1003进一步包括步骤:
54.步骤10033:该待加工服装被相应工作站被加工完成后,操作人员按下该智能蝶状生产链上的触发装置上的正常流程按钮,以记录操作人员的工分并使该待加工服装进入下一生产环节。
55.在一些实施例中,其中在所述步骤1003中若该待加工服装被判定为异常,则进一
步包括步骤:
56.步骤10031a:按下该智能蝶状生产链上的触发装置上的异常流程按钮,通过该智能蝶状生产链上的u型轨将该待加工服装输送至该智能蝶状生产链上该环形生产链和桥架链上的非常规返回生产流轨道进行返回输送返修。
57.在一些实施例中,其中所述步骤1003进一步包括步骤:
58.步骤10032a:当该待加工服装返修完成后,再通过该智能蝶状生产链上的该环形生产链和桥架链上的非常规返回生产流轨道快速返回至正常的工作站。
59.根据本发明的另一方面,还提供了一种用于控制所述的用于调配的智能蝶状生产链,所述柔性控制系统包括至少一工道工序流程模块、工序任务分配模块、工序工艺操作模块、工序品控模块以及设备控制模块,其中所述工道工序流程模块、所述工序任务分配抹脸、所述工序工艺操作模块、所述工序品控模块分别与所述设备控制模块通信连接,从而使所述工道工序流程模块、所述工序任务分配模块、所述工序工艺操作模块以及所述工序品控模块接受或发送的任务都能被所述设备控制模块响应并控制所述智能蝶状生产链进行相应的工作。
60.在一些实施例中,其中所述工道工序流程模块用于控制服装的流程。
61.在一些实施例中,其中所述工序任务分配模块用于对服装在生产过程中的工序任务进行分配。
62.在一些实施例中,其中所述工序工艺操作模块用于控制待加工服装在生产制造过程中的操作。
63.在一些实施例中,其中所述工序工艺操作模块进一步包括至少一品类流程路线模块以及工艺流程路线模块,其中所述品类流程路线模块以及所述工艺流程路线模块彼此通信连接并分别被通信连接于所述工道工序流程模块、所述工序任务分配模块、所述工序品控模块以及所述设备控制模块,从而使服装在生产制造过程中不同的品类以及不同的工艺都能够被精细运输至不同的工位,并且使不同品类以及不同工艺的服装在生产制造过程中都能被全程控制。
64.在一些实施例中,其中所述工序工艺操作模块进一步包括至少一面料流程路线模块,其中所述面料流程路线模块被通信连接于所述工道工序流程模块、所述工序任务分配模块、所述工序品控模块以及所述设备控制模块,从而使服装在生产制造过程中不同的面料能够被精细运输至不同的工位,并且使不同面料的服装在生产制造过程中都能被全程控制。
65.在一些实施例中,其中所述工序工艺操作模块进一步包括至少一辅料流程路线模块,其中所述辅料流程路线模块被通信连接于所述工道工序流程模块、所述工序任务分配模块、所述工序品控模块以及所述设备控制模块,从而使服装在生产制造过程中不同的辅料都能够被精细运输至不同的工位,并且使不同辅料的服装在生产制造过程中都能被全程控制。
66.在一些实施例中,其中所述工序品控模块用于对不同工序中的服装在生产制造过程中进行品质管控。
67.在一些实施例中,其中所述工序品控模块进一步包括至少一男西服工艺操作标准模块、女西服工艺操作标准模块、男衬衫工艺操作标准模块、女衬衫工艺操作标准模块、男
大衣工艺操作标准模块、女大衣工艺操作标准模块、连衣裙工艺操作标准模块、裙子工艺操作标准模块以及茄克工艺操作标准模块,其中所述男西服工艺操作标准模块、所述女西服工艺操作标准模块、所述男衬衫工艺操作标准模块、所述女衬衫工艺操作标准模块、所述男大衣工艺操作标准模块、所述女大衣工艺操作标准模块、所述连衣裙工艺操作标准模块、所述裙子工艺操作标准模块以及所述茄克工艺操作标准模块彼此通信连接,且所述男西服工艺操作标准模块、所述女西服工艺操作标准模块、所述男衬衫工艺操作标准模块、所述女衬衫工艺操作标准模块、所述男大衣工艺操作标准模块、所述女大衣工艺操作标准模块、所述连衣裙工艺操作标准模块、所述裙子工艺操作标准模块以及所述茄克工艺操作标准模块分别被通信连接于所述工道工序流程模块、所述工序任务分配模块、所述工序品控模块以及所述设备控制模块,从而使不同样式的服装在生产制造过程中的品质都能被控制,且不同样式的服装的制造过程都能被控制。
68.在一些实施例中,其中所述设备控制模块用于控制服装加工设备的运行或停止。
69.根据本发明的另一方面,还提供了一种如前面所述的智能蝶状生产链和所述的柔性控制系统的交互方法,包括以下步骤:
70.步骤2001:确定待加工服装的加工路径;以及
71.步骤2002:确定待加工服装的流转最优路径。
72.在一些实施例中,其中所述步骤2001进一步包括步骤:
73.步骤20011:根据待加工服装的款式面料不同,确定面料流程路径;
74.步骤20012:根据待加工服装采用辅料要求不同,确定辅料流程路径;以及
75.步骤20013:根据待加工服装采用的工艺要求不同,确定工序流程路径。
76.在一些实施例中,其中所述面料流程路径、所述辅料流程路径以及所述工序流程路径均为模块化流程路线。
77.在一些实施例中,其中所述步骤2002进一步包括步骤:
78.步骤20021:根据待加工服装的其中某一品类作为第一判断条件,选择设计面料流程路线,确定款式剪裁标准;
79.步骤20022:根据待加工服装中的其中某一品类作为第二判断条件,选择设计辅料流程路线,确定款式搭配辅料标准;以及
80.步骤20023:结合第一判断条件和第二判断条件,安排该智能蝶状生产链进行传输加工。
81.在一些实施例中,其中所述步骤20023进一步包括步骤:
82.步骤200231:根据待加工服装所需工序模块配合的机器类型作为第三判断条件,确定设备控制模块;
83.步骤200232:根据每个设备控制模块下的机型,以及机器的状态作为第四判断条件,确定具体的加工机器;以及
84.步骤200233:根据操作人员的状态,选择具体的操作人员,最终完成智能蝶状生产链和柔性控制系统的交互。
85.在一些实施例中,其中在所述步骤200233中,操作人员的状态包括能力状况和在岗状况。
86.在一些实施例中,其中所述操作人员的能力被分为第一技能、第二技能和第三技
能,不同能力的操作人员被分配至不同种类的服装生产设备。
87.在一些实施例中,其中在所述步骤200232中,机器的状态包括正常、非正常。
88.在一些实施例中,其中机器状态进一步包括满负荷、正常和空缺。
89.在一些实施例中,其中在所述步骤2002中,该智能蝶状生产链及其柔性控制系统在该待加工服装制作前会预先设定好每个工序在各个环形生产链上的前后工道制作路径。
90.在一些实施例中,其中每道工道设置有多个工序,且每道工道对应一个工作站。
附图说明
91.图1为本发明所述的用于调配的智能蝶状生产链的第一实施例的俯视结构示意图。
92.图2为本发明所述的用于调配的智能蝶状生产链的第一实施例中环形生产链和桥架链之间变轨结构示意图。
93.图3为本发明所述的用于调配的智能蝶状生产链的第一实施例中的环形生产链的工道模块连接示意图。
94.图4为本发明所述的用于调配的智能蝶状生产链的第一实施例中的桥架链的俯视结构示意图。
95.图5为本发明所述的用于调配的智能蝶状生产链的第一实施例中交互式变轨的结构示意图。
96.图6为本发明所述的用于调配的智能蝶状生产链的第一实施例中交互式变轨的另一结构示意图。
97.图7为本发明所述的智能蝶状生产链的工作方法的第一实施例的流程示意图。
98.图8为本发明所述的智能蝶状生产链的柔性系统的第一实施例的模块连接示意图。
99.图9为本发明所述的智能蝶状生产链及其柔性控制系统的交互方法的第一实施例的流程示意图。
100.如图10所示,为本发明所述的智能蝶状生产链及其柔性控制系统的交互方法的第一实施例中确定的西服的总的模块连接示意图。
101.如图11所示,为本发明所述的智能蝶状生产链及其柔性控制系统的交互方法的第一实施例中确定的子模块中零部件模块的连接示意图。
102.如图12所示,为本发明所述的智能蝶状生产链及其柔性控制系统的交互方法的第一实施例中确定的子模块中前片模块的连接示意图。
103.如图13所示,为本发明所述的智能蝶状生产链及其柔性控制系统的交互方法的第一实施例中确定的子模块中袖子模块的连接示意图。
104.如图14所示,为本发明所述的智能蝶状生产链及其柔性控制系统的交互方法的第一实施例中确定的子模块中领子模块的连接示意图。
105.如图15所示,为本发明所述的智能蝶状生产链及其柔性控制系统的交互方法的第一实施例中确定的组装模块的连接示意图。
106.如图16所示,为本发明所述的智能蝶状生产链及其柔性控制系统的交互方法的第一实施例中确定的确认发货模块的连接示意图。
具体实施方式
107.以下描述用于揭露本发明以使本领域技术人员能够实现本发明。以下描述中的优选实施例只作为举例,本领域技术人员可以想到其他显而易见的变型。在以下描述中界定的本发明的基本原理可以应用于其他实施方案、变形方案、改进方案、等同方案以及没有背离本发明的精神和范围的其他技术方案。
108.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本发明及其应用或使用的任何限制。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
109.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本发明的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
110.除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本发明的范围。同时,应当清楚,为了便于描述,附图中所示出的各个部分的尺寸并不是按照实际的比例关系绘制的。对于相关领域普通技术人员己知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为授权说明书的一部分。在这里示出和讨论的所有示例中,任向具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它示例可以具有不同的值。应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步讨论。
111.在本发明的描述中,需要理解的是,方位词如“前、后、上、下、左、右”、“横向、竖向、垂直、水平”和“顶、底”等所指示的方位或位置关系通常是基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,在未作相反说明的情况下,这些方位词并不指示和暗示所指的装置或元件必须具有特定的方位或者以特定的方位构造和操作,因此不能理解为对本发明保护范围的限制:方位词“内、外”是指相对于各部件本身的轮廓的内外。
112.为了便于描述,在这里可以使用空间相对术语,如“在
……
之上”、“在
……
上方”、“在
……
上表面”、“上面的”等,用来描述如在图中所示的一个器件或特征与其他器件或特征的空间位置关系。应当理解的是,空间相对术语旨在包含除了器件在图中所描述的方位之外的在使用或操作中的不同方位。例如,如果附图中的器件被倒置,则描述为“在其他器件或构造上方”或“在其他器件或构造之上”的器件之后将被定位为“在其他器件或构造下方”或“在其位器件或构造之下”。因而,示例性术语“在
……
上方”可以包括“在
……
上方”和“在
……
下方”两种方位。该器件也可以其他不同方式定位(旋转90度或处于其他方位),并且对这里所使用的空间相对描述作出相应解释。
113.此外,需要说明的是,使用“第一”、“第二”等词语来限定零部件,仅仅是为了便于对相应零部件进行区别,如没有另行声明,上述词语并没有特殊含义,因此不能理解为对本发明保护范围的限制。
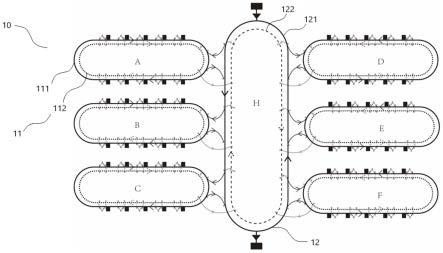
114.如图1至图4所示,为本发明所述的一种用于调配的智能蝶状生产链10的第一实施例的结构示意图,在本发明所述的用于调配的智能蝶状生产链10的第一实施例中,所述用于调配的智能蝶状生产链10包括多个环形生产链11和一个桥架链12,其中多个所述环形生产链11分别被设置于所述桥架链12的两侧,且多个所述环形生产链11之间能够通过所述桥架链12实现互联。
115.优选地,在本发明的第一实施例中,每个所述环形生产链11中包括10个工作站110,每个所述工作中都被设置有一不同的编号。每个所述环形生产链11中均被设置有双轨双向式环形输送线,其中被设置在外侧的轨道为常规生产流轨道111,被设置在内侧的轨道为非常规返回生产流轨道112。
116.在本发明的第一实施例中,在任一所述环形生产链11中,所述常规生产流轨道111与所述非常规返回生产流轨道112之间具有至少一过桥轨,以使所述常规生产流轨道111与所述非常规返回生产流轨道112之间能够实现连通,进而使在所述常规生产流上的产品在被检测为不合格后能够通过所述过桥轨流至所述非常规返回生产流轨道112上。
117.如图2所示,每个所述环形生产链11和与之匹配的工作站110之间通过u型轨1112连接。详细而言,位于外侧的所述常规生产流轨道111与所述工作站110之间通过所述u型轨1112连接,在所述u型轨1112与位于外侧的所述常规生产流轨道111连接之前,所述非常规返回生产流轨道112与所述常规生产流轨道111之间设置有第一过桥轨11111,在所述常规生产流轨道111与所述u型轨1112连接之后,所述常规生产流轨道111与所述非常规返回生产流轨道112之间设置有第二过桥轨11112,从而使所述非常规返回生产流轨道112通过所述第一过桥轨11111、所述第二过桥轨11112以及所述u型轨1112实现与所述工作站110之间的通路。
118.进一步地,在本发明所述的用于调配的智能蝶状生产链10的第一实施例中,所述桥架链12被设置为双轨双向式的h型流水悬挂输送线,所述桥架链12包括外环轨道121和内环轨道122,所述外环轨道121为常规生产流轨道121,所述内环轨道122为非常规返回生产流轨道122。详细而言,所述桥架链12的所述外环轨道121的一端设置有进站口120a,所述外环轨道121的另一端设置有出站口120b。
119.如图5所示,在本发明所述的用于调配的智能蝶状生产链10的第一实施例中,多个所述环形生产链11与所述桥架链12之间通过交互式变轨的连接方式实现彼此相互连通。
120.详细而言,所述桥架链12的所述常规生产流轨道121和所述环形生产链11的所述常规生产流轨道111通过进入轨1211实现连通,所述桥架链12的所述常规生产流轨道121和所述桥架链12的所述非常规返回生产流轨道122之间通过第一桥架轨1212实现连通,所述环形生产链11的所述常规生产流轨道111和所述环形生产链11的所述非常规返回生产流轨道112之间通过第二桥架轨1213实现连通,所述环形生产链11的所述非常规返回生产流轨道112与所述桥架链12的所述非常规返回生产流轨道122之间通过紧急轨1214实现连通。
121.需要注意的是,在所述环形生产链11的所述常规生产流轨道111和所述桥架链12的所述常规生产流轨道121之间进一步设置有至少返回轨1215,所述返回轨1215的方向与所述进入轨1211的运行方向相反。
122.如图1所示,在本发明所述的用于调配的智能蝶状生产链的第一实施例中,所述用于调配的智能蝶状生产链分别由6个环形生产链a、b、c、d、e、f组成,其中每个所述环形生产
链11均设有双规双向式环形输送线,包括位于外侧的所述常规生产流轨道111和位于内侧的所述非常规返回生产流轨道112。优选地,每个所述环形生产链11设有10个所述工作站110,每个所述工作站110设置一个编号,6个所述环形生产链11一共60个所述工作站110。
123.如图2所示,所述环形生产流轨道和所述工作站110是通过所述u型轨1112实现分路连接,在分路口之前设置有所述感应装置1113和分轨装置1114,从而判断吊挂衣架是否流入所述u型轨1112,所述工作站110上设置有所述触发模块,所述触发模块与所述吊挂系统通信连接,所述工作站110的所述u型轨1112出口设有所述感应装置1113和并轨装置1115,从而与所述常规生产流轨道111并路连接。
124.在所述u型轨1112与所述常规生产流轨道111并路连接之后设有所述第二过桥轨11112,所述第二过桥轨11112分别连接所述常规生产流轨道111和所述非常规返回生产流轨道112,所述常规生产流轨道111和所述第二过桥轨11112连接之前设置有所述感应装置1113和分轨装置1114从而对吊挂衣架的流向进行控制,使其流向所述非常规返回生产流轨道112。在所述第二过桥轨11112与所述非常规返回生产流轨道112连接前设置有所述感应装置1113和并轨装置1115,从而实现与所述非常规生产流轨道111并路连接。
125.所述常规生产流轨道111与所述u型轨1112分路连接设置有所述第一过桥轨11111,用于使所述非常规返回生产流轨道112连接所述常规生产流轨道111,在所述非常规生产流轨道111和所述第一过桥轨11111连接之前设置有所述感应装置1113和分轨装置1114,在所述第一过桥轨11111与所述常规生产流轨道111连接之前,设置有所述感应装置1113实时控制所述并轨装置1115,进而使整个所述工作站110形成一个具备柔性可控的流水链。
126.也就是说,在本发明所述的用于调配的智能蝶状生产链10的第一实施例中,进一步包括多个感应装置1113,多个所述感应装置1113彼此电性连接并分别被固定设置于各个所述环形生产链11与所述桥架链12并轨之前和并轨之后,从而能够感应位于各个所述环形生产链11和/或所述桥架链12上的吊挂衣架信息,当不同的所述感应装置1113感应到相应位置的吊挂衣架信息后,会控制吊挂衣架在所述环形生产链11和/或所述桥架链12上的走向。
127.所述用于调配的智能蝶状生产链10进一步包括多个触发装置1116,多个所述触发装置1116分别被固定于所述环形生产链11中的各个工作站110,且所述触发装置1116分别与相应位置的所述感应装置1113通信连接,从而能够根据相应位置的所述感应装置1113的信息触发调取在相应位置的所述环形生产链11上的吊挂衣架,从而领取工作任务,并且在工作任务完成后通过所述感应装置1113完成对吊挂衣架的走向控制。
128.进一步地,在本发明的第一实施例中,每个所述工作站110上各自设有用于生产待加工服装的各类机器1119,所述用于调配的智能蝶状生产链10进一步包括多个终端装置1117,多个所述终端装置1117分别被固定设置于所述环形生产链11上的各个所述工作站110,且各个所述终端装置1117分别与相应位置的所述触发装置1116通信连接,从而将所述触发装置1116领取的工作任务中的工艺进行显示和存储。
129.优选地,在本发明的第一实施例中,所述终端装置1117被实施为微型控制电脑11171,从而对工作任务中的待加工衣服的工艺步骤进行显示和存储。但本发明的具体实施方式并不以此为限,本领域技术人员可以根据实际需求对所述终端装置1117的类型进行选
择或改变,比如变成智能眼镜、智能手表等。只要在本发明上述揭露的基础上,采用了与本发明相同或近似的技术方案,解决了与本发明相同或近似的技术问题,并且达到了与本发明相同或近似的技术效果,都属于本发明的保护范围之内,本发明的具体实施方式并不以此为限。
130.更进一步地,每个所述工作站110进一步设有至少一拍摄装置1118,所述拍摄装置1118与所述微型控制电脑11171电性连接,从而通过大数据ai算法来监控操作人员的工序合规性。
131.优选地,所述拍摄装置1118被实施为高清摄像头11181。但本发明具体实施方式并不以此为限,本领域技术人员可以根据实际情况对所述拍摄装置1118的类型进行调整,比如采用红外感应器等其他能够监控操作人员工序合规性的工具等,都属于本发明的保护范围之内。
132.如图8所示,本发明进一步提供至少一个用于调配的智能蝶状生产链10的柔性控制系统20,用于控制智能蝶状生产链10。如图所示,为本发明所述的用于调配的智能蝶状生产链10的柔性控制系统20的第一实施例的模块示意图。在本发明所述的用于调配的智能蝶状生产链10的柔性控制系统20中,所述用于调配的智能蝶状生产链10的柔性控制系统20包括至少一工道工序流程模块21、工序任务分配模块22、工序工艺操作模块23、工序品控模块24以及设备控制模块25,其中所述工道工序流程模块21、所述工序任务分配模块22、所述工序工艺操作模块23、所述工序品控模块24分别与所述设备控制模块25通信连接,从而使所述工道工序流程模块21、所述工序任务分配模块22、所述工序工艺操作模块23以及所述工序品控模块24接受或发送的任务都能被所述设备控制模块25响应并控制所述智能蝶状生产链10进行相应的工作。
133.进一步地,在本发明的第一实施例中,所述工道工序流程模块21用于控制服装的流程。需要指出的是,在本发明的第一实施例中,服装生产加工过程中包括以下工道(如表1):
[0134][0135][0136]
表1
[0137]
相应地,所述工序任务分配模块22用于对服装在生产过程中的工序任务进行分配。在本发明的第一实施例中,服装在生产加工过程中包括以下工序(如表2):
[0138][0139][0140]
表2
[0141]
相应地,所述工序工艺操作模块23用于控制服装在生产制造过程中的操作,其中所述工序工艺操作包括至少一品类流程路线模块、面料流程路线模块、辅料流程路线模块以及工艺流程路线模块,其中所述品类流程路线模块、所述面料流程路线模块、所述辅料流程路线模块以及所述工艺流程路线模块彼此通信连接并分别被通信连接于所述工道工序流程模块21、所述工序任务分配模块22、所述工序品控模块24以及所述设备控制模块25,从而使服装在生产制造过程中不同的品类、不同的面料、不同的辅料以及不同的工艺都能够被精细运输至不同的工位,并且使不同品类、不同面料、不同辅料以及不同工艺的服装在生产制造过程中都能被全程控制。
[0142]
所述工序品控模块24用于对不同工序中的服装在生产制造过程中进行品质管控。其中所述工序品控模块24包括至少一男西服工艺操作标准模块、女西服工艺操作标准模块、男衬衫工艺操作标准模块、女衬衫工艺操作标准模块、男大衣工艺操作标准模块、女大
衣工艺操作标准模块、连衣裙工艺操作标准模块、裙子工艺操作标准模块以及茄克工艺操作标准模块,其中所述男西服工艺操作标准模块、所述女西服工艺操作标准模块、所述男衬衫工艺操作标准模块、所述女衬衫工艺操作标准模块、所述男大衣工艺操作标准模块、所述女大衣工艺操作标准模块、所述连衣裙工艺操作标准模块、所述裙子工艺操作标准模块以及所述茄克工艺操作标准模块彼此通信连接,且所述男西服工艺操作标准模块、所述女西服工艺操作标准模块、所述男衬衫工艺操作标准模块、所述女衬衫工艺操作标准模块、所述男大衣工艺操作标准模块、所述女大衣工艺操作标准模块、所述连衣裙工艺操作标准模块、所述裙子工艺操作标准模块以及所述茄克工艺操作标准模块分别被通信连接于所述工道工序流程模块21、所述工序任务分配模块22、所述工序品控模块24以及所述设备控制模块25,从而使不同样式的服装在生产制造过程中的品质都能被控制,且不同样式的服装的制造过程都能被控制。
[0143]
所述设备控制模块25用于控制服装加工设备的运行或停止,其中所述蝶状生产链10中的任一所述环形生产链11中根据实际生产和站点的需要配备具体的设备数量。在本发明的第一实施例中,所述智能蝶状生产链10中的所述环形生产链11被设置为6个,每个环形生产链11中包括的生产设备如下表(表3):
[0144]
[0145][0146]
表3
[0147]
如图9所示,本发明进一步提供一种用于调配的智能蝶状生产链10和智能蝶状生产链10的柔性控制系统20之间的交互式合作方法。在所述用于调配的智能蝶状生产链10和柔性控制系统20的交互方法中,首先要虑操作人员的因素。在本发明的第一实施例中,操作人员的因素被根据各个操作人员的能力状况和在岗状况进行划分。
[0148]
详细而言,根据所有操作人员的能力将操作人员分为第一技能、第二技能和第三技能,将不同能力的操作人员分配至不同种类的服装生产设备,在进行协同调配以及不同品类的服装在生产加工时因工艺、工序、要求的不同,再根据不同操作人员的技能及不同的型号的服装生产设备形成最优工序流。
[0149]
所述用于调配的智能蝶状生产链10和柔性控制系统20的交互方法中,进一步考虑服装生产设备的因素。具体而言,在本发明的第一实施例中,根据服装生产设备的运行状态对服装生产设备进行划分为正常和非正常,再根据所述环形生产链11中的工作站110的工作量将每个工作站110的状态分为满负荷、正常和空缺,然后根据不同工作站110的工作量将服装生产加工过程形成最优工序流。
[0150]
所述用于调配的智能蝶状生产链10和柔性控制系统20的交互方法中,进一步包括对服装款式的考量,待加工制造的服装款式必须在所述环形生产链11的中每道工序可生产的能力范围之内。
[0151]
确定好上述与服装过程紧密相关的各要素之后,在服装生产制造之前,首先确定待加工服装的款式作业工序流程路径,从而使加工过程中的服装按照预设的工序流程路径被加工。
[0152]
优选地,在待加工服装的款式作业工序流程路径的确定步骤中,具体包括以下步
骤:
[0153]
根据待加工服装的款式品类不同,在所述蝶状生产链10的柔性控制系统20中确定款式流程路径,其中在本发明的第一实施例中,该款式流程路径为一种模块化设计品类流程路线(如下表4);
[0154][0155]
表4
[0156]
根据待加工服装的款式面料不同,在所述蝶状生产链10的柔性控制系统20中确定面料流程路径,在本发明的第一实施例中,该面料流程路径是一种模块化设计面料流程路线(如下表5);
[0157][0158]
表5
[0159]
根据待加工服装采用辅料要求不同,在所述蝶状生产链10的柔性控制系统20中确定辅料流程路径,在本发明的第一实施例中,所述辅料流程路径为一种模块化辅料流程路线(如下表6);
[0160][0161]
表6
[0162]
根据待加工服装的工艺要求不同,在所述蝶状生产链10的柔性控制系统20中确定工序流程路径,在本发明的第一实施例中,该工序流程路径是一种模块化设计工艺流程路线。如西服的工艺路线模块包括:一个总模块和多个子模块,其中总模块和多个子模块的内容和流程如图8至图12所示。
[0163]
如图10所示,为本发明所述的智能蝶状生产链10及其柔性控制系统20的交互方法的第一实施例中确定的西服的总的模块连接示意图。
[0164]
如图11所示,为本发明所述的智能蝶状生产链10及其柔性控制系统20的交互方法的第一实施例中确定的子模块中零部件模块的连接示意图。
[0165]
如图12所示,为本发明所述的智能蝶状生产链10及其柔性控制系统20的交互方法的第一实施例中确定的子模块中前片模块的连接示意图。
[0166]
如图13所示,为本发明所述的智能蝶状生产链10及其柔性控制系统20的交互方法的第一实施例中确定的子模块中袖子模块的连接示意图。
[0167]
如图14所示,为本发明所述的智能蝶状生产链10及其柔性控制系统20的交互方法的第一实施例中确定的子模块中领子模块的连接示意图。
[0168]
如图15所示,为本发明所述的智能蝶状生产链10及其柔性控制系统20的交互方法的第一实施例中确定的组装模块的连接示意图。
[0169]
如图16所示,为本发明所述的智能蝶状生产链10及其柔性控制系统20的交互方法的第一实施例中确定的确认发货模块的连接示意图。
[0170]
确定好待加工服装的款式作业工序流程路径之后,再确定订单流转最优路径。在本发明的第一实施例中,所述用于调配的智能蝶状生产链10及其柔性控制系统20在每一件待加工服装制作时都会预先设定好每个工序在各个环形生产链11上的前后工道制作路径。优选地,每道工道可以设定多个工序,每道工道对应一个工作站110。
[0171]
优选地,在本发明的第一实施例中,所述的用于调配的智能蝶状生产链10及其柔性系统的最优路径确定如下:
[0172]
首先根据订单中待加工服装的品类作为第一判断条件,选择设计品类流程路线,确定款式操作工艺标准;
[0173]
再根据该订单中待加工服装的其中某一品类作为第一判断条件,选择设计面料流程路线,确定款式剪裁标准;
[0174]
根据该订单中待加工服装的其中某一品类作为第二判断条件,选择设计辅料流程路线,确定款式搭配辅料标准;以及
[0175]
结合第一判断条件和第二判断条件,进行开包分配任务。
[0176]
其中,在开包分配任务的步骤中,任务分配是根据待加工服装所需工序模块配合的机器1119类型作为第三判断条件,从而确定设备控制模块25;
[0177]
再根据每个设备控制模块25下的机型,根据机器1119的状态情况作为第四判断条件,选择确定具体的可操作机器1119;以及
[0178]
根据操作人员的状态,选择具体可操作的人员,最终完成所述用于调配的智能蝶状生产链10及其柔性控制系统20的交互。
[0179]
接下来,举例对本发明所述的用于调配的智能蝶状生产链10的实际工作过程进行简要说明,假设所述用于调配的智能蝶状生产链10包括6个所述环形生产链11,6个所述环形生产链11的编号分别为a、b、c、d、e和f。
[0180]
如图1至图7所示,本发明进一步提供一种智能蝶状生产链的工作方法。实际生产过程中,待加工制造的服装订单被分为常规订单和非常规订单。
[0181]
某大身完成部件加工后按照工艺步骤需要进行下一步大身拼合等工序,系统判断该大身为常规件,所述用于调配的智能蝶状生产链10的柔性控制系统20判断该大身为常规件,因此首先该大身通过部件生产链后,将装有该大身部件的箱体开始上所述用于调配的智能蝶状生产链10,所述用于调配的智能蝶状生产链10的柔性控制系统20将服装运行数据实时通过芯片感应装置1113进行维护,箱体信息与所述用于调配的智能蝶状生产链10中的吊挂衣架信息同步一致。
[0182]
再通过所述用于调配的智能蝶状生产链10中的所述桥架链12上各个所述感应装
置1113给该大身裁片提供及时有效的路径,即当该大身通过所述桥架链12传输时,每经过各所述环形生产链11入口时的所述感应装置1113时,所述感应装置1113依据提取到的结果进行实时判断,如果该衣片接下来是在该环形生产链11加工,则并发开启所述分轨装置,即将该大身裁片从所述桥架链12上通过所述分轨装置1114进入相应的所述环形生产链11的所述常规生产流轨道111,如果所述感应装置1113检测到该裁片不属于此环形生产链11,则不会开启所述分轨装置1114,该大身会继续在所述桥架链12上传输。
[0183]
该大身传输至所述环形生产链11c的入口时,此时所述环形生产链11c的入口处的芯片感应装置1113通过扫描检测到此大身裁片属于所述环形生产链11c时,开启所述分轨装置1114,将该大身输送进入所述环形生产链11c的常规生产流轨道111,然后根据所述环形生产链11c上的实时传输数据和每个工道实时的具体生产效率、人员在岗情况、工艺操作细节等因素,准确且快速地将该大身输送至对应的工道。工道拦截分流的原理同上,都是借助芯片感应装置1113实时扫描结果作为判定依据。
[0184]
当该大身在无特殊情况下,接到指令要求正常流转至拼接缝处的所述环形生产链11c中的第二个工作站110,那么该大身在所述常规生产流轨道111传输至第二个工作站110时,被第二个工作站110的u型轨1112入口的芯片感应装置1113精准识别,第二个工作站110的所述u型轨1112入口开启所述分轨装置1114,从而使该大身进入该第二工作站110进行操作。
[0185]
待缝纫操作完成后,操作人员按下触发装置1116上的正常流程,记录该操作已完成并累计自己的工分,并给所述u型轨1112出口的芯片感应装置1113下达指令,让出口处的芯片感应装置1113进入工作状态,同时所述u型轨1112开始向外输送,在输送至芯片感应装置1113处,判定该大身是否进入下一流程。
[0186]
如果是分流装置让其流入所述环形生产链11c的所述常规生产流轨道111,直至所述环形生产链11c的出口处,再通过所述环形生产链11c出口处的芯片感应装置1113扫描并下达下一步骤指示。
[0187]
若该大身在流入该第二工作站110后操作人员检测判定为异常,此时需要技术人员进行判定、检测问题状况,待弄清问题原因后,在触发装置1116上按下异常流程按钮,此时经过检测发现是衣片归拨比对出现问题,所以该大身需要回流至环形生产链11a进行处理。即需要下达回流至所述环形生产链11a返修的指令,然后通过所述u型轨1112将所述a大身输送至所述第二工作站110出口,在芯片感应装置1113扫描后开启内外轨所述分轨装置1114,让该大身进入所述环形生产链11c的非常规返回生产流轨道112,在回流至与所述桥架链12衔接处的芯片感应装置1113时,开启所述分轨装置1114,使其通过弧形的所述紧急轨1214和所述分轨装置1114,从而进入所述桥架链12的所述非常规返回生产流轨道112进行输送。
[0188]
当该大身到达所述桥架链12与所述环形生产链11a的连接处时,通过所述桥架链12的所述非常规返回生产流轨道112与所述常规生产流轨道111之间的连接装置输送至所述桥架链12的所述常规生产流轨道111,进而再通过正常流程到达所述环形生产链11的工作站110上进行非常规处理。
[0189]
返修完成后,也是采用非常规的上述操作流程快速的返回所述环形生产链11c上的该第二工作站110进行下一步操作。
[0190]
本领域的技术人员可以理解的是,以上实施例仅为举例,其中不同实施例的特征可以相互组合,以得到根据本发明揭露的内容很容易想到但是在附图中没有明确指出的实施方式。
[0191]
本领域的技术人员应理解,上述描述及附图中所示的本发明的实施例只作为举例而并不限制本发明。本发明的目的已经完整并有效地实现。本发明的功能及结构原理已在实施例中展示和说明,在没有背离该原理下,本发明的实施方式可以有任何变形或修改。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。