1.本发明涉及保持例如铝、铝合金和非铁金属等的熔液的金属熔液炉。
背景技术:
2.以往具有熔解保持铝、铝合金和非铁金属等的熔液的熔解保持炉(例如参见专利文献1)。通常的熔解保持炉的炉体由底壁、以及从底壁的周端起沿铅直方向延伸的周壁或侧壁构成。底壁和侧壁以从外侧朝向内侧的顺序大致具备铁制造的外壁(铁皮)、绝热层、支撑层、耐火层(以下也称为耐火物或耐火材料)之类的内衬材料,在耐火层的内侧形成保持熔液的熔液收纳部。
3.在这样的熔解保持炉中,使用内衬材料、特别是与熔液接触的耐火层,例如定型耐火物的预制块(烧制/不烧制)、耐火绝热砖、耐火砖(烧制/不烧制/电铸)等或无定形耐火物的耐火灰浆(热硬性/气硬性/水硬性)、可铸性耐火物(以往为低水泥)、轻量可铸性耐火物等。熔液具有容易渗透到这些耐火层的组织中的性质和还原力。
4.例如在铝合金的熔液(以下也称为铝熔液)中产生氧化物,在长期使用后容易产生炉体损伤的裂纹(龟裂),铝熔液渗透到耐火层的裂纹中而产生熔液泄漏(也称为漏液(湯漏
れ
)),铝熔液有时会漏到熔液收纳部的外部。
5.专利文献2中公开了一种溶液泄漏的检测方法,其用于基于在炉体的内部或外侧表面的大致整个区域形成的第1电极、以及浸透在炉体的内侧的熔液中的第2电极之间的导电状态来检测熔液的泄漏。
6.现有技术文献
7.专利文献
8.专利文献1:日本专利第6644776号公报
9.专利文献2:日本特开2004-58136号公报
技术实现要素:
10.发明所要解决的课题
11.但是,专利文献2是以发生熔液泄漏为前提对熔液泄漏的结果进行检测的技术,其并未阻止熔液泄漏。为了阻止熔液泄漏,实际上还具有通过在耐火层中使用100mm左右的厚度的耐火物来进行应对的方法,但在炉开始使用后经过约6~8年时,有时也会在炉体上发现因裂纹所致的损伤。
12.另外,在仅停止2~4次/年以进行维护的连续操作的情况下,防止向外部的熔液泄漏是极其困难的,需要集中精力应对确保对作业人员的安全性或减少熔液的热量之类的操作方面的缺点。
13.因此,本发明的课题在于提供能够防止或抑制熔液泄漏、并且能够控制泄漏方向的金属熔液炉。
14.用于解决课题的手段
15.用于解决上述课题的手段的方式如下。
16.一种金属熔液炉,其在外周部具有外壁,并具备保持金属熔液的熔液收纳部,其特征在于,
17.在形成上述熔液收纳部的上述金属熔液炉的内壁配设有2层以上的内衬材料层,
18.上述内衬材料层中的构成与上述金属熔液相接的面的第1内衬层由耐火材料构成,
19.在上述第1内衬层与上述外壁之间的至少一个边界处设置有密封材料。
20.发明效果
21.根据本发明,能够防止或抑制熔液泄漏,并且能够控制泄漏方向。
附图说明
22.图1是金属熔液炉的示例的截面图。
23.图2是图1的x部的熔液泄漏的说明用截面图。
24.图3是实施方式的密封材料配置例的截面图。
25.图4是密封材料的织制例的背面图。
26.图5是通过增强纤维增强的密封材料的织制例的背面图。
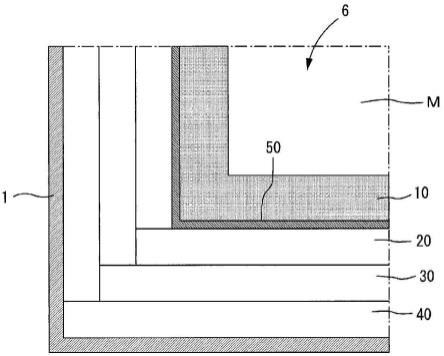
27.图6是其他实施方式的密封材料配置例的截面图。
28.图7是另一实施方式的密封材料配置例的截面图。
29.图8是又一实施方式的密封材料配置例的截面图。
30.图9是不同实施方式的密封材料配置例的截面图。
具体实施方式
31.以下对本发明的实施方式进行说明。
32.如图1所示,金属熔液炉在外周部具有外壁1,在形成熔液收纳部6的内壁配设有2层以上的内衬材料层,保持金属熔液m。
33.上述内衬材料层例如如图1所示由第1内衬层10、第2内衬层20和第3内衬层30构成。
34.第1内衬层10构成与例如铝或其合金等的金属熔液m接触的面,由耐火材料构成。作为耐火材料,例如使用以氧化铝(al2o3)作为主成分的低水泥可铸性耐火物。作为第2内衬层20和第3内衬层30,使用包含氧化铝(al2o3)和二氧化硅(sio2)中的至少一者的纤维或可铸性耐火物,确保绝热性和耐热性。
35.作为金属熔液炉,可以以各种结构的炉作为对象。图1所示结构的炉是低压铸造用熔液保持炉,详细情况如下。
36.即,在上部具有出液口2,出液口2由圆筒状的供料器3构成。另外,在上部具备供气口4和排气口5,可以向熔液保持室内进行加压气体的供排气。
37.通过未图示的加压装置,藉由供气口4将干燥空气或氩、氮等惰性气体等的加压气体送入熔液保持室内。利用送入熔液保持室内的加压气体对熔液的液面进行加压,熔液在供料器3内上升,藉由出液口2压入到未图示的在铸造用模具内形成的内腔中。
38.铸造完成后,停止从供气口4供给加压气体,熔液保持室内的加压气体从排气口5
进行排气。
39.这种金属熔液炉中,如上文所述,并且如图2中示意性示出(内衬层为4层的情况的示例),在长期使用后容易产生炉体损伤的裂纹(龟裂)c,金属熔液、例如铝熔液渗透到耐火层的裂纹处,有时会发生熔液泄漏(也称为漏液)。外壁1例如为铁制造的外壁,在极端示例中,渗透到裂纹处的铝熔液到达外壁1,外壁1有时由于铝熔液的热而向外侧膨胀。熔液泄漏的流动例由图2的虚线示出。
40.针对该问题,如图3所示,至少在第1内衬层10与外壁侧的第2内衬层20之间设置有密封材料50。
41.作为该密封材料50,可以适当地使用片状、特别是厚度为2~10mm的片状。
42.并且,密封材料50特别优选为将陶瓷纤维和生物可溶性陶瓷纤维中的至少一种纤维与玻璃纤维和不锈钢纤维中的至少一种进行织制而成的片材。
43.本发明中使用的生物可溶性陶瓷纤维从“eu指令97/69/ec”规则中的被分类成类别0(豁免物质(適用除外物質))的纤维中进行选择。因此,需要根据notaq“生物体内可溶性纤维判定基准”由下述4种动物实验中的任一种证明安全性,或者根据notar“不是吸入性纤维的判定基准”为由长度加权几何平均纤维径减去标准偏差的2倍而得到的数值大于6μm的纤维。
44.(1)在基于短期吸入的生物体内滞留性试验中,长度大于20μm的纤维具有小于10天的负荷半减期;
45.(2)在基于短期气管内注入的生物体内滞留试验中,长度大于20μm的纤维具有小于40天的负荷半减期;
46.(3)根据腹腔内给药试验,没有过高的致癌性的证据;
47.(4)在长期吸入试验中,不会产生相关的病原性变化或肿瘤性变化。
48.若为上述确认了安全性的生物可溶性陶瓷纤维,则对其制造方法、化学组成、平均纤维径或平均纤维长度没有特别限制,例如也可以使用生物可溶性石棉。
49.可以使用含有超过18质量%的碱金属和碱土金属的氧化物(na2o、k2o、cao、mgo、bao等)的物质。
50.也可以使用二氧化硅-氧化镁-氧化钙系的碱土金属硅酸盐棉等。
51.作为陶瓷纤维,已知有主要在常用温度1,400℃以下使用的作为以氧化铝(al2o3)和二氧化硅(sio2)为主成分的人造矿物纤维的非晶态的耐火陶瓷纤维(以下称为rcf)、以及在高于1,400℃的高温下使用的氧化铝质的结晶质陶瓷纤维。这些rcf和结晶质陶瓷纤维的制造方法、性能、价格显著不同,根据各自的特性分别使用。
52.金属熔液、特别是铝或铝合金的温度达到700℃以上。因此,优选利用玻璃纤维和不锈钢纤维中的至少一种纤维对陶瓷纤维和生物可溶性陶瓷纤维中的至少一种纤维进行增强。
53.特别是从耐热性的方面出发,优选至少利用不锈钢纤维进行增强。
54.作为该密封材料50,为了制成片状、特别是厚度为2~10mm的片状,可以对纤维丝(纤维或股线)进行织制而制成片状。织制例如可以为图4和图5所示的平织、斜纹织、缎纹织、以及适宜的织制形态。
55.并且,如图5所示,可以在陶瓷纤维和生物可溶性陶瓷纤维中的至少一种第1纤维
51a,51b中以适宜的形态织入玻璃纤维和不锈钢纤维中的至少一种增强纤维52。增强纤维52也可以通过引入到股线内而进行增强。并且,可以将引入了增强纤维的股线以适宜的形态进行织制而制成片状的密封材料。
56.密封材料50也可以如图6所示设置在第2内衬层20与比其更靠外壁1侧的第3内衬层30之间。
57.进而,密封材料50也可以如图7所示设置在第3内衬层30与比其更靠外壁1侧的第4内衬层40之间。
58.本发明中,在第1内衬层10与外壁1之间的至少一个边界处设置密封材料即可,例如,如图8所示,可以仅在第2内衬层20的外壁侧的边界处、即仅在第2内衬层20与比其更靠外壁1侧的第3内衬层30之间设置密封材料。
59.此外,例如可以如图9所示仅在最外侧的内衬层(图9的示例中为第2内衬层20)与外壁1的边界处设置密封材料。
60.另外,在如上所述在内衬层彼此之间设置密封材料50后,在金属熔液m初次装入熔液收纳部时,金属熔液m的热藉由第1内衬层10而传递至密封材料50,密封材料50有时会散发出焦臭的气味。为了抑制该气味,可以预先对密封材料50进行烧制。
61.另外,以往关于熔液泄漏,主要关注了第1内衬层的材料的选择。但是,在第1内衬层10中无法避免裂纹的产生,具有产生裂纹的可能性,存在通过该裂纹的熔液泄漏的危险性。
62.本发明人并未关注第1内衬层10的材料的选择,而以在第1内衬层10中产生裂纹为前提完成了本发明。
63.即使存在通过裂纹的熔液泄漏,若能够实现泄漏量的最小化、减少热量、控制泄漏的方向、抑制渗透到外壁,则能够防止熔液泄漏到外壁,这是最终的目的。
64.在使用本发明的密封材料、特别是耐热(耐火)密封材料时,带来下述优点。
65.(1)可耐受熔液温度(例如在为铝熔液时可耐受700℃)。
66.(2)不会污染熔液收纳部内的金属熔液。
67.(3)能够降低泄漏的熔液的热量,能够抑制在到达外壁之前所泄漏的溶液的渗透。
68.(4)能够控制熔液泄漏时的方向。
69.通常,泄漏的熔液在重力的作用下沿着内衬层彼此之间下降后,在到达水平设置的外壁侧的内衬层时,会沿水平方向扩展。根据情况,在水平设置的外壁侧的内衬层产生裂纹,熔液泄漏有时进一步通过裂纹而在重力的作用下扩展,泄漏的方向不可预测。
70.根据本发明在内衬层彼此之间设置密封材料时,密封材料形成阻抗,泄漏的熔液不容易在重力的作用下沿着内衬层彼此之间下降(即能够抑制下降速度),能够降低在其间泄漏的熔液的热量,能够抑制在到达水平设置的外壁侧的内衬层之前所泄漏的熔液的渗透。另外,由于设置有密封材料,因此熔液不容易与外壁侧的内衬层直接接触,不容易出现裂纹的产生。
71.即,关于本发明中的熔液泄漏时的方向的控制,具体地说,是指通过利用密封材料使内衬层彼此之间的空间变窄而增大阻抗,抑制泄漏的熔液的速度、以及控制向外壁侧的渗透。
72.工业实用性
73.作为熔液,除了铝或铝合金以外,还可以为其他金属熔液。
74.符号说明
[0075]1…
外壁、10
…
第1内衬层、20
…
第2内衬层、30
…
第3内衬层、40
…
第4内衬层、50
…
密封材料、m
…
金属熔液
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。