成型耐火砖加工设备
【技术领域】
1.本发明涉及一种成型耐火砖加工设备。
背景技术:
2.耐火砖在出厂前除了需要对其进行打磨、测量及筛选等工序,在一些场景中,还需要对耐火进行加固,以防止其在运输过程中损坏。然而现有的耐火砖生产过程中加固工序均是通过人工粘接的,人工粘接效率低。
3.因此,有必要对现有技术予以改良以克服现有技术中的所述缺陷。
技术实现要素:
4.本发明的目的在于提供一种成型耐火砖加工设备,其可实现自动化加固,提高生产效率。
5.本发明的目的是通过以下技术方案实现:一种成型耐火砖加工设备,包括用以将成型耐火砖与碳块粘接以增强硬度的胶粘装置、设置在所述胶粘装置一侧以对胶粘后的耐火砖进行打磨的打磨装置、及对打磨后的耐火砖进行烘干处理的烘干装置;所述胶粘装置、打磨装置及烘干装置之间通过传输机构进行连接。
6.在其中一个实施例中,所述传输机构包括支架、及若干个可转动地设置在所述支架上的滚轴,若干个滚轴平行设置以形成一个传送基面。
7.在其中一个实施例中,所述传输机构还包括皮带轮、套设在所述皮带轮上且用以带动所述滚轴转动的皮带及用以驱动所述皮带轮转动的驱动电机。
8.在其中一个实施例中,所述烘干装置包括罩体及设置在所述罩体内的烘干机。
9.在其中一个实施例中,所述胶粘装置包括点胶机构及用以将所述耐火砖放置在所述点胶机构上的第一机械手。
10.在其中一个实施例中,所述点胶机构包括底座、设置在所述底座上且可相对于所述底座移动的喷头、及通过导液管用以将胶水输送至所述喷头的点胶阀。
11.在其中一个实施例中,所述打磨装置包括磨床、及设置在所述磨床一侧以将耐火砖放置在所述磨床上的第二机械手。
12.在其中一个实施例中,所述磨床包括用以对耐火砖进行打磨的打磨头及用以驱动所述打磨头移动的移动机构。
13.在其中一个实施例中,所述成型耐火砖加工设备还包括设置在所述磨床一侧的码垛装置。
14.在其中一个实施例中,所述成型耐火砖加工设备还包括设置在所述码垛装置及第二机械手之间的翻转装置,所述翻转机构用以将所述耐火砖翻转至待打磨面。
15.与现有技术相比,本发明具有如下有益效果:通过设置有胶粘装置,其可对耐火砖进行自动炭块胶粘,方便快捷,以达到提高工作效率的效果;并且,设置有烘干装置,可以使得胶粘后的耐火砖快速烘干,进一步提高生产效率。
【附图说明】
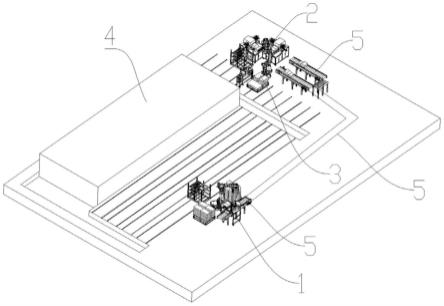
16.图1是本发明的成型耐火砖加工设备的立体图。
17.图2是图1中的部分结构示意图。
18.图3是图1中的另一部分结构示意图。
【具体实施方式】
19.为使本发明的上述目的、特征和优点能够更为明显易懂,下面结合附图,对本发明的具体实施方式做详细的说明。可以理解的是,此处所描述的具体实施例仅用于解释本发明,而非对本发明的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本发明相关的部分而非全部结构。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
20.本发明中的术语“包括”和“具有”以及它们任何变形,意图在于覆盖不排他的包含。例如包含了一系列步骤或单元的过程、方法、系统、产品或设备没有限定于已列出的步骤或单元,而是可选地还包括没有列出的步骤或单元,或可选地还包括对于这些过程、方法、产品或设备固有的其它步骤或单元。
21.在本文中提及“实施例”意味着,结合实施例描述的特定特征、结构或特性可以包含在本发明的至少一个实施例中。在说明书中的各个位置出现该短语并不一定均是指相同的实施例,也不是与其它实施例互斥的独立的或备选的实施例。本领域技术人员显式地和隐式地理解的是,本文所描述的实施例可以与其它实施例相结合。
22.请参阅图1至图3所示,本发明的一较佳实施例中的一种成型耐火砖加工设备,包括用以将成型耐火砖与碳块粘接以增强硬度的胶粘装置1、设置在所述胶粘装置1一侧以对胶粘后的耐火砖进行打磨的打磨装置2、及对打磨后的耐火砖进行烘干处理的烘干装置4,所述胶粘装置1、打磨装置2及烘干装置4之间通过传输机构5进行连接,以将耐火砖自动化传输。
23.其中,所述传输机构5包括支架51114、及若干个可转动地设置在所述支架51114上的滚轴52,若干个滚轴52平行设置以形成一个传送基面,耐火砖设置在传送基面上并随着所述传送基面移动。所述传输机构5还包括皮带轮、套设在所述皮带轮上且用以带动所述滚轴52转动的皮带及用以驱动所述皮带轮转动的驱动电机,驱动电机旋转以驱动所述皮带轮转动,进而驱动所述皮带带动所述滚轴52转动。诚然,在其他实施例中,所述传输机构5的结构也可为其他,例如齿轮齿条等结构,在此不做具体限定,根据实际情况而定。
24.所述胶粘装置1包括点胶机构11及用以将所述耐火砖放置在所述点胶机构11上的第一机械手12,所述第一机械手12用以将耐火砖从一处位置转移至所述点胶机构11上。该第一机械手12为常规结构,在此不做具体限定,根据实际情况而定。
25.所述点胶机构11包括底座111、设置在所述底座111上且可相对于所述底座111移动的喷头113、及通过导液管用以将胶水输送至所述喷头113的点胶阀,点胶阀将外界的胶水通过导液管输送至喷头113处,并自喷头113向外喷洒,方便快捷,减少人工搬运及刷胶时间,提高了工作效率。
26.所述点胶机构11还包括用以对耐火砖进行定位以定位组件112,以使得喷头113对所述耐火砖进行喷胶处理。所述底座111具有支架51114,所述支架51114位于所述底座111
的上方,所述定位组件112包括设置在支架51114上以向所述底座111上喷洒碳块的喷洒部。具体的,所述喷洒部包括盒体115、开设在所述盒体115上的喷洒口及设置在所述喷洒口处的风机,风机转动以使得盒体115内与盒体115外产生压差,进而使得碳块自底座111向外喷洒。值得注意的是,该风机的扇叶之间的间距较大,以使得碳块自扇叶的间距向外洒落。亦或者,所述喷洒部包括盒体115及设置在所述盒体115内的推动件,该推动件用以将碳块自喷洒口推落。该推送件可以为电缸、液压缸等,在此不做具体限定,根据实际情况而定。为了能够更精准的定位,所述盒体115的一侧与所述喷头113抵持。
27.相应的,所述定位组件112还包括设置在所述底座111上的定位块116,所述定位块116与所述底座111之间形成有收容空间,所述收容空间的大小与所述耐火砖相匹配。
28.所述打磨装置2包括磨床21、及设置在所述磨床21一侧以将耐火砖放置在所述磨床21上的第二机械手22,该第二机械手22同第一机械手12功能相同,用以将耐火砖自一处位置转移至磨床21上。相应的,该第二机械手22的结构为常规结构,在此不做赘述。其中,所述磨床21包括用以对耐火砖进行打磨的打磨头及用以驱动所述打磨头移动的移动机构,该移动机构包括与所述打磨头连接的连接件、及与所述连接件连接的升降组件、旋转组件及平移组件,该升降组件和平移组件可以为气缸等,旋转组件可以为电机,在此不做具体限定,根据实际情况而定。
29.所述成型耐火砖加工设备还包括设置在所述磨床21一侧的码垛装置3,该码垛装置3用以将耐火砖自传输机构5上拿下并堆放,该码垛机构可以包括第三机械手等,在此不做具体限定,根据实际情况而定。
30.所述成型耐火砖加工设备还包括设置在所述码垛装置3及第二机械手22之间的翻转装置6,所述翻转机构用以将所述耐火砖翻转至待打磨面。其中,该翻转装置6包括翻转电机及与所述翻转电机连接的翻转夹板,所述翻转夹板用以将耐火砖翻转,进而使得耐火砖的待打磨面朝上以与打磨头对接,以进行打磨工作。
31.所述烘干装置4包括罩体及设置在所述罩体内的烘干机,烘干机用以对耐火砖进行烘干,使得胶体凝固以粘接稳固,对耐火砖进行品控。
32.综上所述:通过设置有胶粘装置1,其可对耐火砖进行自动炭块胶粘,方便快捷,以达到提高工作效率的效果;并且,设置有烘干装置4,可以使得胶粘后的耐火砖快速烘干,进一步提高生产效率。
33.上述仅为本发明的一个具体实施方式,其它基于本发明构思的前提下做出的任何改进都视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。