1.本技术涉及板料制造技术的领域,尤其是涉及一种板料存储装置。
背景技术:
2.许多板料在制作过程中,需要经历较多的工艺,在每个工艺结束后,可能需要对板料进行收集暂存以便之后的加工及其使用。
3.为了提高运输的效率,大多板料都选择用皮带输送机进行运输,然后在皮带输送机的出料端具有存储架,板料由皮带输送机运输至存储架上进行暂存。
4.在使用皮带输送机传送板料时,当板料置于皮带运输机与存储架的交界处时,板料的一部分置于皮带输送机上,一部分置于存储架上,而皮带输送机靠与板料之间的摩擦力进行板料的运输,故当板料置于皮带运输机与存储架的交界处时,可能会因气摩擦力不够而卡住,无法完整到达存储架上,需要操作人员手动推动板料至其完整存放至存储架上,比较费力。
技术实现要素:
5.为了改善板料运输比较费力的问题,本技术提供一种板料存储装置。
6.本技术提供的一种板料存储装置采用如下的技术方案:
7.一种板料存储装置,包括存储架;皮带输送机,包括机架,以及对称设在所述机架上且能够将板料运输至所述存储架内的第一输送带和第二输送带;传感器,设在所述机架靠近所述存储架的端部上且用于检测板料是否到达所述皮带输送机与所述存储架相接的位置;推动机构,设在所述机架上且与所述传感器电连接;其中,所述推动机构能响应于所述传感器的检测信号,将到达所述皮带输送机与所述存储架相接位置的所述板料完整推入所述存储架内。
8.通过采用上述技术方案,板料通过第一输送带和第二输送带运输至存储架进行暂存,当传感器检测到板料处于皮带输送机与存储架相接的位置后,将检测信号反馈给推动机构,推动机构对板料进行助推,将板料完整推入存储架内,有效减少板料卡在皮带输送机与存储架之间,需要操作人员手动推动的情况出现,进而改善板料运输比较费力的问题。
9.可选的,所述推动机构包括:滑轨,沿着板料被运输的方向铺设在所述机架上,并位于所述第一输送带和第二输送带之间;滑块,可滑动地设在所述滑轨上;推杆,具有铰接在所述滑块的顶部上的第一端部,以及与所述第一端部相对的第二端部;复位弹簧,设在所述滑块与推杆之间,并能促动所述推杆的第二端部向上抬起,直至其达到与所述板料在所述第一输送带和第二输送带上时所处的高度相同为止;按压组件,设在所述滑轨远离存储架的一端,能够在所述滑块到达所述按压组件所在位置时施压于所述推杆,以促动所述推杆的第二端部回落,直至其完全低于所述板料在所述第一输送带和第二输送带上时的高度;驱动组件,设在所述机架上并与所述传感器电连接,所述驱动组件用于驱动所述滑块在所述滑轨上运动。
10.通过采用上述技术方案,当传感器检测到有板料置于皮带输送机与存储架相接的位置时,将检测信号反馈给驱动组件,驱动组件驱动滑块朝着靠近板料的方向移动,滑块移动带动推杆移动,推杆与按压组件分离后,复位弹簧伸长促使推杆的第二端部抬起,推杆的第二端部与板料处于同一高度,滑块移动带动推杆移动直至推杆将板料完全推入存储架内。板料在运输过程中按压组件可对推杆的高度进行限定,在保障推杆可将板料完整推入存储架的同时,保障板料在皮带输送机上的顺畅运输。
11.可选的,所述驱动组件包括:四个带轮,均以可转动的方式设在所述机架上并依次布置在所述滑轨的四个边角附近;传送带,同时套设在四个所述带轮上,并与所述滑块的一侧固定相连;转动源,设在所述机架上并至少能够直接驱动四个所述带轮中的一个。
12.通过采用上述技术方案,转动源驱动带轮转动,带轮转动带动传送带转动,传送带转动带动滑块移动,滑块移动进行带动推杆移动,通过转动源和皮带实现推杆的移动,成本更低,而且适用于长距离平稳运输,有助于增加推杆移动的稳定性。
13.可选的,所述按压组件包括与所述机架固定连接的底座和与所述底座固定连接且与所述滑轨平行的压杆,所述压杆能够在所述滑块进入其下方时对所述滑块施压并促动所述推杆的第二端部回落。
14.通过采用上述技术方案,滑块移动至压杆下方时,复位弹簧压缩,压杆对推杆施压,致使推杆的第二端部回落,进而保障推杆上方板料的正常运输。
15.可选的,所述压杆包括压杆本体及设在所述压杆靠近所述存储架的端部内的滚轮,所述滚轮能在所述滑块进入其下方时在所述滑块上滚动。
16.通过采用上述技术方案,压杆对推杆施压致使推杆的第二端部回落的过程中,压杆本体与推杆之间存在滑动摩擦,增加滚轮,推杆移动带动滚轮滚动,将滑动摩擦转变为滚动摩擦,可有效减少推杆与压杆本体之间的摩擦力,使压杆本体的磨损更小,使用寿命更长。
17.可选的,还包括固定设在所述推杆远离所述滑块的端部上的缓冲部件。
18.通过采用上述技术方案,推杆推动板料的过程中,会对板料产生冲击力,缓冲组件可对这种冲击力进行缓冲吸收,进而减少推杆对板料的损害。
19.可选的,所述缓冲部件包括套设在所述推杆的端部上的保护套、设在所述保护套内且与所述推杆的端部相抵靠的缓冲垫,以及已将所述保护套绑紧在所述推杆上的紧固绳。
20.通过采用上述技术方案,操作人员可以根据板料的材质选用不同的缓冲垫,然后套设保护套后再使用紧固绳将保护套绑紧在推杆上进行固定,拆装缓冲垫及更换缓冲垫的过程都比较方便。
21.可选的,所述驱动组件还包括设在所述滑轨上且用于防止所述滑块脱离的限位块。
22.通过采用上述技术方案,限位块可对滑块的移动位置进行限定,有效减少滑块脱离滑轨的现象出现。
23.可选的,所述传感器为光电开关或红外测距传感器。
24.通过采用上述技术方案,传感器为光电开关时,当板料置于传感器上方时,光电开关将接收到的光束的遮挡的信号传给驱动机构,驱动机构响应检测信号,发出相应的指令,
驱动推动机构做出响应。
25.传感器红外测距传感器时,可对板料即将到达与存储架交界处的距离进行限定,红外传感检测器将板料的距离进行反馈,在二者之间的距离在特定范围内时,驱动机构响应检测信号,发出相应的指令驱动推动机构。
26.可选的,所述板料为pcb板。
27.通过采用上述技术方案,pcb板相较于其他板料来说较为光滑,发生卡在皮带输送机与存储架之间的机率更大一点,故本装置更加适用于pcb板的运输及存储。
28.综上所述,本技术包括以下至少一种有益技术效果:
29.1.通过设置驱动组件驱动推杆移动,有效减少板料卡在皮带输送机与存储架交接的位置,需要操作人员手动推动的情况出现,进而改善板料运输比较费力的问题;
30.2.通过设置按压组件和复位弹簧,增加了推杆回落的灵活性,减少了推杆的设置对板料运输的阻挡;
31.3.通过设置缓冲部件,可对推杆移动产生的冲击力进行缓冲,进而保护板料免受推杆冲击损坏。
附图说明
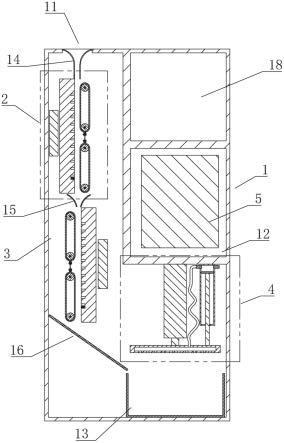
32.图1是本技术实施例的整体结构示意图。
33.图2是本技术实施例推杆的第二端部的高度升高的整体结构示意图。
34.图3是本技术实施例突出显示复位弹簧的局部结构示意图。
35.图4是本技术实施例突出显示缓冲组件的局部结构示意图。
36.附图标记说明:1、存储架;2、皮带输送机;21、机架;211、安装板;2111、安装槽;22、第一输送带;23、第二输送带;3、传感器;4、推动机构;41、滑轨;42、滑块;43、推杆;43a、第一端部;43b、第二端部;44、复位弹簧;45、按压组件;451、底座;452、压杆;4521、压杆本体;4522、滚轮;4523、固定槽;4524、中心轴杆;46、驱动组件;461、带轮;462、传送带;463、转动源;464、限位块;5、缓冲部件;51、保护套;52、缓冲垫;53、紧固绳。
具体实施方式
37.以下结合附图1-4对本技术作进一步详细说明。
38.本技术实施例公开一种板料存储装置。参照图1和图2,一种板料存储装置包括存储架1、皮带输送机2、传感器3(如图3所示)和推动机构4,存储架1设在皮带输送机2的出料端且用于板料的暂存。皮带输送机2包括机架21以及对称设在机架21上且能够将板料运输至存储架1内的第一输送带22和第二输送带23。
39.参照图1和图3,传感器3设在机架21靠近存储架1的端部上表面且用于检测板料是否到达皮带输送机2与存储架1相接的位置。推动机构4设在机架21上且与传感器3电连接。推动机构4能响应于传感器3的检测信号,将到达皮带输送机2与存储架1相接位置的板料完整推入存储架1内。传感器3可选择光电开关或红外测距传感器,二者都可对板料是否处于皮带输送机2与存储架1相接的位置进行检测,光电开关可将板料的有无信息进行反馈;红外测距传感器可在一定距离内对板料的距离信息进行反馈。
40.参照图1和图2,当传感器3检测到板料处于皮带输送机2与存储架1相接的位置后,
将检测信号反馈给推动机构4,推动机构4对板料进行助推,将板料完整推入存储架1,有效减少板料卡在皮带输送机2与存储架1之间,需要操作人员手动推动的情况出现,进而改善板料运输比较费力的问题。
41.机架21的上表面固定连接有安装板211,安装板211设置有两个,两个安装板211相对设置在机架21相互远离的两侧,且每个安装板211的长度方向均平行于机架21的长度方向。每个安装板211靠近板料的一侧均向内开设有安装槽2111,安装槽2111的长度方向与机架21的长度方向平行,第一输送带22置于一个安装槽2111内,第二输送带23置于另一个安装槽2111内。
42.板料在第一输送带22和第二输送带23之间进行运输,安装板211可对运输的板料进行限位,减少板料运输过程中滑出第一输送带22和第二输送带23的机会,增加板料运输过程中的稳定性。
43.参照图1和图2,推动机构4包括滑轨41、滑块42、推杆43、复位弹簧44、按压组件45和驱动组件46,滑轨41固定连接于机架21的上表面,且滑轨41设置在第一输送带22和第二输送带23之间,滑块42可滑动地设在滑轨41上,为了防止滑块42脱离滑轨41,滑轨41靠近存储架1的端部上表面设置有限位块464,限位块464固定连接于机架21的上表面。推杆43设置在滑块42的顶部,且推杆43具有与滑块42铰接的第一端部一及与第一端部43a相对的第二端部43b。
44.参照图2和图3,复位弹簧44的一端固定连接于推杆43的下表面,复位弹簧44的另一端固定连接于滑块42的上表面,且复位弹簧44能促动推杆43的第二端部43b向上抬起,直至其达到与第一输送带22和第二输送带23所处的高度相同为止。
45.参照图2和图3,在传感器3检测到板料的存在后,将检测信号反馈给驱动组件46,驱动组件46驱动滑块42朝着靠近存储架1的方向移动,在滑块42离开按压组件45的过程中,复位弹簧44逐渐伸展,推杆43的第二端部43b的高度逐渐上升,至复位弹簧44伸展完成,推杆43的第二端部43b与板料处于同一高度,随着滑块42的移动,推杆43将板料完整推至存储架1上。
46.在推杆43助推完成后,驱动组件46驱动滑块42朝着远离存储架1的方向移动,至复位弹簧44压缩,按压组件45对推杆43进行限位,完成推杆43的固定。
47.参照图2,驱动组件46包括四个带轮461、传送带462和转动源463,四个带轮461均可转动地设在机架21上,且四个带轮461依次布置在滑轨41的四个边角附近。传送带462同时套设在四个带轮461上,且滑块42的一侧与传送带462固定连接。为了实现滑块42的往返移动,转动源463优选为既可以实现正转又可以实现反转的电动机,电动机固定连接在机架21的底部,且电动机的输出轴固定连接于其中一个带轮461上。
48.参照图2和图4,按压组件45包括底座451和压杆452,底座451固定连接在机架21的上表面,压杆452的长度方向与滑轨41的长度方向平行,且压杆452连接于底座451的上表面。压杆452可对推杆43施压,使推杆43的第二端部43b回落。
49.当传感器3检测到板料后,将信号反馈给电动机,电动机的输出轴正转驱动带轮461转动,带轮461转动带动传送带462转动,传送带462转动带动滑块42朝着靠近板料的方向移动,滑块42移动,进而带动推杆43朝着靠近板料的位置移动,推杆43与压杆452分离后,复位弹簧44伸长,推杆43的第二端部所处高度与板料所处的高度一致,推杆43推动板料至
板料完全置于存储架1上。
50.当板料暂存至存储架1后,传感器3将板料离开的信号反馈给电动机,电动机的输出轴反转驱动带轮461转动,带轮461转动带动传送带462转动,传送带462转动带动滑块42朝着靠近底座451的位置移动,当推杆43与压杆452接触时,压杆452对推杆43施压,复位弹簧44受压杆452的压力收缩,使推杆43的第二端部43b回落,此时推杆43所处的高度不会对板料的运输造成阻碍。
51.参照图1和图4,压杆452包括压杆本体4521和滚轮4522。压杆本体4521远离底座451的端部向内开设有固定槽4523,压杆452上固定连接有中心轴杆4524,滚轮4522置于固定槽4523内,且滚轮4522与中心轴杆4524转动连接,当滑块42进入压杆本体4521下方时,滚轮4522在推杆43的上表面滚动,使推杆43进入压杆本体4521下方的过程更加顺畅。
52.推杆43远离滑块42的端部设置有缓冲部件5,推杆43在推动板料时,会产生冲击力,产生的冲击力可能对板料产生损坏,缓冲部件5可对推杆43移动产生的冲击力进行缓冲,减少作用到板料的冲击力,进而对板料进行保护。
53.参照图1和图4,缓冲部件5包括保护套51、缓冲垫52和紧固绳53,缓冲垫52抵靠在推杆43远离滑块42的端部,保护套51套设在推杆43的端部且缓冲垫52置于保护套51与推杆43之间,紧固绳53将保护套51绑紧在推杆43上。
54.操作人员可根据板料的材质选择合适的缓冲垫52,然后将缓冲垫52抵靠在推杆43的端部再将保护套51套设在推杆43外,最后使用紧固绳53将保护套51绑紧在推杆43上,完成缓冲垫52的固定,固定过程比较方便。
55.当需要更换新的缓冲垫52时,解除紧固绳53对保护套51的固定,将保护套51与推杆43分离然后使用新的缓冲垫52替换旧的缓冲垫52,再套设保护套51,最后使用紧固绳53进行固定,更换缓冲垫52的过程也比较方便。
56.由于pcb板的表面比较光滑,故pcb板在使用皮带输送机2运输的过程中,pcb板与第一输送带22以及第二输送带23的摩擦力较小,而皮带输送机2是借助pcb板与第一输送带22以及第二输送带23之间的摩擦力进行运输的,故在pcb板处于皮带输送机2与存储架1的交界处时,更容易卡住,故一种板料存储装置更加适用于pcb板的运输与存储。
57.本技术实施例一种板料存储装置的实施原理为:当传感器3检测到板料的存在后,将信号反馈给电动机,电动机正转,带动带轮461转动,带轮461转动带动传送带462转动,传送带462转动带动滑块42朝着靠近板料的方向移动,进而促使推杆43朝着靠近板料的方向移动,直至板料完全置于存储架1上,然后传感器3将板料离开的信号反馈给电动机,电动机反转,带动带轮461转动,带轮461转动带动传送带462转动,进而促使推杆43朝着靠近底座451的方向移动,直至推杆43位于压杆本体4521底部。
58.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。