自动化印刷机智能推车
1.相关申请的交叉引用
2.本技术根据35 u.s.c.
§
119(e)要求2019年6月13日提交的标题为automatedprinter smart cart[自动化印刷机智能推车]的共同未决美国专利申请序列号 62/861,035、2019年6月13日提交的标题为method and system forautomated changeover and replacement within a stencil printer [用于模版印刷机内的自动化更替和更换的方法和系统]的美国临时专利申请号 62/861,025、以及2019年6月13日提交的标题为automated printer roboticarm[自动化印刷机机械臂]的美国专利申请序列号62/861,031的权益,这些申请出于所有目的通过援引以其全文并入本文。
[0003]
发明背景
1.发明领域
[0004]
本技术总体上涉及用于在电子基板(例如,印刷电路板(pcb))上印刷粘性材料(例如,焊膏)的模版印刷机和相关方法,并且更具体地,涉及用于使这样的模版印刷机和方法完全自动化的系统和方法。
2.
背景技术:
[0005]
在制造表面安装印刷电路板时,可以使用模版印刷机来将焊膏印刷到电路板上。通常,将在其上沉积焊膏的具有焊盘图案或某一其他导电表面的电路板自动地送给到模版印刷机中;并且使用电路板上的一个或多个小孔或标记(称为“基准点”)在将焊膏印刷到电路板上之前将电路板与模版印刷机的模版或丝网正确对准。在一些系统中,使用实施为视觉系统的光学对准系统来将电路板与模版对准。
[0006]
一旦电路板已经与印刷机中的模版正确对准,电路板就升高至模版,焊膏分配到模版上,并且擦拭器刀片(或刮刀)横越模版以迫使焊膏穿过模版中的孔口而到电路板上。在刮刀移动经过模版时,焊膏倾向于在刀片前面滚动,这合乎需要地使焊膏混合和修剪以便达到期望的粘度来促进对丝网或模版中的孔口的填充。焊膏通常从标准盒分配到模版上。然后将模版与电路板分开,并且电路板与焊膏之间的粘附使大多数的材料留在电路板上。在印刷另外的电路板之前,在清洁过程中移除留在模版的表面上的材料。
[0007]
电路板印刷中的另一个过程涉及在焊膏已经沉积在电路板的表面上之后检查电路板。检查电路板对于确定可以制造出干净的电连接线来说是重要的。过多的焊膏可能会导致短路,而适当位置的焊膏太少可能会阻止电接触。通常,进一步采用视觉检查系统来提供对电路板上的焊膏的二维或三维检查。
[0008]
当今的模版印刷机需要人工干预才能执行例行操作。例如,在更替期间,操作者必须执行很多手动任务,诸如变换模版、更换焊膏盒、更换刮刀刀片、以及更换支撑工具。这些任务中的每一任务都需要操作者手动地执行任务。例如,在大多数的模版印刷机中,操作者必须将模版解锁、移除模版、正确插入更换用模版并且将更换用模版锁定在适当位置。更替操作可能要花费长达30分钟,在此期间模版印刷机不工作,这可能导致pcb生产线不工作。
[0009]
模版印刷机还需要人工干预来执行更换和/或补充操作。例如,向模版印刷机供应温度受控的焊膏的焊膏盒随时间推移(例如,在四个小时内或更少时间内)需要更换。受到正常磨损和拉伤的物品(诸如刮刀刀片和模版)在被损坏时可能需要定期更换。
技术实现要素:
[0010]
本公开内容的一方面涉及一种递送系统,该递送系统被配置成在模版印刷机内递送更替和/或更换物品。在一个实施例中,该递送系统包括:被配置成支撑更换和/或补充用物品的壳体,该壳体包括能够使该壳体沿着相对平坦的表面滚动的轮子或脚轮;至少一个搁架,该至少一个搁架被配置成储存该模版印刷机的物品;以及一个或多个装置,该一个或多个装置被配置成将物品从该递送系统输送至该模版印刷机以及从该模版印刷机输送至该递送系统。
[0011]
该递送系统的实施例可以进一步包括将递送系统配置成或者通过远程控制或者通过与该递送系统、该模版印刷机、生产线、和/或专用控制装置相关联的自动化控制装置来自动地移动。这些轮子或脚轮可以包括由马达和传动系驱动的轮子、以及与该递送系统、该模版印刷机、生产线、和/或专用控制装置相关联的控制装置。该至少一个搁架可以包括多个搁架,该多个搁架可以被配置成支撑新的和使用过的模版、新的和用尽/使用过的焊膏盒、新的和使用过的刮刀刀片、以及新的和使用过的工具。该多个搁架中的至少一个搁架被配置成在该壳体内竖直地移动以达到适合于与该模版印刷机一起操作的高度。该多个搁架中的一些搁架可以被设计为干净搁架,以支撑准备在该模版印刷机内使用的干净或新的物品,并且该多个搁架中的一些搁架被设计为脏搁架,以支撑要从该模版印刷机取走的使用过的物品。该壳体可以被配置成具有接口,该接口被设计为对接在设置在该模版印刷机上的对接站内。该一个或多个装置可以包括转盘式轮子,该转盘式轮子具有被配置成支撑焊膏盒的多个开放插槽。该转盘式轮子可以被配置成旋转以将焊膏盒呈现给该模版印刷机。该递送系统可以进一步包括传送机,该传送机被配置成从该递送系统和该模版印刷机递送和移除工具。该传送机可以位于该递送系统与该模版印刷机之间。该至少一个搁架和该传送机可以被配置成支撑工具并且将该工具定位在期望的高度。该至少一个搁架可以包括多个搁架,并且其中,该递送系统可以被配置成验证该递送系统的搁架上的新的正确物品、将使用过的物品定位在空搁架上、以及将该新的正确物品定位在该模版印刷机内的正确位置。该递送系统可以进一步包括控制器,该控制器被配置成基于该控制器获得的操作参数来控制该递送系统的操作。该控制器可以被配置成与该模版印刷机的控制器和/ 或与生产线相关联的控制器通信。该递送系统可以进一步包括可操作地联接至该控制器的显示器,该显示器被配置成显示该递送系统的操作参数。该控制器可以被配置成访问数据库,该数据库被提供来保持跟踪贮存在该递送系统上的物品。该数据库可以包括开放应用程序(app)架构并且被配置成将数据推送到该模版印刷机。该递送系统可以被配置成与该模版印刷机通信以将数据推送/拉动到该模版印刷机和/或生产线、和/或被配置成与该生产线直接通信。该数据库可以被配置成基于标识来检索关于物品的信息。该数据库可以进一步被配置成存储关于物品的附加信息、和/或在需要更换和/或补充时共享预测数据、和/或存储与物品的批号可追溯性相关联的数据。该一个或多个装置可以包括用于扫描和识别物品的扫描器。该扫描器可以被配置成读取与物品相关联的条形码以识别该物品。该扫描器可
以被配置成读取与物品相关联的 rfid以识别该物品。该递送系统可以被配置成控制该递送系统内的环境参数。这些环境参数可以包括焊膏盒的温度和/或湿度。该递送系统可以被配置成通过冷却储存的焊膏盒、加热准备好使用的膏盒以及冷却已经使用过但仍留有焊膏的焊膏盒来控制容纳在焊膏盒内的焊膏的温度。该递送系统可以通过与该递送系统相关联的自动引导载具(avg)技术进行移动或被远程地控制。该递送系统可以进一步包括被配置成获得物品的图像的视觉系统。该视觉系统与控制器相结合地、可以被配置成检查清洁度、损坏、磨损和标识可读性。该递送系统进一步包括专用电源。该专用电源可以包括电池,该电池被配置成给设置在递送系统内的自动化部件供电。该递送系统可以进一步包括控制器,该控制器被配置成与该模版印刷机执行关于物品传递的握手功能。该一个或多个装置包括机械臂。该机械臂包括多个铰接段,该多个铰接段可以移动抓持装置,该抓持装置在机械臂的端部处以期望的方向附接到机械臂。该机械臂可以包括基段,该基段可移除地连接到该递送系统的支撑结构,该基段可旋转地连接到第一铰接段,该第一铰接段可旋转地连接到第二铰接段。该抓持装置可以在该第二铰接段的端部处固定到该第二铰接段。该递送系统进一步可以包括控制器,该控制器被配置成操作该机械臂。如权利要求38所述的递送系统,其中,所述抓持装置被配置成向所述模版印刷机和从所述模版印刷机传递模版、焊膏盒、刮刀刀片和/或工具。该抓持装置可以在该控制器的控制下操作。该抓持装置可以被配置成固定到刮刀刀片以执行模版印刷操作。该机械臂进一步可以包括视觉系统,该视觉系统被配置成验证该模版印刷机上的所有被更换物品是正确的。
[0012]
本公开内容的另一方面涉及一种递送装置,该递送装置被配置成在模版印刷机内递送更替和/或更换物品。在一个实施例中,该递送装置包括壳体,该壳体被配置成支撑更换和/或补充用物品;至少一个支撑结构,该至少一个支撑结构被配置成储存该模版印刷机的物品;以及一个或多个装置,该一个或多个装置被配置成将物品从该递送装置输送至该模版印刷机以及从该模版印刷机输送至该递送装置。
[0013]
该递送装置的实施例可以进一步包括将递送装置配置成或者通过远程控制或者通过与该递送装置、该模版印刷机、生产线、和/或专用控制装置相关联的自动化控制来装置自动地移动。该递送装置进一步包括由马达和传动系驱动的轮子或脚轮、以及与该递送装置、该模版印刷机、生产线、和/或专用控制装置相关联的控制装置。该至少一个支撑结构可以包括包括多个支撑结构,该多个支撑结构被配置成支撑新的和使用过的模版、新的和用尽/使用过的焊膏盒、新的和使用过的刮刀刀片、以及新的和使用过的工具。该多个支撑结构中的至少一个支撑结构可以被配置成在该壳体内竖直地移动以达到适合于与该模版印刷机一起操作的高度。该多个支撑结构中的至少一个支撑结构可以被设计为干净支撑结构,以支撑准备在该模版印刷机内使用的干净或新的物品,并且该多个支撑结构中的至少一个支撑结构可以被设计为脏支撑结构,以支撑要从该模版印刷机取走的使用过的物品。该壳体可以被配置成具有接口,该接口被设计为对接在设置在该模版印刷机上的对接站内。该壳体可以包括至少一个销,该至少一个销被接收在与该模版印刷机相关联的至少一个引导件内以在完全对接该递送装置之前将该递送装置与该模版印刷机配准。该一个或多个设备可以包括转盘式轮子,该转盘式轮子具有被配置成支撑焊膏盒的多个开放插槽。该转盘式轮子可以被配置成旋转以将焊膏盒呈现给该模版印刷机。该递送装置可以进一步包括传送机,该传送机被配置成从该递送装置和该模版印刷机递送和移除工具。该传送机可
以位于该递送装置与该模版印刷机之间。该至少一个支撑结构和该传送机可以被配置成支撑工具并且将该工具定位在期望的高度。该至少一个支撑结构可以包括多个支撑结构。该递送装置可以被配置成验证该递送装置的支撑结构上的新的正确物品、将使用过的物品定位在空支撑结构上、以及将该新的正确物品定位在该模版印刷机内的正确位置。该递送装置可以进一步包括控制器,该控制器被配置成基于该控制器获得的操作参数来控制该递送装置的操作。该控制器可以被配置成与该模版印刷机的控制器和/或与生产线相关联的控制器通信。该递送装置可以进一步包括可操作地联接至该控制器的显示器,其中该显示器被配置成显示该递送系统的操作参数。该控制器可以被配置成访问数据库,该数据库被提供来保持跟踪贮存在该递送装置上的物品。该数据库可以包括开放应用程序(app)架构并且可以被配置成将数据推送到该模版印刷机。该递送装置可以被配置成与该模版印刷机通信以将数据推送/拉动到该模版印刷机和/或生产线、和/或被配置成与该生产线直接通信。该数据库可以被配置成基于标识来检索关于物品的信息。该数据库可以进一步被配置成存储关于物品的附加信息、和/或在需要更换和/或补充时共享预测数据、和/或存储与物品的批号可追溯性相关联的数据。该一个或多个设备可以包括用于扫描和识别物品的扫描器。该扫描器可以被配置成读取与物品相关联的条形码以识别该物品。该扫描器可以被配置成读取与物品相关联的 rfid标签以识别该物品。该递送装置可以被配置成控制该递送装置内的环境参数。这些环境参数可以包括焊膏盒的温度和/或湿度。该递送装置可以被配置成通过冷却储存的焊膏盒、加热准备好使用的焊膏盒以及冷却已经使用过但仍留有焊膏的焊膏盒来控制容纳在焊膏盒内的焊膏的温度。该递送装置可以通过与该递送装置相关联的自动引导载具(avg)技术进行移动或被远程地控制。该递送装置可以进一步包括被配置成获得物品的图像的视觉系统。该视觉系统与控制器相结合地、可以被配置成检查清洁度、损坏、磨损和标识可读性。该递送装置进一步可以是专用电源。该专用电源可以是电池,该电池被配置成给设置在递送装置内的自动化部件供电。该递送装置可以进一步包括控制器,该控制器被配置成与该模版印刷机执行与物品的传递相关联的握手功能。
附图说明
[0014]
附图并非旨在按比例绘制。在附图中,在各个附图中展示的每个相同或几乎相同的部件由相同的附图标记表示。出于清楚的目的,在每个附图中并非每个部件都可能加以标记。在附图中:
[0015]
图1是模版印刷机的前视图;
[0016]
图2是模版印刷机的前视立体图;
[0017]
图3是图2中所展示的模版印刷机的俯视平面图,其中一些部分被移除;
[0018]
图4是示出更换模版印刷机内的模版的方法的图;
[0019]
图5是示出更换模版印刷机内的焊膏盒的方法的图;
[0020]
图6是示出更换模版印刷机内的刮刀刀片的方法的图;
[0021]
图7是示出更换模版印刷机内的用于支撑基板的工具的方法的图;
[0022]
图8是本公开内容的实施例的可移动推车的示意图,该可移动推车靠近模版印刷机;
[0023]
图9是被配置成将模版递送到模版印刷机和从模版印刷机接收模版的可移动推车
的示意图;
[0024]
图10是被配置成将物品递送到模版印刷机和从模版印刷机接收物品的可移动推车的示意图;
[0025]
图11是被配置成将物品递送到模版印刷机和从模版印刷机接收物品的可移动推车的示意图;
[0026]
图12是被配置成将工具递送到模版印刷机和从模版印刷机接收工具的可移动推车的示意图;
[0027]
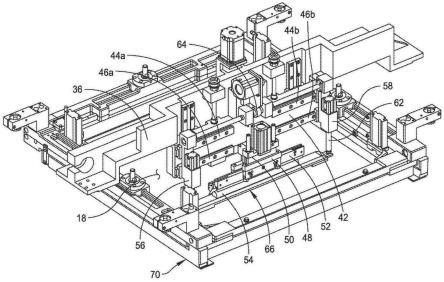
图13是本公开内容的实施例的机械臂的立体示意图,该机械臂被配置成操纵具有两个刀片的刮刀刀片;
[0028]
图14是刀片的立体示意图;
[0029]
图15是本公开内容的实施例的机械臂的另一示意图;
[0030]
图16是本公开内容的实施例的机械臂的示意图,该机械臂安装在模版印刷机内;
[0031]
图17是本公开内容的实施例的机械臂的示意图,该机械臂安装在模版印刷机内的不同位置;以及
[0032]
图18是本公开内容的另一实施例的机械臂的示意图,该机械臂安装在模版印刷机外部的位置。
具体实施方式
[0033]
本公开内容总体上涉及材料施加机器(在本文中称为“模版印刷机”、“丝网印刷机”、“印刷机器”或“印刷机”)以及在表面安装技术(smt)生产线中使用且被配置成将装配材料(例如,焊膏、导电油墨或封装材料)施加到基板(例如,印刷电路板,在本文中称为“电子基板”、“电路板”、“板”、“pcb”、“pcb基板”、“基板”或“pcb板”)上或执行诸如检查、返工或将电子部件布置在基板上的其他操作的其他设备。具体地,下面参考用来生产印刷电路板的模版印刷机描述本公开内容的实施例。
[0034]
仅出于说明的目的而不是限制通用性,现在将参考附图详细描述本公开内容。本公开内容不将其应用限于在以下说明书中阐述或在附图中展示的部件的构造和布置的细节。本公开内容中阐述的原理能够用于其他实施例并且能够以各种方式来实践或执行。同样,本文所使用的措词和术语是出于描述的目的,并且不应被视为限制。对本文中以单数形式提及的系统和方法的示例、实施例、部件、元件或动作的任何提及也可以涵盖包括复数的实施例,并且对本文中任何实施例、部件、元件或动作的复数形式的任何提及也可以涵盖仅包括单数的实施例。单数或复数形式的提及并不旨在限制当前公开的系统或方法、它们的部件、动作或元件。本文中“包括”、“包含”、“具有”、“含有”、“涉及”及其变体的使用意在涵盖其后列出的项目及其等同物以及其他项目。对“或”的提及可以被解释为包括性的,由此使用“或”描述的任何项可以指示所描述项中的单个项、多个项以及所有项中的任一者。另外,在本文件与通过引用并入本文的文件之间的术语用法不一致的情况下,并入的引用文件中的术语用法是对本文件的术语用法的补充;对于无法协调的不一致,以本文件中的术语用法为准。
[0035]
出于说明的目的,现在将参考用于将装配材料(诸如焊膏)印刷到电路板上的模版印刷机来描述本公开内容的实施例。然而,本领域技术人员将了解,本公开内容的实施例不
限于将焊膏印刷到电路板上的模版印刷机,而是可以用于需要分配诸如胶水和密封剂的其他粘性装配材料的其他应用。例如,设备可以用于印刷用作芯片级封装件的底部填充物的环氧树脂。此外,根据本公开内容的实施例的模版印刷机不限于在电路板上印刷装配材料的那些印刷机,而是包括用于在诸如半导体晶片的多种基板上印刷其他材料的那些印刷机。另外,术语丝网和模版在本文中可以互换地使用,以描述印刷机中用于限定将要印刷到基板上的图案的装置。在某些实施例中,模版印刷机可以包括由马萨诸塞州霍普金顿的itw电子装配设备公司(itw electronic assemblyequipment)供应的或edison
tm
系列模版印刷机平台。示例性模版印刷机总体上用图1中的附图标记5指示。在此实施例中,模版印刷机5是由马萨诸塞州霍普金顿的itw电子装配设备公司供应的系列模版印刷机平台。
[0036]
参考图2,总体上用附图标记10指示本公开内容的实施例的模版印刷机。如图所示,模版印刷机10包括机架12,该机架支撑模版印刷机的部件。模版印刷机的部件可以部分地包括控制器14、显示器16、模版18以及总体上用附图标记20指示的印刷头或印刷头组件,该印刷头或印刷头组件被配置成以下面更详细地描述的方式施加焊膏。
[0037]
如图2所示并且在下面描述,模版和印刷头组件可以适当地联接或以其他方式连接到机架12。在一个实施例中,印刷头组件20可以安装在印刷头组件门架22上,该印刷头组件门架可以安装在机架12上。印刷头组件门架22使得印刷头组件20能够在控制器14的控制下沿y轴方向移动并且在印刷头组件接合模版18时在印刷头组件上施加压力。在某一实施例中,印刷头组件20可以布置在模版18上方并且可以在 z轴方向上降低至接触并密封地接合模版。
[0038]
模版印刷机10还可以包括具有轨道(未示出)的传送机系统,以用于将印刷电路板(在本文中有时称为“印刷布线板”、“基板”或“电子基板”)输送到模版印刷机中的印刷位置。轨道在本文中有时可以称为“牵引机送给机构”,其被配置成将电路板送给、装载或以其他方式递送到模版印刷机的工作区域(其在本文中可以称为“印刷巢”)并且将电路板从印刷巢卸载。
[0039]
另外参考图3,模版印刷机10具有用于支撑电路板29(用虚线示出)的支撑组件28,该支撑组件升高并固定电路板,使得该电路板在印刷操作期间保持稳定。在某些实施例中,基板支撑组件28还可以包括特定的基板支撑系统,例如牢固的支撑件、多个销或柔性工具,该基板支撑系统在电路板处于印刷位置时位于电路板下方。基板支撑系统可以部分地用于支撑电路板的内部区域,以防止电路板在印刷操作期间挠曲或翘曲。
[0040]
在一个实施例中,印刷头组件20可以被配置成从源(诸如分配器,例如焊焊膏盒)接收焊膏,该源在印刷操作期间向印刷头组件提供焊膏。代替焊膏盒,可以采用其他供应焊膏的方法。例如,焊膏可以手动地沉积在刀片之间或从外部源沉积。另外,在某一实施例中,控制器14可以被配置成使用具有适合操作系统(诸如由微软公司提供的microsoft 操作系统)的个人计算机,该个人计算机具有专门针对应用程序的软件以控制模版印刷机10的操作。控制器14可以与用来控制制造电路板的生产线的主控制器联网。
[0041]
在一种配置中,模版印刷机10操作如下。使用传送机轨道将电路板29装载到模版印刷机10中。支撑组件28将电路板29升高并固定在印刷位置。然后在z轴方向上降低印刷头组件20,直到印刷头组件的刀片以期望的压力接触模版18为止。然后通过印刷头组件门架
22使印刷头组件20在y轴方向上移动经过模版18。印刷头组件20将焊膏穿过模版18中的孔口沉积到电路板29上。一旦印刷头组件跨过这些孔口完全地横越过模版18,就将印刷头组件抬高离开模版并且将电路板29降低回到传送机轨道上。从模版印刷机10释放电路板29并输送电路板,使得可以将第二电路板装载到模版印刷机中。为了在第二电路板29上印刷,在z轴方向上将印刷头组件降低至与模版接触并且在与用于第一电路板的方向相反的方向上移动经过模版18。
[0042]
可以提供成像系统30以用于在印刷之前将模版18与电路板29对准并且在印刷之后检查电路板的目的。在一个实施例中,成像系统30可以设置在模版18与支撑组件28之间,电路板支撑在该支撑组件上。成像系统30联接到成像门架32以移动成像系统。在一个实施例中,成像门架32可以联接到机架12,并且包括在机架12的侧轨之间延伸的梁,以提供成像系统30沿y轴方向在电路板29上的来回移动。成像门架32还可以包括滑架装置,该滑架装置容纳成像系统30并且被配置成沿着梁的长度在x轴方向上移动。用于移动成像系统30的成像门架32的构造在焊膏印刷领域中是众所周知的。这种布置使得成像系统30可以位于模版18下方且在电路板29上方的任何位置,以分别捕获电路板或模版的预定义区域的图像。
[0043]
在向电路板施加一次或多次焊膏之后,过多的焊膏可以积聚在模版18的底部处,并且模版擦拭器组件(总体上用附图标记34指示)可以在模版下方移动以移除过多的焊膏。在其他实施例中,模版18可以在模版擦拭器组件的上方移动。
[0044]
模版印刷机内的自动化更替和更换
[0045]
如前面提到的,模版印刷机需要人工干预来执行某些零件的更换和/或补充操作。例如,典型的模版需要在某一时间段(例如,四小时)之后更换。而且,对于不同的生产轮次,模版需要更换。另外,向模版印刷机供应温度受控的焊膏的焊焊膏盒随时间推移(例如,在四个小时内或更少时间内)需要更换。不同的生产轮次可能需要不同的焊膏材料。需要定期更换的另一物品是在使用期间经受磨损的刮刀刀片。而且最后,当从一个生产产品变换到另一个生产产品时,用于将基板支撑在印刷位置的工具要更换。
[0046]
参考图4,更换模版的方法总体上用附图标记40指示。模版用于将焊膏印刷到印刷电路板上。模版通常由不锈钢或镍制造而成。如图所示,当在附图标记41处或者因为新的生产轮次或者因为已有模版的磨损而对新的模版作出请求时,在附图标记 42处从模版库房获得干净的模版并且在附图标记43处将该模版输送到由“印刷机1”、“印刷机2”和“印刷机3”标识的若干模版印刷机中的一者。模版印刷机可以是用于制造印刷电路板的单个生产线的组成部分或是若干生产线的组成部分。模版印刷机的数量可以变化。在生产线上,将“脏的”或用过的模版从模版印刷机移除,并且将“干净的”或新的模版插入模版印刷机中并进行固定以供使用。在附图标记44处将脏模版输送到模版清洁站45,在该模版清洁站中模版被清洁并且准备重复使用。一旦被清洁,在附图标记46处就将模版输送回到干净模版库房42,在该干净模版库房中,模版准备在相同或不同的生产轮次期间重新使用。
[0047]
参考图5,更换焊膏盒的方法总体上用附图标记50指示。如图所示,当在附图标记51处或者因为新的生产轮次或因为现有焊膏盒用尽而发出对新焊膏盒的请求时,在附图标记52处从焊膏盒库房获得新的焊膏盒并且在附图标记53处将该焊膏盒输送到由“印刷机1”、“印刷机2”和“印刷机3”标识的若干模版印刷机中的一者。模版印刷机可以是用于制造印刷电路板的单个生产线的组成部分或是若干生产线的组成部分。模版印刷机的数量可以
变化。在此实施例中,焊膏盒在库房52中的储存以及焊膏盒在附图标记53的输送应在适合于保存焊焊膏盒内容纳的焊膏的温度和/或气候受控的环境中进行。在生产线,将“用尽的”或用过的焊膏盒从模版印刷机移除,并且将“满的”或新的焊膏盒插入模版印刷机中并进行固定以供使用。在附图标记 54处将用尽的焊膏盒输送到站55,在该站中,保留焊膏盒(因为它未被完全使用) 或保留焊膏盒以便再循环。一旦被保留或再循环,在附图标记56处就将焊膏盒输送回到焊膏盒库房52,在该焊膏盒库房中,焊膏盒准备在相同或不同的生产轮次期间使用。
[0048]
参考图6,更换一个刮刀刀片或一对刮刀刀片的方法总体上用附图标记60指示。如图所示,当在附图标记61处或者因为新的生产轮次或者因为检测到现有的刮刀刀片有缺陷而发出对刮刀刀片的请求时,在附图标记62处从刮刀刀片库房获得新的刮刀刀片并且在63处将该刮刀刀片输送到由“印刷机1”、“印刷机2”和“印刷机3”标识的若干模版印刷机中的一者。模版印刷机可以是用于制造印刷电路板的单个生产线的组成部分或是若干生产线的组成部分。模版印刷机的数量可以变化。在生产线上,将用过的刮刀刀片从模版印刷机移除,并且将新的刮刀刀片插入模版印刷机中并进行固定以供使用。在附图标记64处将用过的刮刀刀片输送到站65,在该站中检查刮刀刀片,并且如果能利用,则进行清洁以便重复使用。如果有缺陷,则以负责的方式将刮刀刀片报废。一旦被清洁,在附图标记66处就将刮刀刀片输送回到刮刀刀片库房 62,在该刮刀刀片库房中,刮刀刀片在相同或不同的生产轮次期间准备好使用。
[0049]
参考图7,更换用于将基板支撑在印刷位置的工具的方法总体上用附图标记70 指示。如图所示,当在附图标记71处或者因为新的生产轮次或者因为检测到现有的工具有缺陷而发出对新工具的请求时,在附图标记72处从工具库房获得新的工具并且在附图标记73处将该工具输送到由“印刷机1”、“印刷机2”和“印刷机3”标识的若干模版印刷机中的一者。模版印刷机可以是用于制造印刷电路板的单个生产线的组成部分或是若干生产线的组成部分。模版印刷机的数量可以变化。在生产线上,将用过的工具从模版印刷机移除,并且将新的工具插入模版印刷机中并进行固定以供使用。在附图标记74处将用过的工具输送到站75,在该站中检查工具,并且如果能利用,则进行清洁以便重复使用。如果有缺陷,则以负责的方式将工具报废。一旦被清洁,在附图标记76处就将工具输送回到工具库房72,在该工具库房中,工具准备在相同或不同的生产轮次期间使用。
[0050]
可移动推车
[0051]
本公开内容的实施例涉及一种递送系统,该递送系统被配置成使模版印刷机的更替过程自动化并且实施参考图4至图7描述的一个或多个方法。在一个实施例中,递送系统包括可移动推车,该可移动推车被配置成接合模版印刷机以向模版印刷机供应和接收更换和补充用零件和材料。例如,模版印刷机可以包括被配置成接收可移动推车的对接站。对接站可以包括接口,该接口使得可移动推车能够与模版印刷机通信。单个可移动推车可以被配置成包括更替用模版、更换用模版、更换用焊膏盒、补充用焊膏盒、更换用刮刀刀片、补充用刮刀刀片以及更换用支撑工具。在更替期间,例如,模版印刷机必须被重新配置以生产不同的物品。因此,在模版印刷机内可以采用新的模版、不同类型的焊膏、具有不同长度的新刀片以及用于容纳不同基板的新支撑工具,以生产不同的产品。其他物品可以进一步被更换和/或补充,诸如模版擦拭器中使用的纸和溶剂。
[0052]
本文中描述的更替过程可以通过被配置成更换和/或补充每个物品的单个可移动推车来实现。在其他实施例中,可以提供多于一个可移动推车。例如,对于模版更替,可移动推车被配置成支撑预定数量的模版。可移动推车和/或模版印刷机可以被配置成识别模版、储存模版、将模版输送到模版印刷机和从模版印刷机输送模版、检查模版以及与模版印刷机相互作用。可移动推车还可以被配置成从模版印刷机移除使用过的零件,诸如模版。
[0053]
该可移动推车或另一可移动推车被配置成支撑预定数量的焊膏盒,这些焊膏盒被选择用于特定的一天或特定时间段预期的生产轮次。可移动推车和/或模版印刷机可以被配置成识别焊膏盒、将焊膏盒储存在适当的环境中、将焊膏盒输送到模版印刷机和从模版印刷机输送焊膏盒、检查焊膏盒以及与模版印刷机相互作用。可移动推车还可以被配置成从模版印刷机移除使用过的零件,诸如焊膏盒。另外,可移动推车可以被配置成长期储存焊膏盒。在一个实施例中,焊膏的长期储存可以通过在0至10℃(32
°
f至50
°
f)下冷藏来实现。焊膏盒可以存储在可移动推车中的某个位置以维持这个温度范围。在另一实施例中,可移动推车可以被配置成在使用之前对焊膏盒进行预热以将该焊膏盒准备好在模版印刷机中使用。
[0054]
该可移动推车或另一可移动推车被配置成支撑预定数量的刮刀刀片,这些刮刀刀片被选择用于特定的一天或特定时间段预期的生产轮次。可移动推车和/或模版印刷机可以被配置成识别刮刀刀片、储存刮刀刀片、将刮刀刀片输送到模版印刷机和从模版印刷机输送刮刀刀片、检查刮刀刀片以及与模版印刷机相互作用。可移动推车还可以被配置成从模版印刷机移除使用过的零件,诸如刮刀刀片。
[0055]
该可移动推车或另一可移动推车被配置成支撑用于将印刷电路板支撑在印刷位置的预定数量的工具,这些工具被选择用于特定的一天或特定时间段预期的生产轮次。可移动推车和/或模版印刷机可以被配置成识别工具、储存工具、将工具输送到模版印刷机和从模版印刷机输送工具、检查工具以及与模版印刷机相互作用。可移动推车还可以被配置成从模版印刷机移除使用过的零件,诸如工具。
[0056]
本公开内容的实施例还涉及一种递送系统,该递送系统被配置成使模版印刷机的补充过程自动化。在一个实施例中,递送系统包括可移动推车,该可移动推车被配置成接合模版印刷机以向模版印刷机供应和接收更换和补充用零件和材料。例如,模版印刷机可以包括被配置成接收可移动推车的对接站。对接站可以包括接口,该接口使得可移动推车能够与模版印刷机通信。单个可移动推车可以被配置成包括更替用模版、更换用模版、更换用焊膏盒、补充用焊膏盒、更换用刮刀刀片、补充用刮刀刀片以及更换用支撑工具。在补充期间,例如,必须定期地补充模版印刷机的关键消耗品。在一个示例中,焊膏盒在耗尽时需要更换。其他物品可以进一步被补充,诸如模版擦拭器中使用的纸和溶剂。
[0057]
本文中描述的补充过程可以通过被配置成补充所有可补充物品的单个可移动推车来实现。在其他实施例中,可以提供多于一个可移动推车。例如,对于模版补充,可移动推车被配置成支撑若干更换用焊膏盒。可移动推车和/或模版印刷机可以被配置成识别更换用焊膏盒、储存焊膏盒、将焊膏盒输送到模版印刷机和从模版印刷机输送焊膏盒、检查焊膏盒以及与模版印刷机相互作用。可移动推车还可以被配置成从模版印刷机移除使用过的物品,诸如用尽的焊膏盒。
[0058]
可移动推车被配置成支撑若干更换用刮刀刀片。可移动推车和/或模版印刷机可
以被配置成识别更换用刮刀刀片、储存刮刀刀片、将刮刀刀片输送到模版印刷机和从模版印刷机输送刮刀刀片、检查刮刀刀片以及与模版印刷机相互作用。可移动推车还可以被配置成从模版印刷机移除使用过的物品,诸如用过的或有缺陷的刮刀刀片。
[0059]
参考图8,在一个实施例中,总体上用附图标记80指示的可移动推车包括机架或壳体82,该机架或壳体被配置成支撑更换和/或补充用物品。如图所示,机架82是大体矩形的并且被支撑在轮子或脚轮上,每个轮子或脚轮用附图标记84指示。在一个实施例中,可移动推车80被配置成由操作者通过推动可移动推车的壳体82来手动地移动。在此实施例中,可移动推车80可以被配置有推杆或把手。在另一实施例中,可移动推车80被配置成通过远程控制手段或通过与可移动推车、模版印刷机10、生产线相关联的自动化控制手段和/或一些其他专门控制手段来自动地移动。在此实施例中,可移动推车80可以包括由适合的马达和传动系驱动的轮子,并且与可移动推车、模版印刷机10、生产线相关联的控制手段和/或一些其他专门控制手段被配置成控制可移动推车。可移动推车80还可以包括一个或多个传感器和/或视觉系统,例如相机,以将可移动推车从例如库房引导到模版印刷机。
[0060]
可移动推车80包括被配置成储存模版印刷机10的物品的一个或多个搁架,每个搁架用附图标记86指示。例如,搁架86可以专门被设计成支撑新的和使用过的模版、新的和用尽/使用过的焊膏盒、新的和使用过的刮刀刀片,以及新的和使用过的工具。一个或多个搁架86可以被配置成在壳体82内竖直地移动以达到适合于用模版印刷机 10操作的高度。一些搁架86可以被指定为“干净搁架”以支撑准备在模版印刷机10 内使用的干净或新的物品。一些搁架86可以被指定为“脏搁架”以支撑要从模版印刷机10取走的使用过的物品。搁架86可以彼此分开特定的距离以接收各种物品。例如,搁架86可以彼此隔开3/8英寸到11/2英寸,以适应模版机架厚度。
[0061]
可移动推车80可以被配置有用于将物品从可移动推车输送到模版印刷机10以及从模版印刷机输送到可移动推车的一个或多个装置。例如,该装置可以包括抓爪,用以抓住诸如焊膏盒的物品,以将用尽的焊膏盒从模版印刷机移动到可移动推车80的托盘、并且将满的焊膏盒从可移动推车移动到模版印刷机10。
[0062]
可移动推车80可以被配置有接口,该接口被设计成在设置于模版印刷机10上的对接站内形成对接。在图8所展示的一个实施例中,可移动推车80包括接口110,该接口被配置成从机械接口和电子通信接口两者在模版印刷机10的对接站112内形成对接。在特定实施例中,可移动推车80可以被配置有独特机械接口,它与模版印刷机10的独特机械接口配合。独特机械接口可以包括几何特征。在图9所展示的另一实施例中,可移动推车80可以被配置有销(各自用附图标记114指示),所述销被接纳在与模版印刷机10相关联的引导件(各自用附图标记116指示)内以在完全对接可移动推车之前将可移动推车与模版印刷机配准。可以使用其他类型的引导件,诸如电/磁引导件、视觉引导件、传感器、闩锁等。当在模版印刷机10的对接站内对接时,可移动推车80可以物理地接合模版印刷机或与模版印刷机隔开。
[0063]
参考图9和图10,可移动推车80可以特别地适合于在模版印刷机10内更换模版(各自用附图标记18指示)。搁架86被配置成支撑往返进出模版印刷机10的模版 18。搁架86可以被配置成在竖直方向上移动以达到期望的高度。将在下面更详细地描述的与可移动推车80相关联的装置可以被配置成一旦模版处于期望的高度,就从可移动推车将模版18移动进出模版印刷机10。模版18的移动可以在与可移动推车 80、模版印刷机10和/或生产线相关
联的控制器的控制下自动地实现。图10展示了支撑在可移动推车的搁架86上的模版18。图10也展示了可移动推车,在可移动推车的顶表面上具有支撑工具90(例如,销)。
[0064]
参考图11和图12,可移动推车80特别地适合于更换模版印刷机10内的其他物品,诸如焊膏盒。在一个实施例中,可移动推车80包括转盘式轮子92,该转盘式轮子具有被配置成支撑焊膏盒的多个开放槽口(各自用附图标记94指示)。示例性焊膏盒在图12中用附图标记96指示。转盘式轮子92可以被配置成旋转以将焊膏盒呈现给模版印刷机10。与可移动推车80相关联的装置可以被配置成从可移动推车的转盘式轮子92将焊膏盒移动进出模版印刷机。焊膏盒的移动可以在与可移动推车80、模版印刷机10和/或生产线相关联的控制器的控制下自动地实现。
[0065]
在一个实施例中,可移动推车80可以被配置成定位并到达在模版印刷机10的印刷头后面的膏分配器。容纳焊膏盒的转盘式轮子92位于可移动推车80的表面上,在该表面上,与转盘式轮子相关联的转送机构给予新的焊膏盒。可以提供夹送辊以使焊膏盒旋转以及读取/验证设置在焊膏盒上的预定识别标记120(图12)。在一个实施例中,预定识别标记120可以是条形码,该条形码被配置成由成像系统30或由与可移动推车80相关联的成像系统读取。在另一实施例中,预定识别标记可以实施为由读取器读取的rfid标签。使用过的焊膏盒可以存放在设于转盘式轮子92中的开放槽口94内。
[0066]
再来参考图11,在一个实施例中,可移动推车80包括由适合的马达和传动系(用 122指示)驱动的轮子84以及控制装置,诸如被配置成控制可移动推车的移动的远程控制装置124。可移动推车80还包括电源126,例如电池,以经由马达和传动系 122为可移动推车的移动供电。
[0067]
参考图13,可移动推车80被配置成从模版印刷机10递送和移除工具98。在所示的实施例中,传送机组件100位于可移动推车80与模版印刷机10之间。传送机组件100可以是专用传送机或用于模版印刷机10的传送机系统的组成部分。可移动推车80的搁架86被配置成支撑工具98并且将工具定位在期望的高度。类似地,传送机组件100被配置成在期望高度从可移动推车80接收工具98并且将工具输送到模版印刷机10。传送机组件100还被配置成在期望高度从模版印刷机10接收工具98并且将工具输送回到可移动推车80。例如,在更替操作期间,可能需要新的工具98。可移动推车80和传送机组件100被配置成从模版印刷机10移除工具98并且经由传送机组件将使用过的工具输送到可移动推车。新的工具98从可移动推车80移除并且经由传送机组件100输送到模版印刷机10。
[0068]
在一些实施例中,当改变模版印刷机10内的模版时,可移动推车80可以被配置成验证可移动推车上的新的正确模版、将使用过的模版定位在可移动推车的空搁架 86上、将新的正确模版以适当的位置和取向定位在模版印刷机内。
[0069]
在一些实施例中,可移动推车80可以被配置成通过从刮刀刀片清除或以其他方式移除使用过的膏来清洁刮刀刀片。
[0070]
在一些实施例中,可移动推车80可以被配置成通过从印刷头20松开刮刀刀片并且将使用过的刮刀刀片定位在可移动推车的向外开放搁架86上来更换使用过的刮刀刀片。从可移动推车80取得新的刮刀刀片并且安装在模版印刷机10的印刷头20上。
[0071]
在一些实施例中,可移动推车80包括控制器,该控制器适于基于由控制器获得的操作参数来控制可移动推车的操作。控制器可以被配置成与模版印刷机10的控制器14和/
或与生产线相关联的控制器通信。在具有多个可移动推车80的一个实施例中,控制器可以实施为设置在每个可移动推车中的多个控制器,该多个控制器通过控制器域网(can)总线或其他类型的网络彼此通信。在其他实施例中,可以提供主控制器来控制可移动推车80的控制器的操作。每个可移动推车80可以设置有显示器,该显示器可操作地联接到控制器。显示器适于显示可移动推车的操作参数,诸如但不限于干净的和使用过的模版的数量、满的和用尽/使用过的焊膏盒的数量、新的和使用过的刮刀刀片的数量、和/或新的和使用过的工具的数量。可以提供适合的监视器来获得这种信息。替代性地,或除了前述实施例之外,操作参数可以显示在设置于模版印刷机10内的显示器16和/或与生产线相关联的显示器上。
[0072]
在其他实施例中,可移动推车80可以由模版印刷机10的控制器14和/或与生产线相关联的控制器控制。控制器可以是专用于一个或多个可移动推车80的控制器。
[0073]
在一些实施例中,用于可移动推车80上的物品的材料标识可以包括用于操纵物品的装置以及用于扫描和识别物品的扫描器。例如,对于焊膏盒96,可移动推车80 可以被配置成包括夹送轮以使焊膏盒旋转来将设置在焊膏盒上的代码或预定识别标记与设置在可移动推车上的扫描器对准。系统被配置成将与焊膏盒96相关联的材料标识与用于模版印刷机10的配方、生产时间等相联系。在一个实施例中,可以实现用于识别物品的条形码。例如,条形码可以包括用于upc代码的1d扫描器、用于 qrc代码的2d扫描器、施加在物品上的印刷标志、或蚀刻在物品上的激光蚀刻标志。在另一实施例中,可以实现用于识别物品的rfid系统。例如,rfid系统可以包括施加到物品的rfid标签以及与可移动推车80相关联的rfid读取器。在rfid系统中,不需要读取器与物品之间的直线视野(line-of-site)。另外,不需要扫描来识别可移动推车80内的所有物品。在另一实施例中,可以实现用于识别物品的成像或视觉系统。视觉系统可以是类似于与模版印刷机10相关联的成像系统30的成像系统,并且可以连接在模版印刷机上、模版印刷机外或可移动推车80上。
[0074]
在一些实施例中,提供数据库来对贮存在可移动推车80上的物品保持跟踪。在一个实施例中,数据库可以包括开放应用程序(app)架构并且被配置成将数据推送到模版印刷机10。可移动推车80可以被配置成与模版印刷机10通信以将数据推送/ 拉动到模版印刷机和/或生产线,或者被配置成与生产线直接通信。数据库可以包括作业信息或材料信息。数据库还可以和与生产线、模版印刷机10或这两者相关联的制造执行系统(mes)通信。mes系统可以被配置成知道某个生产轮次需要哪些材料。可移动推车80可以被配置成与mes系统通信以调整物品向模版印刷机10的递送。
[0075]
数据库还可以被配置成基于标识(例如,条形码号码)来检索关于物品的信息。在一个实施例中,可以提供中央管理系统,其中模版印刷机10和/或可移动推车80 被编程以接受来自可移动推车的材料。可移动推车80被编程为更新数据库以识别可移动推车上的材料、从网络将信息加载到与可移动推车和/或模版印刷机10相关联的数据库中,该信息被绑定回到mes系统。
[0076]
数据库还可以被配置成存储附加的信息,诸如使用和消耗。数据库可以被配置成本地或远程地存储信息,并且可以被配置成存储与一个或多个生产轮次相关联的数据。例如,数据库可以被配置成获得并存储数据,该数据包括但不限于模版、焊膏盒、刮刀刀片和工具的可追溯性、焊膏用量、循环等。
[0077]
数据库可以被配置成在需要更换/补充时共享预测数据。例如,就存储与焊膏盒相关的信息而言,数据库可以被配置成执行以下一项或多项:存储关于焊膏盒何时需要补充的信息;在焊膏盒的焊膏低量的情况下执行某一功能;触发焊膏盒低量的警报和/或报告;向与模版印刷机10和/或生产线相关联的库存控制系统发信号;基于操作参数和实际使用以及上游/下游设备活动对消耗品用量进行分析;预测(对模版印刷机和/或对可移动推车80)更换或维护;以及在多个位点上相互关联以预测何时换掉焊膏盒。数据库可以被配置成共享对其他可改变/可消耗物品(诸如对模版、焊膏盒、刮刀刀片和工具)的预测数据。
[0078]
数据库可以被配置成存储与批量可追溯性相关联的数据。另外,提供模版的板或模版机架的rfid或机械键连接以确保在这些物品插入模版印刷机10中时的正确对准/取向/方向/前后/上下位置。这个信息可以用于在物品从仓库输送之前和/或在物品安装在模版印刷机10中之前验证正确的取向和/或装配。低成本读取器可以执行这个功能。
[0079]
返回参考图11,在一个实施例中,远程控制装置124可以被配置成经由云132 或isp与数据库130通信,以提供上述功能。在一个实施例中,数据库130可以是模版印刷机10或可移动推车80或生产线的计算机控制系统的组成部分。
[0080]
在一些实施例中,可移动推车80可以被配置成储存材料。可移动推车80可以被配置成灵活适应材料来自和去往的位置。另外,可移动推车80可以被配置成识别特定材料位于可移动推车上的位置。在某些实施例中,不论通过自动递送还是通过人工递送,所述位置是在可移动推车80上和/或在模版印刷机10的远程位置、本地位置。如上所述,可移动推车80可以被配置成控制环境参数。例如,可移动推车80可以被配置成通过冷却储存的焊膏盒、加热准备好使用的焊膏盒以及冷却已经使用过但仍留存焊膏的焊膏盒来控制容纳在焊膏盒内的焊膏的温度。在一个实施例中,壳体82可以是隔热的,并且可以提供冷却/加热单元134(图11)来冷却或加热壳体的内部以及因此冷却或加热焊膏盒。可移动推车80还可以被配置成基于即将到来的生产来预测何时开始加热/冷却焊膏盒、跟踪保存期限的时间并且在正确的时间将每个焊膏盒单独地控制到适当的温度。在其他实施例中,可移动推车80可以包括盒推射器 (shooter)以移动焊膏盒。可移动推车80还可以被配置成控制湿度以避免冷凝物。可移动推车80还可以被配置成在干净的环境,例如标准机械接口(smif)环境中操作。
[0081]
在一些实施例中,可移动推车80可以被配置成执行库存控制。具体地,可移动推车80可以被配置成识别材料位于哪里、使用了多少材料、如何使用材料、何时使用材料、将材料和关于材料的信息与客户库存控制系统相联系,以及跟踪每个板或多批次的板消耗的材料类型。
[0082]
在一些实施例中,可移动推车80可以被配置成组织储存在可移动推车上的物品。如先前所述,在一个实施例中,可以提供一个可移动推车80来储存、输送和递送多个资源,包括但不限于模版、焊膏盒、刮刀刀片和工具。在另一实施例中,可移动推车80可以被配置成储存单个资源或物品、将其输送和递送到模版印刷机10。例如,可移动推车80可以被配置成储存多个模版。可移动推车80可以被配置成为多个生产线提供服务。在另一实施例中,可移动推车80可以被配置成为一个模版印刷机10提供服务。
[0083]
在一些实施例中,可移动推车80可以被配置成将物品从可移动推车输送到模版印刷机10和从模版印刷机输送到可移动推车,并且能够考虑到可移动推车与模版印刷机之间
的高度差。输送可以是自动化的或手动的。在一个实施例中,可移动推车 80可以通过与可移动推车相关联的自动引导载具(avg)技术进行移动或被远程地控制。在另一实施例中,可移动推车80可以被配置成自主地移动。在另一实施例中,可移动推车80可以被配置成手动地移动。在又一实施例中,可移动推车80可以被配置成自动地和/或手动地移动储存在可移动推车上的物品。例如,可移动推车80可以被配置成自动地移动物品,并且可以提供其中手动地移动物品的预先计划的活动的中断。
[0084]
在一些实施例中,与执行可移动推车80的输送功能相关联的时间可以被编程为考虑到换班(例如,人员轮班)、排入日程的维护、按需活动(例如,配方变化)以及预测事件(及时更换)。时间可以被编程为满足具有一个或多个可移动推车80的多个生产线平衡控制要求,以及满足生产线上的实时按需材料供应需求。
[0085]
在一些实施例中,可移动推车80被配置成执行检查。例如,可移动推车80可以检查在推车上和离开推车的物品,包括模版、焊膏盒、刮刀刀片和工具。在一个实施例中,与可移动推车相关联的视觉系统可以被配置成获得物品的图像。与控制器相结合的视觉系统可以被配置成检查清洁度、损坏、磨损和标识可读性,例如,条形码标签被磨损、变脏或撕裂。视觉系统可以实施为任何类型的2d、3d或彩色相机。
[0086]
在一些实施例中,可移动推车80被配置成从机械接口和电子通信接口两者与模版印刷机10相互作用。在一个实施例中,可移动推车80可以被配置有独特机械接口,其与模版印刷机10的独特机械接口配合。独特机械接口可以是几何特征。在另一实施例中,可移动推车80可以被配置有销,所述销被接收在与模版印刷机10相关联的引导件内以在完全对接可移动推车之前将可移动推车与模版印刷机配准。销和引导件可以颠倒方式设置,其中销设置在模版印刷机10上并且引导件设置在可移动推车80 中。可以使用其他类型的引导件,诸如电/磁引导件、视觉引导件、传感器、闩锁等。
[0087]
在一些实施例中,接口和对接站可以被配置有夹持系统以相对于模版印刷机10 将可移动推车80保持在适当位置。例如,可以采用磁性夹持系统。
[0088]
在一些实施例中,模版印刷机10可以被配置有多个对接站,例如,五个对接站。对接站可以设置在模版印刷机10的前面或在模版印刷机的后面。
[0089]
可移动推车80和/或模版印刷机10可以被配置成验证可移动推车是否可以与模版印刷机对接和相互作用。在一个实施例中,可以提供验证来确认可移动推车80处于适当位置并且准备与模版印刷机10相互作用。这个验证过程还可以确定正确的材料是否在可移动推车80上,以及是否可以从mes系统接收或在本地识别可移动推车材料信息。如果不正确,则可移动推车80可以被配置成在错误或损坏的材料在可移动推车上的情况下激活警报和/或警告操作者。
[0090]
在一些实施例中,可移动推车80可以被配置有致动装置或致动器,以便一旦可移动推车对接到模版印刷机10就将物品移动到可移动推车上和从可移动推车移走。致动器的实施例可以在可移动推车80、模版印刷机10或这两者上实现。在另一实施例中,可以从可移动推车80手动地装载和卸载物品。
[0091]
在一些实施例中,可移动推车80可以被配置成与生产线相互作用。通过此实施例,生产线的操作者可以确认正确的位置并回应在模版印刷机10上接收到可移动推车80。
[0092]
在一些实施例中,可移动推车80可以被配置成与模版印刷机10、生产线通信,和/
或经由开放平台来选择生产线内的机器。通信系统可以包括有线系统、无线系统 (通过公共网络、网格、蓝牙、wi-fi、zigbee、wan、节点、li-fi等)、有线和无线系统的组合,以及红外(ir)系统。
[0093]
在一些实施例中,可移动推车80可以被配置有专用电源。在一个实施例中,可移动推车80包括电池,该电池被配置成给设置于可移动推车中的自动化部件供电,例如,用于将模版移进和移出可移动推车的机构、用于将焊膏盒移进和移出可移动推车的结构、用于将刮刀刀片移进和移出可移动推车的机构,以及用于将工具移进和移出可移动推车的机构。在其他实施例中,可移动推车80可以被配置有不间断的电力供应器。电源可以被配置成在“对接”时支持致动(在对接时是来自模版印刷机的高电压,否则在未对接时是低电压)。电源可以被配置成再充电以用于自主操作,例如,用由模版印刷机10提供的电力给电池再充电。
[0094]
在一些实施例中,可移动推车80可以被配置成与模版印刷机10一起起作用。例如,可移动推车80可以被配置成在传递物品之前提供与模版印刷机10的握手功能,例如“请给我模版#1234”。可移动推车80和模版印刷机10可以被配置有通信协议和 /或关于哪些东西可供消耗的库参考。可移动推车80可以被配置成确定可移动推车是否具有正确的物品。握手功能可以被配置成确保物品的正确传递,例如“这是模版 #1234”,和/或物品的后续传递,例如“我现在有模版#1234”。在一个实施例中,移动装置可以被配置成扫描和识别可移动推车80中的物品,并且确定例如物品是否准备好使用、需要清洁等。
[0095]
在一些实施例中,可移动推车80可以被配置成解决与处理和恢复可移动推车中的物品相关联的错误。例如,可移动推车80可以被配置成检测一方的不完全动作、物品的不完全传递(例如,卡住或堵塞的物品)、掉落的传递(例如,“我把模版#1234 传给你了,你没有收到吗?”),以及人工干预或接管(例如,“这里,让我帮助你”)。在一个实施例中,与可移动推车80相关联的控制器可以被配置成执行静态排放控制、数据恢复和/或安全性。
[0096]
在一些实施例中,可移动推车80可以被配置有更高水平的能力。除了将所有的设备转送到正确的高度外,可移动推车80将需要拉入/推出供机器门架附接的所有设备。
[0097]
在一些实施例中,模版印刷机10的现有机器门架、轨道和印刷头可以被配置成使物品往返进出。
[0098]
在一些实施例中,模版印刷机10的印刷头20可以被配置成提起和往返工具板。
[0099]
在一些实施例中,可移动推车80可以在可移动推车的顶部处配置有焊膏盒转送器,以装载/卸载焊膏盒。
[0100]
在一些实施例中,可移动推车80可以被配置成与模版印刷机10、生产线通信以及和生产线相关联的仓库通信。
[0101]
在一些实施例中,可移动推车80可以被配置有电/气动接口。
[0102]
在一些实施例中,可移动推车80可以被配置成跟踪可移动推车上的新的和使用过的消耗品,例如焊膏盒,包括其位置、温度和其他数据。
[0103]
在一些实施例中,可移动推车80可以被配置成在生产轮次的持续时间内储存和供应模版。
[0104]
在一些实施例中,可移动推车80可以被配置成验证和确保刮刀刀片与模版相关联以在更替期间确保零件的兼容性。
[0105]
在一些实施例中,刮刀刀片可以包括一次性刀片,这些一次性刀片是塑料模制的刀片。
[0106]
在一些实施例中,可移动推车80可以被配置成用适合的扫描装置(诸如条形码读取器或rfid读取器)来扫描所有的消耗品。
[0107]
在一些实施例中,可移动推车80可以被配置有转送机构以正确地定位消耗品。
[0108]
在一些实施例中,可移动推车80可以被配置有旁路开关,以在可移动推车有问题的情况下将可移动推车与模版印刷机10断开连接。
[0109]
在一些实施例中,可移动推车80可以被配置成手动地移动或通过自动引导的载具(agv)移动。
[0110]
在一些实施例中,可移动推车80可以被配置成与模版印刷机10对接和相互作用。
[0111]
在一些实施例中,可移动推车80可以被配置成为多个模版印刷机10提供服务。
[0112]
在一些实施例中,可移动推车80可以被配置成专用于一个可消耗物品,例如模版,或多个可消耗/更替用物品。
[0113]
在一些实施例中,可移动推车80可以被配置成在远程站输送和呈现要清洁的消耗品。
[0114]
在一些实施例中,可移动推车80可以被配置成在与仓库相关联的库房处重新装料。
[0115]
在一些实施例中,可移动推车80可以被配置成主动或被动地受气候控制的。
[0116]
在一些实施例中,可移动推车80可以被配置成由能够智能电话集成的应用程序 (app)控制。
[0117]
机械臂
[0118]
如上所述,可以提供装置来执行可移动推车80与模版印刷机10之间的传递功能。该装置可以实施为与模版印刷机10和/或可移动推车80相关联的机械臂。该机械臂被配置成执行许多功能,包括但不限于移除和安装模版、焊膏盒、刮刀刀片以及工具。机械臂可以包括独立的控制器,或者由安装有机械臂的设备(即,模版印刷机10或可移动推车80)控制。
[0119]
参考图14,机械臂总体上用附图标记140指示。在所示的实施例中,机械臂140 包括可以移动装置148的多个铰接段142、144、146,该装置在机械臂的端部处以期望的方向附接到机械臂。在一个实施例中,机械臂140包括基部段142,该基部段以适合的方式可移除地连接到支撑结构的机架或壳体。例如,基部段142可以固定到模版印刷机10的盖的内表面,使得机械臂140在模版印刷机内操作。在另一实施例中,基部段142可以固定到设置于可移动推车80的机架82上的适合表面。在一个实施例中,基部段142被配置成绕垂直于其上安装基部段的表面的轴线旋转。在另一实施例中,机械臂140可以被配置有另外的段。
[0120]
基部段142的相反的一端可旋转地连接到第一铰接段144,该第一铰接段进而可旋转地连接到第二铰接段146。装置148在第二铰接段的端部处固定到第二铰接段 146。该布置使得机械臂140在控制器的控制下可以进行铰链运动以将装置148定位在期望的方向上来执行操作功能。段142、144、146通过使得一个段能够相对于其相邻段作铰链运动的适合的连接器彼此固定。例如,可以提供球窝接头或万向接头连接器。
[0121]
在图14所示的一个实施例中,装置148被配置成固定到刮刀刀片组件150。在此实施例中,刮刀刀片组件150包括两个单独的刀片,其中焊膏沉积在刀片之间。装置148还可以
被配置成固定到任何类型的刀片组件,诸如图15所示的刮刀刀片组件 152。
[0122]
参考图16,在另一实施例中,机械臂140被配置成从可移动推车80在模版印刷机10内操作。附接到机械臂140的端部的装置148可以被配置成向模版印刷机传递模版、焊膏盒、刮刀刀片和/或工具和将模版、焊膏盒、刮刀刀片和/或工具从模版印刷机传递离开。机械臂140的装置148在与机械臂、模版印刷机10和/或可移动推车 80相关联的控制器的控制下进行操作。
[0123]
参考图17,在另一实施例中,机械臂140安装在模版印刷机10内。如上所述,机械臂140安装在模版印刷机10的盖170的内表面上。除了执行将物品从可移动推车80移进和移出模版印刷机10的功能外,机械臂140例如还可以被配置成在模版印刷机内执行印刷功能。例如,安装在机械臂140的端部处的装置148可以包括印刷头,该印刷头具有焊膏供应装置和刮刀刀片以在印刷操作期间在模版18上印刷材料。装置148也可以包括其他物品。
[0124]
参考图18,在另一实施例中,机械臂140可以安装在模版印刷机10外的位置。通过此实施例,机械臂140可以执行与参考图17所展示的机械臂140描述的相同功能。
[0125]
在一些实施例中,机械臂140安装在模版印刷机的盖的内表面上。机械臂140包括若干接合在一起的臂段142、144、146和装置148,例如抓爪装置,并且实现多轴移动。在一个实施例中,机械臂140可以是可伸缩的并且能够根据命令伸长和缩回。在一个实施例中,机械臂140还包括安装在机械臂的端部处的视觉系统,例如相机,该视觉系统邻近装置148或在该装置上以检查从可移动推车80取回的物品或在模版印刷机10上使用的物品,例如刮刀刀片、工具的损坏、模版取向等。在一个实施例中,机械臂140可以被配置成包括用于向可移动推车和从可移动推车传递物品的多种端部操纵器。在一个实施例中,机械臂140不是被安装到模版印刷机10,而是可以被配置成远离模版印刷机10定位,例如机械臂可以安装在可移动推车上。在此实施例中,机械臂140可以被配置成取回物品并将其递送到库房。
[0126]
在一些实施例中,机械臂140被配置成执行刮刀功能,因为臂段实现无限运动自由度以得到前角和攻角。另外,机械臂140还被配置成在执行刮刀功能之前将焊膏分配在模版18上。
[0127]
在一些实施例中,机械臂140的抓爪装置148可以被配置成从可移动推车80拾取物品并且将使用过或用尽的物品返回到可移动推车上。在此实施例中,机械臂140 被配置成执行更替功能,其中将诸如模版、焊膏盒、刮刀刀片和工具的物品从模版印刷机10移除并返回到可移动推车80,并且将新的物品安装在模版印刷机内。机械臂 140可以被配置成验证模版印刷机10上的所有更换的物品都是正确的。与机械臂140 相关联的视觉系统(例如,相机)可以执行这个功能。机械臂140还被配置成执行其他功能,包括但不限于舀取焊膏、清洁刀片以及将使用过或用尽的物品放置在再循环容器中。
[0128]
在一些实施例中,机械臂140可以被配置成使焊膏盒内的焊膏的补充集中在一个地方。在一个实施例中,与机械臂140相关联的视觉系统(例如,相机)识别焊膏盒内哪里的膏较低。这可以称为膏高度监测功能。
[0129]
在一些实施例中,机械臂140可以被配置成提供错误处理和恢复。例如,包括视觉系统(例如,相机)的机械臂140可以被配置成确定是否有掉落或丢失的板、验证是否有板留在模版印刷机10中、使用与模版印刷机相关联的相机或其他传感器来确定板高度监测,以及在装载物品之前验证物品。也可以形成其他功能。例如,机械臂 140可以被配置成执行换
纸、溶剂补充、所有消耗品补充、在鼓风机/擦拭物和相机协助下解决局部问题,以及专用的分配头/拾取和放置/清洁。
[0130]
如上所述,机械臂140可以与可移动推车80相关联。例如,机械臂140可以被配置成更换模版、焊膏盒、刮刀刀片和工具。机械臂140可以被配置成将旧的模版 18滑出模版印刷机并且将新的模版滑入模版印刷机。机械臂140可以被配置成将刮刀刀片150或152从模版印刷机10移除并放入与可移动推车80相关联的托盘中,并且从与可移动推车相关联的相同或另一托盘获得新的刮刀刀片来放入模版印刷机中。机械臂140可以被配置成将工具98从模版印刷机10移除并放入与可移动推车80相关联的托盘中,并且从与可移动推车相关联的相同或另一托盘获得新的工具来放入模版印刷机中。当采用机械臂140时,工具98可以制作得更轻以使得机械臂140能够提起和移动工具。机械臂140可以被配置成更换与模版印刷机10相关联的物品。
[0131]
在一些实施例中,除了可移动推车80外或独立于可移动推车,模版印刷机10可以被配置有机械臂140以执行参考可移动推车描述的传递功能。在一些实施例中,机械臂140取代模版印刷机10的印刷头20,并且被配置成安装在模版印刷机的盖170 的内表面上。
[0132]
在一些实施例中,机械臂140将根据需要执行刮刀擦拭功能和焊膏分配。
[0133]
在一些实施例中,机械臂140被配置成在模版印刷机10的前面或后面将模版、焊膏盒、刮刀刀片和工具向可移动推车80和将模版、焊膏盒、刮刀刀片和工具从该可移动推车传递传递离开。
[0134]
在一些实施例中,可移动推车80被配置成容纳多个模版、焊膏盒、刮刀刀片和工具,并且将它们转送到机械臂140可以有效地移除它们的位置。如前面参考可移动推车80所提到的,可移动推车80将需要在标准位置对接到模版印刷机10,以使得机械臂140能够执行这些功能。
[0135]
在一些实施例中,机械臂140可以被配置成更换模版印刷机10内的工具。在一个实施例中,机械臂140被配置成用与模版印刷机10的印刷头20相关联的装置从可移动推车80移除工具。印刷头10定位在工具上方、向下伸出以抓牢工具、带着工具向上升高到视觉门架32上方,并且将工具放置在可移动推车80的搁架86上。通过颠倒这些步骤来将新的工具固定在适当位置。
[0136]
在一些实施例中,机械臂140包括控制器,该控制器适应于基于由控制器获得的操作参数来控制机械臂的操作。控制器可以被配置成与模版印刷机10的控制器、可移动推车80和/或与生产线相关联的控制器通信。
[0137]
在一些实施例中,机械臂140的装置148可以包括一般的保持器,该一般的保持器被设计为卡扣配合和连接更换用刮刀刀片。装置148可以被配置有侧封板以配合任何尺寸的刮刀刀片。
[0138]
在一些实施例中,机械臂140可以被配置有印刷头,该印刷头被编程为在没有刮刀的情况下以第一起始焊珠分配焊膏,并且在每次印刷时进行补充以维持一致的焊珠尺寸。
[0139]
在一些实施例中,机械臂140可以在有印刷头和没有印刷头的情况下操作。
[0140]
在一些实施例中,机械臂140可以被配置有抓取工具,该抓取工具安装(例如螺纹安装)在机械臂的头部上。
[0141]
在一些实施例中,机械臂140可以安装在盖的内表面上并且被配置成调整机械臂
的端部的高度以在模版印刷机10内执行功能。
[0142]
在一些实施例中,机械臂140被配置成在模版印刷机内提起和放置重的物体(诸如工具)和庞大的物体(诸如模版)。例如,机械臂140被配置成从可移动推车80提起工具并且将工具放置在模版印刷机10的基板支撑件28上。在一个实施例中,顶板被交换进出模版印刷机10并且基板保持在模版印刷机内。
[0143]
在一些实施例中,机械臂140可以被配置成用在机械臂的端部处的装置移动模版,该装置具有被设计为接合模版的销。
[0144]
在一些实施例中,机械臂140可以被配置有视觉系统,例如相机,以跟踪正被移除并安装在模版印刷机10内的物品并且验证此类物品的取向。
[0145]
在一些实施例中,机械臂140可以被配置成移除刮刀刀片并且限制模版印刷机 10内的焊膏污染。
[0146]
在一些实施例中,机械臂140可以被配置成从模版的顶表面移除过多的膏。
[0147]
机器操作者管理的功能
[0148]
在一些实施例中,模版印刷机的操作者负责将更替用材料和可消耗必需品储存在库房内。如所提到的,操作者负责贮存模版、焊膏盒、刮刀刀片和工具的库房。操作者还可以被要求储存其他可消耗物品,诸如用于清洁模版的擦拭纸和溶剂。
[0149]
在一些实施例中,操作者负责向模版印刷机和从模版印刷机传递所贮存的物品中的一些或全部。在一个实施例中,人、自动化引导载具(agv)或其他机器人设备将可移动推车存放到一起。
[0150]
在一些实施例中,操作者负责将可移动推车对接到模版印刷机。
[0151]
如本文所使用,“自动化”或“全自动化”更替描述在没有人为干预的情况下更换或补充物品。
[0152]
如本文所使用,“部分自动化”更替描述在有一些或有限人为干预的情况下更换或补充物品。
[0153]
如本文所使用,“输送”或“输送中”描述手动地或用机器将物品从一个位置移动到另一位置。
[0154]
如本文所使用,“安装”或“安装中”描述将物品放置在准备使用的位置的过程。
[0155]
如上所述,可移动推车80和机械臂140可以用于更换模版印刷机10内的其他物品。例如,模版擦拭器组件34包括可以由可移动推车80和机械臂140自动地更换的消耗品,例如纸和溶剂。
[0156]
本文中公开的概念可以用于用来制造电子基板的其他类型的设备,包括分配器、拾取和放置机器、回流焊炉、波峰焊接机、选择性焊机、检查站和清洁站。例如,在用于分配粘性材料的分配器中可使用涉及更换焊膏盒的概念。在另一示例中,在分配器和用于将电子器件安装到电子基板上的拾取和放置机器中可以利用涉及更换工具的概念。在另一示例中,涉及更换物品的概念可以用于在波峰焊接机和选择性焊接机内更换焊料以及在清洁站内清洁产品。
[0157]
因此,已经描述了至少一个实施例的若干方面,将理解,本领域技术人员将容易想到各种改变、修改和改进。这样的改变、修改和改进旨在成为本公开内容的一部分,并且旨在落入本公开内容的范围内。因此,先前的描述和附图仅作为示例。
[0158]
权利要求书:
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。