1.本发明涉及一种新型铁芯构件和电子变压器及其制备方法。
背景技术:
2.电子变压器10kva以内广泛应用于电子电器设备的电源系统,尤其是中、大功率的电子变压器,性能稳定,可靠性高,后续维护简单。更是不可替代。大量医用设备因涉及人员安全,许多国际医用设备标准强制规定必须配备变压器。在可以预见的未来相当长的一个时期,变压器将会继续广泛应用。
3.变压器是一个传统的产品。变压器制造是个劳动密集型行业,制造工艺繁复,加工周期长,劳动强度也高。随着经济社会的发展,制造业人工成本日趋上升,企业压力越来越大。变压器制造工艺有待革新提高。
4.如图8所示,现在常规方式加工的变压器铁芯为e/i型。普遍使用电工硅钢薄片交叉装配而成,如图9所示,基本手工完成,费工费时,效率低下,劳动强度大,且还存在操作人员的安全风险。手工装配还会造成变压器的性能的差异,带来质量问题。
5.本专利针对变压器制作过程中的费时费力的工序,提出了新的思维,简化制作工艺,提高工效。并且提出了铁芯片无废料冲裁,硅钢片利用率大大提高。
技术实现要素:
6.本发明的提供的一种新型铁芯构件和电子变压器及其制备方法,改变了铁芯构件的形状,可省略铁芯交叉装配工序,简化制作工艺,提高工效,减轻操作人员的劳动强度,减少了加工时间;并且提出了铁芯片无废料冲裁,硅钢片利用率大大提高;以克服现有技术的缺陷。
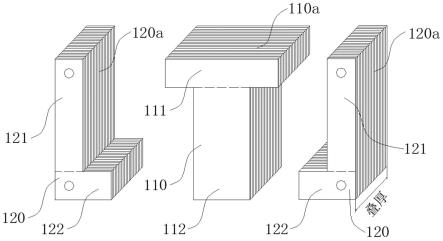
7.本发明提供一种新型铁芯构件,包括:t型铁芯110和两片l型铁芯120;t型铁芯110包括横段111和竖段112;l型铁芯120包括第一段121和第二段122。
8.进一步,本发明提供一种新型铁芯构件,还可以具有这样的特征:t型铁芯110由若干片t型片110a叠加构成;l型铁芯120由若干片l型片120a叠加构成。
9.进一步,本发明提供一种新型铁芯构件,还可以具有这样的特征:t型片110a和l型片120a制备排布设置为:两片l型铁芯120对称地设置在t型铁芯110的两侧;且两个l型铁芯120的第一段121的上表面121a分别与t型铁芯110的横段111延伸出竖段112的两个下表面111b贴合;且两个l型铁芯120的第一段121的内侧表面121b分别与t型铁芯110的竖段112的两侧表面112a贴合;且两个l型铁芯120的第二段122的上表面122a分别与t型铁芯110的竖段112的下表面112b贴合。
10.进一步,本发明提供一种新型铁芯构件,还可以具有这样的特征:l型铁芯120的第一段121的宽度与t型铁芯110的横段111一侧延伸出竖段112的宽度相等;l型铁芯120的第一段121的长度与t型铁芯110的竖段112的长度相等;t型铁芯110的竖段112的宽度是l型铁芯120的第二段122的上表面122a伸出第一段121的宽度的两倍。
11.进一步,本发明提供一种新型铁芯构件,还可以具有这样的特征:t型铁芯110的竖段112的长度是其宽度a的两倍;t型铁芯110的横段111的宽度是竖板112宽度的两倍;t型铁芯110的横段111的长度是竖板112宽度的1/2;l型铁芯120的第二段122的长度是竖板112宽度的1/2。
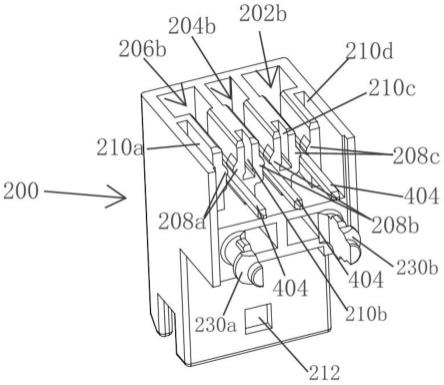
12.另外,本发明提供一种电子变压器,包括:绝缘件200、线圈300,以及上述新型铁芯构件100;绝缘件200套在t型铁芯110的竖段112上;线圈300绕制在绝缘件300上;两个l型铁芯120对称地设置在t型铁芯110和绝缘件200的两侧;两个l型铁芯120的第一段121的内侧表面121b分别与t型铁芯110的横段111的两侧111a贴合;两个l型铁芯120的第二段122内侧表面121b与t型铁芯110的竖段112的两侧表面112a贴合。
13.进一步,本发明提供一种电子变压器,还可以具有这样的特征:对称设置的固定组件400;固定组件400将两个l型铁芯120固定连接。
14.进一步,本发明提供一种电子变压器,还可以具有这样的特征:固定组件400包括两个第一固定板410和两个第二固定板420和两组紧固件430;两个第一固定板410、两个第二固定板420对称地设置在t型铁芯110和两片l型铁芯120的两侧;一组紧固件430穿过一个第一固定板410,再穿过l型铁芯120的第一段121,再穿过另一个第一固定板410进行固定连接;另一组紧固件430穿过一个第二固定板420,再穿过l型铁芯120的第二段122,再穿过另一个第二固定板420进行固定连接。
15.进一步,本发明提供一种电子变压器,还可以具有这样的特征:第一固定板410和/或两个第二固定板420为l形板或直条板。
16.另外,本发明提供一种电子变压器的制备方法,包括以下步骤:
17.步骤a、t型铁芯110的竖段112穿过绝缘件200的中心孔。
18.步骤b、线圈300绕制在绝缘件300上。
19.步骤c、两个l型铁芯120对称地设置在t型铁芯110和绝缘件200的两侧;两个l型铁芯120的第一段121的内侧表面121b分别与t型铁芯110的横段111的两侧111a贴合。两个l型铁芯120的第二段122内侧表面121b与t型铁芯110的竖段112的两侧表面112a贴合。
20.步骤d、固定组件400将两个l型铁芯120固定连接。
附图说明
21.图1是实施例中的电子变压器的结构示意图。
22.图2是实施例中的新型铁芯构件的立体图。
23.图3是实施例中的新型铁芯构件的主视图。
24.图4是实施例中的新型铁芯构件的尺寸关系图。
25.图5是实施例中的新型铁芯构件的无废料冲裁示意图。
26.图6是实施例中的线圈绕制示意图。
27.图7是实施例中的电子变压器装配示意图。
28.图8是现在常规方式加工的e/i型变压器的示意图。
29.图9是现在常规方式加工的e/i型变压器的装配图。
具体实施方式
30.下面结合附图和具体实施例对本发明做进一步的描述。
31.实施例
32.如图1所示,本实施例中,电子变压器包括:新型铁芯构件100、绝缘件200、线圈300和固定组件400。
33.如图2和图3所示,本实施例中,新型铁芯构件100包括:一个t型铁芯110和两片l型铁芯120。本实施例中,t型铁芯110由若干片t型片110a叠加构成;l型铁芯120由若干片l型片120a叠加构成。
34.本实施例中,t型铁芯110由横段111和竖段112构成,图中虚线为两者的分割线。l型铁芯120由第一段121和第二段122构成,图中虚线为两者的分割线。当然l型铁芯120的两段可以采用另一种方式分割,第一段纵向到底,但其整体结构并不受影响,至少将尺寸进行了另外的定义而已,技术方案的本质并没有发生改变,还在本发明的保护范围内。
35.如图4所示,本实施例中,t型铁芯110的竖段112的宽度为a。t型铁芯110的竖段112的长度是其宽度的两倍,即2a。t型铁芯110的横段111的宽度是竖板112宽度的两倍,即2a。所以,t型铁芯110的横段111延伸出竖段112的宽度为2/a。t型铁芯110的横段111的长度是竖板112宽度的1/2,即a/2。
36.l型铁芯120的第一段121的宽度与t型铁芯110的横段111一侧延伸出竖段112的宽度相等,即为2/a。l型铁芯120的第一段121的长度与t型铁芯110的竖段112的长度相等,即为a。l型铁芯120的第二段122的上表面122a伸出第一段121的宽度是t型铁芯110的竖段112的宽度的1/2,即a/2。l型铁芯120的第二段122的长度是竖板112宽度的1/2,即a。
37.当然,每片t型片110a的结构与t型铁芯110的结构是完全一致的;同样的,每片l型片120a的结构与l型铁芯120的结构也是完全一致的。
38.因此,t型片110a和l型片120a按照图5所示的结构进行冲裁,可实现无废料;具体设置如下:两片l型铁芯120对称地设置在t型铁芯110的两侧。且两个l型铁芯120的第一段121的上表面121a分别与t型铁芯110的横段111延伸出竖段112的两个下表面111b贴合。且两个l型铁芯120的第一段121的内侧表面121b分别与t型铁芯110的竖段112的两侧表面112a贴合。且两个l型铁芯120的第二段122的上表面122a分别与t型铁芯110的竖段112的下表面112b贴合。
39.需要说明的是冲裁的误差即冲裁所需的宽度等工程尺寸,本领域技术人员可自行根据实际的长度进行设置。另外,新型铁芯构件100的尺寸有特殊要求的时,未按照本技术中列举的比例设定,t型铁芯110和两片l型铁芯120按照上述冲裁设置也比传统型的e/i型铁芯所产生的废料少,节省材料。
40.为了方便新型铁芯构件100与固定组件400之间的固定。在l型铁芯120的第一段121上端离边界a/4处设置一个安装孔,l型铁芯120的第二段122与第一端121连接位置处离边界a/4处也设置一个安装孔。
41.如图6所示,本实施例中绝缘件200采用骨架,为工字型,具有与t型铁芯110的竖段112相配的中心孔。t型铁芯110的竖段112穿过绝缘件200的中心孔。线圈300绕制在绝缘件300的工字型的凹槽上。当然绝缘件200也可以采用绝缘纸替代。
42.线圈300绕制完成后,如图7所示,两个l型铁芯120对称地设置在t型铁芯110和绝
缘件200的两侧。两个l型铁芯120的第一段121的内侧表面121b分别与t型铁芯110的横段111的两侧111a贴合。两个l型铁芯120的第二段122内侧表面121b与t型铁芯110的竖段112的两侧表面112a贴合。当然,t型铁芯110和两片l型铁芯120的上下表面都齐平。
43.如图7所示,固定组件400包括两个第一固定板410和两个第二固定板420和两组紧固件430。本实施例中,第一固定板410为直条板,两个第二固定板420为l形板。第一固定板410和第二固定板420都具有安装孔。
44.两个第一固定板410、两个第二固定板420对称地设置在t型铁芯110和两片l型铁芯120的两侧。一组紧固件430的螺栓穿过一个第一固定板410的安装孔,再穿过l型铁芯120的第一段121的安装孔,再穿过另一个第一固定板410的安装孔与相应的螺母啮合固定。另一组紧固件430的螺栓穿过一个第二固定板420的安装孔,再穿过l型铁芯120的第二段122的安装孔,再穿过另一个第二固定板420的安装孔与相应的螺母啮合固定,完成电子变压器的装配,如图1所示。
45.电子变压器的制备方法:
46.预备步骤、新型铁芯构件100的制备。
47.冲裁:t型片110a和l型片120a按照图5所示的结构进行冲裁。带料宽度可以根据铁芯片的要求由钢材厂商裁切,做到两边无废料产生,长带料适合高速冲床冲裁高效,利于控制成本。冲裁唯一废料是安装孔。电工硅钢的利用率是98.15%;
48.叠厚:根据变压器的设计方案,铁芯片的叠厚由加工厂商加工处理。此工序在高速冲裁时即可完成计数或者称重,然后压制成块状。由于高速冲裁时冲裁毛刺朝向是一个方向,装配完成的变压器产生的电磁涡流会控制在一个比较低的水平,因此变压器的铁芯损耗比较小,变压器的会有一个比较好的效率;
49.步骤a、绝缘件200套在t型铁芯110的竖段112上;即t型铁芯120装上绕线机,套上骨架或者缠上绝缘纸。
50.步骤b、线圈300绕制在绝缘件300上。
51.步骤c、两个l型铁芯120对称地设置在t型铁芯110和绝缘件200的两侧;两个l型铁芯120的第一段121的内侧表面121b分别与t型铁芯110的横段111的两侧111a贴合;两个l型铁芯120的第二段122内侧表面121b与t型铁芯110的竖段112的两侧表面112a贴合;t型铁芯110和两片l型铁芯120的上下表面都齐平。
52.步骤d、固定组件400将两个l型铁芯120固定连接。
53.两个第一固定板410、两个第二固定板420对称地设置在t型铁芯110和两片l型铁芯120的两侧。一组紧固件430的螺栓穿过一个第一固定板410的安装孔,再穿过l型铁芯120的第一段121的安装孔,再穿过另一个第一固定板410的安装孔与相应的螺母啮合固定。另一组紧固件430的螺栓穿过一个第二固定板420的安装孔,再穿过l型铁芯120的第二段122的安装孔,再穿过另一个第二固定板420的安装孔与相应的螺母啮合固定,完成电子变压器的装配,如图1所示。
54.步骤e、装配完成后进行出检验,然后进行浸漆。装配接线端子后,复检验,贴上标签,包装入库。
55.以上所描述的实施例仅仅是本发明一部分实施例,而非全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施
例,都属于本发明保护的范围。
56.在本发明的描述中,需要理解的是,术语“上”、“下”、“左”、“右”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。