1.本技术涉及通信领域,尤其涉及一种生产数据处理方法、装置及系统。
背景技术:
2.在工业生产中,对生产控制信息的实时性要求很高,所以大型生产线通常采用本地控制管理的方式对工业生产中的生产设备进行管理,比如正常生产过程中,由本地控制器生成并发送指令至生产设备,使生产设备收到指令后根据指令执行相应的生产动作。其中,生产设备比如机械臂。
3.在现有技术中,如果机械臂在执行相应生产动作的过程中出现异常,则机械臂返回错误指示至本地控制器,以供本地控制器根据错误指示决策下一步的生产动作。但是现有技术中,随着工业生产的进步,工业生产的生产流程也越来越复杂,大型工业生产中生产线的规模也越来越大,几乎超出了单个本地控制器的控制能力,甚至在机械臂出现异常时还会导致本地控制器的处理任务较多,降低了本地控制器的工作效率,影响工业生产的生产效率。
技术实现要素:
4.鉴于上述问题,本技术提供一种生产数据处理方法、装置及系统,能够减少本地控制器的处理任务,提高本地控制器控制生产设备工作的控制能力和提高本地控制器的工作效率。
5.第一方面,本技术提供了一种生产数据处理方法,包括:接收本地控制器发送的错误指示信息,错误指示信息由生产设备在执行工作指令过程中出现错误时向本地控制器发送,错误指示信息包括生产设备出现错误时的错误数据;根据错误数据生成第一解决指令;至少根据第一解决指令生成数据包,数据包至少包括第一解决指令和错误指示信息;向本地控制器发送数据包,其中本地控制器将数据包转发至本地生产线中所有的生产设备,根据每个生产设备对数据包的解析,使发送错误指示信息的生产设备执行第一解决指令。
6.本技术实施例相对于现有技术而言,当生产设备在执行工作指令过程中出现错误时向本地控制器发送错误指示信息,本实施例的生产数据处理方法可以接收本地控制器发送的错误指示信息,并根据错误指示信息中的错误数据生成第一解决指令,根据第一解决指令生成数据包,将数据包发送给本地控制器,本地控制器将数据包转发至本地生产线中所有的生产设备,使发送错误指示信息的生产设备执行第一解决指令,避免了直接通过本地控制器根据错误数据生成第一解决指令进而根据第一解决指令生成数据包,即避免通过本地控制器根据错误指示信息决策生产设备下一步的生产动作,能够减少本地控制器的处理任务,提高本地控制器控制生产设备工作的控制能力和提高本地控制器的工作效率。
7.在一些实施例中,错误指示信息还包括生产设备向本地控制器发送错误指示信息时的时间点。根据错误数据生成第一解决指令的步骤之后,向本地控制器发送数据包的步骤之前,生产数据处理方法还包括:计算与生产设备进行信息传输所需的第一时间长度;计
算根据错误数据生成第一解决指令所需的第二时间长度;根据第一时间长度和第二时间长度得到第三时间长度。至少根据第一解决指令生成数据包的步骤,具体包括:根据第一解决指令和第三时间长度生成数据包,数据包还包括第三时间长度;使发送错误指示信息的生产设备执行第一解决指令的时,使发送错误指示信息的生产设备在上述时间点经过上述第三时间长度时,执行第一解决指令。
8.本实施例中,生产数据处理方法可以使发送错误指示信息的生产设备在上述时间点经过上述第三时间长度时,执行第一解决指令,能够提升生产设备执行第一解决指令的效率。
9.在一些实施例中,预先设定与错误数据对应的预定时间长度。根据第一时间长度和第二时间长度得到第三时间长度的步骤具体为:根据预定时间长度、第一时间长度和第二时间长度得到第三时间长度。
10.本实施例中,当生产设备的状态不是执行第一解决指令的状态时,比如生产设备需要经过预定时间长度处于可以执行第一解决指令的状态,则通过本实施例可以预留生产设备执行第一解决指令的预定时间长度,以提升本实施例技术方案的精确性。
11.在一些实施例中,本地控制器将数据包转发至本地生产线中所有的生产设备之后,使发送错误指示信息的生产设备执行第一解决指令之前,生产数据处理方法还包括:使与发送错误指示信息的生产设备相配合的其他生产设备在上述时间点经过预定的第四时间长度时,执行与第一解决指令对应的第二解决指令。
12.本实施例中,如果生产设备执行第一解决指令时操作对象的状态需要另一个生产设备进行调节时,可以通过另一个生产设备执行与第一解决指令对应的第二解决指令调节上述操作对象的状态,然后由生产设备执行第一解决指令,这种方式,可以提高本实施例技术方案的精确性。
13.第二方面,本技术提供了一种生产数据处理装置,包括:接收模块、生成模块和发送模块。其中,接收模块用于接收本地控制器发送的错误指示信息,所述错误指示信息由生产设备在执行工作指令过程中出现错误时向所述本地控制器发送,所述错误指示信息包括所述出现错误时的错误数据。生成模块用于至少根据所述错误数据生成第一解决指令,根据第一解决指令生成数据包,数据包至少包括第一解决指令和错误指示信息。发送模块用于向所述本地控制器发送数据包,其中所述本地控制器将所述数据包转发至本地生产线中所有的所述生产设备,根据每个所述生产设备对所述数据包的解析,使发送所述错误指示信息的所述生产设备执行所述第一解决指令。
14.本技术实施例相对于现有技术而言,当生产设备在执行工作指令过程中出现错误时向本地控制器发送错误指示信息,本实施例的接收模块可以接收本地控制器发送的错误指示信息,生成模块根据错误指示信息中的错误数据生成第一解决指令,根据第一解决指令生成数据包,本地控制器将数据包转发至本地生产线中所有的生产设备,使发送错误指示信息的生产设备执行第一解决指令,避免了直接通过本地控制器根据错误指示信息中的错误数据生成第一解决指令,根据第一解决指令生成数据包,即避免通过本地控制器根据错误指示信息决策生产设备下一步的生产动作,能够减少本地控制器的处理任务,提高本地控制器控制生产设备工作的控制能力和提高本地控制器的工作效率。
15.第三方面,本技术提供了一种生产数据处理系统,包括:生产设备、本地控制器和
中央控制器。其中,生产设备用于在执行工作指令过程中出现错误时向本地控制器发送错误指示信息,错误指示信息包括出现错误时的错误数据。本地控制器用于将错误指示信息发送至中央控制器。中央控制器用于接收本地控制器发送的错误指示信息,至少根据错误数据生成第一解决指令,根据第一解决指令生成数据包,向本地控制器发送数据包,数据包至少包括第一解决指令和错误指示信息。本地控制器还用于将数据包转发至本地生产线中所有的生产设备。生产设备还用于对数据包进行解析,当解析到数据包中的错误指示信息是由生产设备自身发出的时候,执行第一解决指令。
16.本技术实施例相对于现有技术而言,当生产设备在执行工作指令过程中出现错误时向本地控制器发送错误指示信息,本实施例的中央控制器可以接收本地控制器发送的错误指示信息,根据错误指示信息中的错误数据生成第一解决指令,根据第一解决指令生成数据包,将数据包发送给本地控制器,本地控制器将数据包转发至本地生产线中所有的生产设备,使发送错误指示信息的生产设备执行第一解决指令,避免了直接通过本地控制器根据错误指示信息中的错误数据生成第一解决指令,根据第一解决指令生成数据包,即避免通过本地控制器根据错误指示信息决策生产设备下一步的生产动作,能够减少本地控制器的处理任务,提高本地控制器控制生产设备工作的控制能力和提高本地控制器的工作效率。
17.在一些实施例中,错误指示信息还包括生产设备向本地控制器发送错误指示信息时的时间点。根据错误数据生成第一解决指令之后,向本地控制器发送数据包之前,还用于:计算中央控制器与生产设备进行信息传输所需的第一时间长度;计算根据错误数据生成第一解决指令所需的第二时间长度;根据第一时间长度和第二时间长度得到第三时间长度;中央控制器在至少根据第一解决指令生成数据包时,具体用于:根据第一解决指令和第三时间长度生成数据包,数据包还包括第三时间长度;生产设备在执行第一解决指令时,具体用于:在时间点经过第三时间长度时,执行第一解决指令。
18.在一些实施例中,预先设定与错误数据对应的预定时间长度;中央控制器在根据第一时间长度和第二时间长度得到第三时间长度时,具体用于:根据预定时间长度、第一时间长度和第二时间长度得到第三时间长度。
19.在一些实施例中,中央控制器在本地控制器将数据包转发至本地生产线中所有的生产设备之后,生产设备执行第一解决指令之前,还用于:使与发送错误指示信息的生产设备相配合的其他生产设备在时间点经过预定的第四时间长度时,执行与第一解决指令对应的第二解决指令。
20.在一些实施例中,生产设备,在向本地控制器发送错误指示信息时具体用于:通过无线信道向本地控制器发送错误指示信息。本地控制器在将数据包转发至本地生产线中所有的生产设备时具体用于:通过无线信道将数据包转发至发送错误指示信息的生产设备。
21.本技术第四方面提供了一种计算机产品,包括存储器和一个或多个处理器,存储器中存储有计算机程序,上述处理器执行上述计算机程序时实现如以上任意实施例中所描述的生产数据处理方法。
22.本技术第五方面提供了一种计算机可读存储介质,上述计算机可读存储介质存储有计算机程序,计算机程序被处理器执行时实现如以上任意实施例中所描述的生产数据处理方法。
23.上述说明仅是本技术实施例技术方案的概述,为了能够更清楚了解本技术实施例的技术手段,而可依照说明书的内容予以实施,并且为了让本技术实施例的上述和其它目的、特征和优点能够更明显易懂,以下特举本技术的具体实施方式。
附图说明
24.为了更清楚地说明本技术实施例的技术方案,下面将对实施例描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
25.图1是本技术一些实施例中生产数据处理方法的流程示意图。
26.图2是本技术一些实施例中生产数据处理方法的流程示意图。
27.图3是本技术一些实施例中生产数据处理装置的结构示意图。
28.图4是本技术一些实施例中生产数据处理系统的结构示意图。
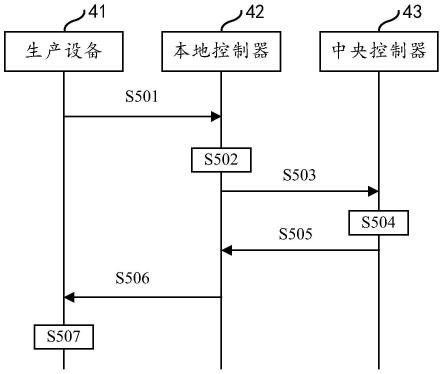
29.图5是本技术一些实施例中生产设备、本地控制器和中央控制器的信息交互图。
30.图6是本技术一些实施例中生产设备、本地控制器和中央控制器的信息交互图。
31.图7是本技术一些实施例中计算机产品的结构示意图。
具体实施方式
32.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
33.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同;本文中在申请的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本技术;本技术的说明书和权利要求书及附图说明中的术语“包括”和“具有”以及它们的任何变形,意图在于覆盖不排他的包含。
34.在本文中提及“实施例”意味着,结合实施例描述的特定特征、结构或特性可以包含在本技术的至少一个实施例中。在说明书中的各个位置出现该短语“实施例”并不一定均是指相同的实施例,也不是与其它实施例互斥的独立的或备选的实施例。本领域技术人员显式地和隐式地理解的是,本文所描述的实施例可以与其它实施例相结合。
35.此外,本技术的说明书和权利要求书或上述附图中的术语“第一”、“第二”等是用于区别不同对象,而不是用于描述特定顺序,可以明示或者隐含地包括一个或者更多个该特征。在本技术的描述中,除非另有说明,“多个”的含义是指两个以上(包括两个),同理,“多组”指的是两组以上(包括两组)。
36.在本技术的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,电路结构的“相连”或“连接”除了可以是指物理上的连接,还可以是指电连接或信号连接,例如,可以是直接相连,即物理连接,也可以通过中间至少一个元件间接相连,只要达到电路相通即可,还可以是两个元件内部的连通;信号连接除了可以通过电路进行信号连接外,也可以是指通过媒体介质进行信号连接,例如,无线电波。
对于本领域的普通技术人员而言,可以具体情况理解上述术语在本技术中的具体含义。
37.根据本技术的一些实施例,公开了一种生产数据处理方法。参照图1,图1为根据本技术一些实施例中生产数据处理方法的流程示意图。
38.如图1所示,生产数据处理方法包括以下步骤:
39.步骤s101,接收本地控制器发送的错误指示信息。
40.生产设备在执行工作指令过程中出现错误时向本地控制器发送错误指示信息。错误指示信息包括生产设备在执行工作指令过程中出现错误时的错误数据和生产设备向本地控制器发送错误指示信息时的时间点。
41.值得一提的是,在工业生产中,生产设备可以为机械臂,由本地控制器控制多个机械臂的生产动作,比如,一个本地控制器控制多个机械臂的生产动作,一条本地生产线中有一个本地控制器或多个本地控制器。以下以一条本地生产线中有一个本地控制器为例进行说明。其中,一个本地控制器可以控制多个机械臂,使不同的机械臂在不同的时刻执行不同或相同的生产动作。
42.举例说明,在本地生产线中,假设一个本地控制器控制多个机械臂执行相同的生产动作。当其中一个或多个机械臂不能执行生产动作时,说明机械臂在执行工作指令过程中出现错误,则向本地控制器发送错误指示信息。以下以一个机械臂不能执行生产动作为例进行说明。当其中一个机械臂不能执行生产动作时,则说明该机械臂在执行工作指令过程中出现错误,则向本地控制器发送错误指示信息。此时错误指示信息包括的错误数据能够指示机械臂不能执行生产动作。值得一提的是,以上描述为举例说明,并非对本技术技术方案的进一步限定。在实际的生产过程中,通常会由多个机械臂协同执行一条流水线的生产动作,比如,第a机械臂进行放瓶子操作,第b机械臂对上述放置的瓶子进行拧瓶盖操作等,并且在实际的应用中还可以有三个甚至更多的机械臂协同执行一条流水线的生产动作,在此不再列举。当至少两个机械臂不能执行生产动作时,比如第a机械臂不能进行放瓶子操作,说明第a机械臂在执行工作指令过程中出现错误,则向本地控制器发送错误指示信息。第b机械臂不能对上述放置的瓶子进行拧瓶盖操作,说明第b机械臂在执行工作指令过程中出现错误,则向本地控制器发送错误指示信息。
43.本实施例中,生产数据处理方法的执行设备可以为任意具有处理功能的处理设备,比如中央处理器。具体的,本地控制器接收到错误指示信息时,发现无法解决该错误指示信息,比如本地控制器无法对错误指示信息进行解析或本地控制器能够对错误指示信息进行解析,但无法根据解析后的数据查找对应的解决指令,则本地控制器将错误指示信息发送至中央处理器。中央处理器能够接收本地控制器发送的错误指示信息。
44.步骤s102,根据错误数据生成第一解决指令。
45.比如,当只有一个机械臂向本地控制器发出错误指示信息时,本实施例的生产数据处理方法可以接收本地控制器转发的该机械臂发送的错误指示信息,根据发送的错误指示信息所包含的错误数据生成第一解决指令。
46.当有多个机械臂发出错误指示信息时,比如一条流水线的至少第a机械臂和第b机械臂向本地控制器发出错误指示信息时,本实施例的生产数据处理方法可以接收本地控制器转发的第a机械臂发送的错误指示信息和第b机械臂发送的错误指示信息,至少根据第a机械臂发送的错误指示信息所包含的错误数据以及根据第b机械臂发送的错误指示信息所
包含的错误数据生成第一解决指令。
47.步骤s103,计算与生产设备信息传输所需的第一时间长度和根据错误数据生成第一解决指令所需的第二时间长度。
48.具体地说,中央处理器计算机械臂向本地控制器发送错误指示信息时的时间点和中央处理器接收到错误指示信息时的时间点两者之间的第一时间差,上述第一时间差绝对值的两倍即为上述第一时间长度。比如,从机械臂发送错误指示信息时的时间点到中央处理器接收到错误指示信息时的时间点为机械臂与中央处理器单向信息传输所需的时间长度(即第一时间差的绝对值),而机械臂与中央处理器信息传输所需的第一时间长度应当为机械臂与中央处理器双向信息传输所需的时间长度(即第一时间差绝对值的两倍)。
49.以上第一时间长度的计算方法应当理解为举例说明,比如机械臂通过本地控制器向中央处理器发送信息所需要的时间与中央处理器通过本地控制器向机械臂发送信息所需要的时间近似相等时,可以理解为中央处理器与生产设备信息传输所需的第一时间长度为上述第一时间差绝对值的两倍。
50.在另一可选的实施例中,还可以通过以下方式计算第一时间长度:
51.中央处理器计算机械臂向本地控制器发送错误指示信息时的时间点和中央处理器接收到错误指示信息时的时间点两者之间的第一时间差。
52.中央处理器通过本地控制器向机械臂发送信息所需要的时间为预先配置的下行通信时间长度。比如,可以根据试验得知中央处理器通过本地控制器向机械臂发送信息所需要的时间长度,并将实验得知的时间长度预先设定为下行通信时间长度。或者,根据中央处理器与本地控制器的距离以及本地控制器与机械臂的距离等预估中央处理器通过本地控制器向机械臂发送信息所需要的时间长度,并将预估的时间长度预先设定为下行通信时间长度。以上只是举例说明,上述下行通信时间长度还可以根据别的环境因素或设备因素(设备因素比如本地控制器、中央处理器以及机械臂传输数据的能力)等进行预先设定,本实施例在此不在列举。对第一时间差的绝对值与下行通信时间长度求和,得到上述第一时间长度。
53.中央处理器计算接收到错误指示信息时的时间点和生成数据包时的时间点两者之间的第二时间差,上述第二时间差的绝对值即为第二时间长度。
54.步骤s104,根据第一时间长度和第二时间长度得到第三时间长度。
55.具体的,对第一时间长度和第二时间长度求和,得到第三时间长度。
56.在另一可选的实施例中,还可以预先设定与错误数据对应的预定时间长度。根据预定时间长度、第一时间长度和第二时间长度得到上述第三时间长度。具体的,对预定时间长度、第一时间长度和第二时间长度求和,得到上述第三时间长度。
57.举例而言,当生产设备即机械臂的状态不是执行第一解决指令的状态时,比如机械臂需要经过预定时间长度移动至可以执行第一解决指令的状态,则通过本实施例可以预留机械臂执行第一解决指令的预定时间长度,以提升本实施例技术方案的精确性。具体地说,第一解决指令为使机械臂在预定位置抓取物品,而机械臂此时的位置不确定是不是在预定位置。如果机械臂不在预定位置,此时执行第一解决指令去抓取物品,显然是不能完成第一解决指令的。所以机械臂需要移动至预定位置,比如机械臂解析到第一解决指令为在预定位置抓取物品时,先执行移动至预定位置的操作,再执行在预定位置抓取物品的操作。
此时为了避免机械臂没移动到预定位置就执行抓取物品的操作,可以将预定时间长度设置为机械臂移动最大距离时所需的时间长度,以使机械臂能够在预定时间长度内移动到预定位置执行抓取物品的操作。
58.步骤s105,根据第一解决指令和第三时间长度生成数据包,数据包包括第一解决指令。本实施例中,数据包还可以包括机械臂向本地控制器发送错误指示信息时的时间点和错误指示信息。值得一提的是,数据包还可以包括第三时间长度,或者第一解决指令包括第三时间长度。
59.具体的,因为错误数据能够指示机械臂不能执行生产动作。所以中央处理器根据错误数据生成数据包时,数据包所包括的第一解决指令应包括使机械臂能够执行生产动作的相关指令。值得一提的是,以上描述为举例说明,并非对本技术技术方案的进一步限定。
60.本实施例中,中央处理器可以将错误指示信息、第一解决指令以及机械臂向本地控制器发送错误指示信息时的时间点封装在一起形成上述数据包。或者,中央处理器也可以将第一解决指令以及机械臂向本地控制器发送错误指示信息时的时间点封装在一起,再与错误指示信息一起形成上述数据包。或者,中央处理器还可以将错误指示信息和第一解决指令封装在一起,再与机械臂向本地控制器发送错误指示信息时的时间点一起形成上述数据包。或者,中央处理器还可以将错误指示信息和机械臂向本地控制器发送错误指示信息时的时间点封装在一起,再与错误指示信息一起形成上述数据包。
61.在另一可选的实施例中,数据包还可以不包括机械臂向本地控制器发送错误指示信息时的时间点,比如第一解决指令包含上述时间点。
62.或者在另一可选的实施例中,数据包还可以不包括机械臂向本地控制器发送错误指示信息时的时间点,第一解决指令也可以不包含上述时间点,比如机械臂自身存储上述时间点等。
63.步骤s106,向本地控制器发送上述数据包,使发送错误指示信息的生产设备在某一特定时间点经过第三时间长度时,执行第一解决指令。本步骤的某一特定时间点指的是上述机械臂向本地控制器发送错误指示信息时的时间点。
64.其中,本地控制器接收到上述数据包之后,将数据包转发至本地生产线中所有的生产设备,比如本地控制器将数据包转发给本地生产线中所有的机械臂,根据每个机械臂对数据包的解析,使发送错误指示信息的机械臂在上述时间点经过第三时间长度时,执行第一解决指令。
65.在另一可选的实施例中,本地控制器接收到上述数据包之后,将数据包不转发至本地生产线中所有的生产设备,而转发至发送错误指示信息的机械臂,以及转发至与发送错误指示信息的机械臂协同执行一条流水线中生产动作的其他的机械臂。
66.具体地说,本地控制器可以直接将数据包转发给本地生产线中所有的机械臂。或者,本地控制器也可以将数据包转发给发送错误指示信息的机械臂,比如通过无线信道将数据包转发给发送错误指示信息的机械臂,此时,其他的机械臂也能够通过无线信道接收数据包。即除了发送错误指示信息的机械臂,其余的机械臂也能够接收到数据包,对数据包进行解析,当解析到数据包中包含的错误指示信息不是机械臂自身发送时,不执行数据包中的第一解决指令。
67.综上所述,本技术技术方案避免了直接通过本地控制器根据错误指示信息中的错
误数据生成第一解决指令,根据第一解决指令生成数据包等操作,即避免通过本地控制器根据错误指示信息决策生产设备下一步的生产动作,能够减少本地控制器的处理任务,提高本地控制器控制生产设备工作的控制能力和提高本地控制器的工作效率等等。
68.根据本技术的一些实施例,公开了一种生产数据处理方法。本实施例与以上任一实施例的不同之处在于,以上任一实施例中生产设备执行第一解决指令,不需要其他的生产设备配合,而本实施例中,生产设备执行第一解决指令时需要另一个或其他多个生产设备配合。
69.参照图2,图2为根据本技术一些实施例中生产数据处理方法的流程示意图。值得一提的是,本实施例中生产设备执行第一解决指令时需要另一个生产设备配合,比如第二机械臂执行第一解决指令,需要第二机械臂的配合。
70.如图2所示,生产数据处理方法包括以下步骤:
71.步骤s201,接收本地控制器发送的错误指示信息。
72.生产设备在执行工作指令过程中出现错误时向本地控制器发送错误指示信息。具体的,生产设备通过无线信道向本地控制器发送错误指示信息。错误指示信息包括生产设备在执行工作指令过程中出现错误时的错误数据和生产设备向本地控制器发送错误指示信息时的时间点。
73.值得一提的是,在工业生产中,生产设备可以为机械臂,由本地控制器控制多个机械臂的生产动作,比如,一个本地控制器控制多个机械臂的生产动作,一条本地生产线中有一个本地控制器或多个本地控制器。以下以一条本地生产线中有一个本地控制器为例进行说明。其中,一个本地控制器可以控制多个机械臂,使不同的机械臂在不同的时刻执行不同或相同的生产动作。
74.举例说明,在本地生产线中,假设一个本地控制器控制多个机械臂执行不同的生产动作,比如,生产动作为抓取物品、拧螺丝、放容器、向容器内装物品、拧容器的盖子等等。
75.以下以一个本地控制器控制两个机械臂为例进行说明:比如,两个机械臂分别是第一机械臂和第二机械臂。并且,需要说明的是,以下机械臂的生产动作应当理解为举例说明,而非对本技术技术方案的进一步限定。
76.具体的,本地控制器控制第一机械臂将瓶子放置到预设位置,控制第二机械臂到预设位置对第一机械臂放置的瓶子进行拧瓶盖。如果第二机械臂在执行拧瓶盖的操作过程中发现预设位置无瓶子,不能拧瓶盖,则说明第二机械臂在执行工作指令过程中出现错误,第二机械臂通过无线信道向本地控制器发送错误指示信息。上述错误指示信息包括的错误数据能够指示在预设位置无瓶子,第二机械臂不能在预设位置拧瓶盖。值得一提的是,以上描述为举例说明,并非对本技术技术方案的进一步限定,比如,在工业生产中,机械臂的应用及其广泛,还可以执行其他的生产动作。
77.本实施例中,生产数据处理方法的执行设备可以为任意具有处理功能的处理设备,比如中央处理器。具体的,本地控制器接收到第二机械臂发送的错误指示信息时,发现无法解决该错误指示信息,比如本地控制器无法对错误指示信息进行解析或本地控制器能够对错误指示信息进行解析,但无法根据解析后的数据查找对应的解决指令,则本地控制器将错误指示信息发送至中央处理器。
78.步骤s202,根据错误数据生成第一解决指令。
79.步骤s203,计算与第二机械臂信息传输所需的第一时间长度和根据错误数据生成第一解决指令所需的第二时间长度。
80.具体地说,中央处理器计算第二机械臂向本地控制器发送错误指示信息时的时间点和中央处理器接收到错误指示信息时的时间点两者之间的第一时间差,上述第一时间差绝对值的两倍即为上述第一时间长度。比如,从第二机械臂发送错误指示信息时的时间点到中央处理器接收到错误指示信息时的时间点为第二机械臂与中央处理器单向信息传输所需的时间长度(即第一时间差的绝对值),而第二机械臂与中央处理器信息传输所需的第一时间长度应当为第二机械臂与中央处理器双向信息传输所需的时间长度(即第一时间差绝对值的两倍)。
81.中央处理器计算接收到错误指示信息时的时间点和生成数据包时的时间点两者之间的第二时间差,上述第二时间差的绝对值即为第二时间长度。
82.步骤s204,根据第一时间长度和第二时间长度得到第三时间长度。
83.具体的,对第一时间长度和第二时间长度求和,得到第三时间长度。
84.本实施例中,还可以预先设定与错误数据对应的预定时间长度。根据预定时间长度、第一时间长度和第二时间长度得到上述第三时间长度。具体的,对预定时间长度、第一时间长度和第二时间长度求和,得到上述第三时间长度。
85.举例而言,第二机械臂的状态不是执行第一解决指令的状态时,比如第二机械臂需要经过预定时间长度移动至可以执行第一解决指令的状态,则通过本实施例可以预留第二机械臂执行第一解决指令的预定时间长度,以提升本实施例技术方案的精确性。具体地说,第一解决指令为使第二机械臂在预设位置拧瓶盖,而第二机械臂此时的位置不确定是不是在预设位置。如果第二机械臂不在预设位置,此时执行第一解决指令去拧瓶盖,显然是不能完成第一解决指令的。所以第二机械臂需要移动至预设位置,比如第二机械臂解析到第一解决指令为在预设位置拧瓶盖时,先执行移动至预设位置的操作,再执行在预设位置拧瓶盖的操作。此时为了避免第二机械臂没移动到预设位置就执行拧瓶盖的操作,可以将预定时间长度设置为第二机械臂移动最大距离时所需的时间长度,以使第二机械臂能够在预定时间长度内移动到预设位置执行拧瓶盖的操作。
86.还需要说明的是,本实施例也可以预留第一机械臂的第一操作时长。进一步的,对第一操作时长、预定时间长度、第一时间长度和第二时间长度求和,得到上述第三时间长度。
87.步骤s205,根据第一解决指令和第三时间长度生成数据包,数据包包括第一解决指令。本实施例中,数据包还可以包括第二机械臂向本地控制器发送错误指示信息时的时间点和错误指示信息。值得一提的是,数据包还可以包括第三时间长度,或者第一解决指令包括第三时间长度。
88.具体的,因为错误数据能够指示第二机械臂不能执行生产动作。所以中央处理器根据错误数据生成数据包时,数据包所包括的第一解决指令应包括使第二机械臂能够执行生产动作的相关指令。比如,第一解决指令应包括使第二机械臂在第三时间长度之后执行在预设位置拧瓶盖的操作。值得一提的是,以上描述为举例说明,并非对本技术技术方案的进一步限定。
89.本实施例中,中央处理器可以将错误指示信息、第一解决指令以及第二机械臂向
本地控制器发送错误指示信息时的时间点封装在一起形成上述数据包。或者,中央处理器也可以将第一解决指令以及第二机械臂向本地控制器发送错误指示信息时的时间点封装在一起,再与错误指示信息一起形成上述数据包。或者,中央处理器还可以将错误指示信息和第一解决指令封装在一起,再与第二机械臂向本地控制器发送错误指示信息时的时间点一起形成上述数据包。或者,中央处理器还可以将错误指示信息和第二机械臂向本地控制器发送错误指示信息时的时间点封装在一起,再与错误指示信息一起形成上述数据包。
90.在另一可选的实施例中,数据包还可以不包括第二机械臂向本地控制器发送错误指示信息时的时间点,比如第一解决指令包含上述时间点。
91.或者在另一可选的实施例中,数据包还可以不包括第二机械臂向本地控制器发送错误指示信息时的时间点,第一解决指令也可以不包含上述时间点,比如第二机械臂自身存储上述时间点等。
92.步骤s206,向本地控制器发送上述数据包,使第一机械臂在某一特定时间点经过第四时间长度,执行第二解决指令,使第二机械臂在某一特定时间点经过第三时间长度时,执行第一解决指令。本步骤中某一特定时间点指的是上述第二机械臂向本地控制器发送错误指示信息时的时间点。
93.由于第二机械臂通过无线信道向本地控制器发送错误指示信息,所以第一机械臂也能接收通过无线信道传输的错误指示信息,使得第一机械臂能够解析得到错误指示信息中向本地控制器发送错误指示信息时的时间点。当本地控制器接收到上述数据包之后,将数据包转发至本地生产线中所有的生产设备,比如,第一机械臂和第二机械臂。具体的,本地控制器通过无线信道将数据包转发至第二机械臂,第一机械臂也能够通过无线信道接收数据包。或者,本地控制器将数据包直接转发给第一机械臂和第二机械臂。
94.第一机械臂收到数据包之后,对数据包进行解析,至少能够得到第一解决指令应包括使第二机械臂在第三时间长度之后执行在预设位置拧瓶盖的操作。第一机械臂在上述时间点经过第四时间长度,执行与所述第一解决指令对应的第二解决指令。比如,第二解决指令包括第一机械臂在上述时间点经过第四时间长度将瓶子放置到预设位置。第四时间长度应当小于上述第三时间长度,以确保第二机械臂在上述时间点经过第三时间长度时,能够执行第一解决指令即执行在预设位置拧瓶盖得操作。
95.第二机械臂收到数据包之后,对数据包进行解析,至少能够得到第一解决指令应包括使第二机械臂在第三时间长度之后执行在预设位置拧瓶盖的操作。第二机械臂在上述时间点经过第三时间长度,执行第一解决指令即执行在预设位置拧瓶盖得操作。
96.在另一可选的实施例中,使与第二机械臂相配合的第一机械臂在第二机械臂发送错误指示信息的时间点经过第四时间长度时,执行与所述第一解决指令对应的第二解决指令时,第四时间长度还可以大于上述第三时间长度。
97.以下对与以上任一实施例的主要区别做举例说明:比如,本地控制器控制第二机械臂到预设位置对瓶子进行拧瓶盖操作,不控制第一机械臂将瓶子放置到预设位置,通过别的方式将瓶子放置到预设位置。在第二机械臂到预设位置对瓶子进行拧瓶盖操作之后,控制第一机械臂将拧好瓶盖的瓶子移动到其他的位置。
98.在第一机械臂收到数据包之后,对数据包进行解析,至少能够得到第一解决指令应包括使第二机械臂在第三时间长度之后执行在预设位置拧瓶盖的操作。第一机械臂在上
述时间点经过第四时间长度,执行将拧好瓶盖的瓶子移动到其他的位置。由于第二机械臂先到预设位置对瓶子进行拧瓶盖操作,第一机械臂再将拧好瓶盖的瓶子移动到其他的位置。所以上述第四时间长度应当大于上述第三时间长度。
99.在另一可选的实施例中,生产设备执行第一解决指令时需要至少两个生产设备配合,比如第五机械臂执行第一解决指令,需要第三机械臂和第四机械臂的配合。
100.本实施例与以上任一实施例的主要区别在于:
101.本地控制器将数据包转发至本地生产线中所有的生产设备之后,使发送错误指示信息的生产设备(比如第五机械臂)执行第一解决指令之前,生产数据处理方法还包括:
102.使与发送错误指示信息的生产设备(即第五机械臂)相配合的第三机械臂在第五机械臂发送错误指示信息的时间点经过第五时间长度时,执行与所述第一解决指令对应的第三解决指令,使与发送错误指示信息的生产设备(即第五机械臂)相配合的第四机械臂在第五机械臂发送错误指示信息的时间点经过第六时间长度时,执行与第一解决指令对应的第四解决指令,其中,第五时间长度应当小于第三时间长度,第六时间长度也应当小于第三时间长度。
103.如果第五机械臂执行第一解决指令,需要第三机械臂和第四机械臂的配合配合,也可以预留第三机械臂的第二操作时长和第四机械臂的第三操作时长。进一步的,对第二操作时长、第三操作时长、预定时间长度、第一时间长度和第二时间长度求和,得到上述第三时间长度。
104.以下对与以上任一实施例的主要区别做举例说明:
105.本地控制器控制第三机械臂将瓶子放置到预设位置,控制第四机械臂将物品(如药片、糖果等)放入瓶子,控制第五机械臂到预设位置对瓶子进行拧瓶盖操作。如果第五机械臂在执行拧瓶盖的操作过程中发现预设位置无瓶子,不能拧瓶盖,则说明第五机械臂在执行工作指令过程中出现错误,第五机械臂通过无线信道向本地控制器发送错误指示信息。上述错误指示信息包括的错误数据能够指示在预设位置无瓶子,第五机械臂不能在预设位置拧瓶盖。值得一提的是,以上描述为举例说明,并非对本技术技术方案的进一步限定,比如,在工业生产中,机械臂的应用及其广泛,还可以执行其他的生产动作。
106.本地控制器接收到第五机械臂发送的错误指示信息时,发现无法解决该错误指示信息,比如本地控制器无法对错误指示信息进行解析或本地控制器能够对错误指示信息进行解析,但无法根据解析后的数据查找对应的解决指令,则本地控制器将错误指示信息发送至中央处理器。
107.由于第五机械臂通过无线信道向本地控制器发送错误指示信息,所以第三机械臂和第四机械臂也能接收通过无线信道传输的错误指示信息,使得第三机械臂和第四机械臂能够解析得到错误指示信息中向本地控制器发送错误指示信息时的时间点。当本地控制器接收到上述数据包之后,将数据包转发至本地生产线中所有的生产设备,比如,第三机械臂、第四机械臂和第五机械臂。具体的,本地控制器通过无线信道将数据包转发至第五机械臂,第三机械臂和第四机械臂也能够通过无线信道接收数据包。或者,本地控制器将数据包直接转发给第三机械臂、第四机械臂和第五机械臂。
108.第三机械臂收到数据包之后,对数据包进行解析,至少能够得到第一解决指令应包括使第五机械臂在第三时间长度之后执行在预设位置拧瓶盖的操作。第三机械臂在上述
时间点经过第五时间长度,执行与所述第一解决指令对应的第三解决指令。比如,第三解决指令包括第三机械臂在上述时间点经过第五时间长度将瓶子放置到预设位置。
109.第四机械臂收到数据包之后,对数据包进行解析,至少能够得到第一解决指令应包括使第五机械臂在第三时间长度之后执行在预设位置拧瓶盖的操作。第四机械臂在上述时间点经过第六时间长度,执行与所述第一解决指令对应的第四解决指令。比如,第四解决指令包括第四机械臂在上述时间点经过第六时间长度将将物品放入瓶子。
110.第五机械臂收到数据包之后,对数据包进行解析,至少能够得到第一解决指令应包括使第五机械臂在第三时间长度之后执行在预设位置拧瓶盖的操作。第五机械臂在上述时间点经过第三时间长度,执行第一解决指令即执行在预设位置拧瓶盖得操作。
111.本实施例中的生产数据处理方法中相关步骤与上述任意一个实施例中的生产数据处理方法相对应。在上述生产数据处理方法实施例中提到的相关细节,可用于本实施例的生产数据处理方法中,在此不再赘述。
112.综上所述,本技术技术方案避免了直接通过本地控制器根据错误指示信息中的错误数据生成第一解决指令,根据第一解决指令生成数据包等操作,即避免通过本地控制器根据错误指示信息决策生产设备下一步的生产动作,能够减少本地控制器的处理任务,提高本地控制器控制生产设备工作的控制能力和提高本地控制器的工作效率等等。
113.根据本技术的一些实施例,本技术还提供了一种生产数据处理装置,结合图3进行说明,图3为本技术一些实施例的生产数据处理装置的结构示意图。
114.本实施例中的生产数据处理装置与上述任意一个实施例中的生产数据处理方法相对应。在上述生产数据处理方法实施例中提到的相关细节,可用于本实施例的生产数据处理装置中,在此不再赘述。
115.如图3所示,生产数据处理装置包括接收模块31、生成模块32和发送模块33。其中,接收模块31用于接收本地控制器发送的错误指示信息,错误指示信息由生产设备在执行工作指令过程中出现错误时向本地控制器发送,错误指示信息包括出现错误时的错误数据。生成模块32用于根据错误数据生成第一解决指令,根据第一解决指令生成数据包,数据包包括所述第一解决指令。发送模块33用于向本地控制器发送数据包。其中,本地控制器将数据包转发至本地生产线中所有的生产设备,根据每个生产设备对数据包的解析,使发送错误指示信息的生产设备执行第一解决指令。
116.本技术技术方案避免了直接通过本地控制器根据错误指示信息中的错误数据生成第一解决指令,根据第一解决指令生成数据包等操作,即避免通过本地控制器根据错误指示信息决策生产设备下一步的生产动作,能够减少本地控制器的处理任务,提高本地控制器控制生产设备工作的控制能力和提高本地控制器的工作效率等等。
117.本技术的另一实施例还提供一种生产数据处理系统,结合图4和图5进行说明,图4为本技术一些实施例的生产数据处理系统的示意图,图5为生产设备、本地控制器和中央控制器的信息交互图。
118.如图4和图5所示,生产数据处理系统包括生产设备41、本地控制器42和中央控制器43。
119.结合图5,以下根据生产设备41、本地控制器42和中央控制器43之间的信息交互对生产数据处理系统做进一步说明:
120.如步骤s501,生产设备41用于在执行工作指令过程中出现错误时向本地控制器42发送错误指示信息。错误指示信息包括生产设备41在执行工作指令过程中出现错误时的错误数据和生产设备41向本地控制器42发送错误指示信息时的时间点。
121.值得一提的是,在工业生产中,生产设备41可以为机械臂,由本地控制器42控制多个机械臂的生产动作,比如,一个本地控制器42控制多个机械臂的生产动作,一条本地生产线中有一个本地控制器42或多个本地控制器42。以下以一条本地生产线中有一个本地控制器42为例进行说明。其中,一个本地控制器42可以控制多个机械臂,使不同的机械臂在不同的时刻执行不同或相同的生产动作。
122.举例说明,在本地生产线中,假设一个本地控制器42控制多个机械臂执行相同的生产动作。当其中一个或多个机械臂不能执行生产动作时,说明机械臂在执行工作指令过程中出现错误,则向本地控制器42发送错误指示信息。以下以一个机械臂不能执行生产动作为例进行说明。当其中一个机械臂不能执行生产动作时,则说明该机械臂在执行工作指令过程中出现错误,则向本地控制器42发送错误指示信息。此时错误指示信息包括的错误数据能够指示机械臂不能执行生产动作。值得一提的是,以上描述为举例说明,并非对本技术技术方案的进一步限定。
123.步骤s502,本地控制器42判断能否解决上述错误指示信息。
124.具体地说,本地控制器42无法对错误指示信息进行解析或本地控制器42能够对错误指示信息进行解析,但无法根据解析后的数据查找对应的解决指令,则说明本地控制器42判定不能解决上述错误指示信息。
125.步骤s503,本地控制器42用于将错误指示信息发送至中央控制器43。
126.步骤s504,中央控制器43用于生成数据包。
127.中央控制器43具体通过以下方式生成数据包:
128.中央控制器43用于接收本地控制器42发送的错误指示信息,根据错误指示信息中的错误数据生成第一解决指令,计算中央控制器43与生产设备41信息传输所需的第一时间长度和根据错误数据生成第一解决指令所需的第二时间长度。
129.具体地说,中央处理器计算机械臂向本地控制器42发送错误指示信息时的时间点和中央处理器接收到错误指示信息时的时间点两者之间的第一时间差,上述第一时间差绝对值的两倍即为上述第一时间长度。比如,从机械臂发送错误指示信息时的时间点到中央处理器接收到错误指示信息时的时间点为机械臂与中央处理器单向信息传输所需的时间长度(即第一时间差的绝对值),而机械臂与中央处理器信息传输所需的第一时间长度应当为机械臂与中央处理器双向信息传输所需的时间长度(即第一时间差绝对值的两倍)。
130.中央处理器计算接收到错误指示信息时的时间点和生成数据包时的时间点两者之间的第二时间差,上述第二时间差的绝对值即为第二时间长度。
131.中央控制器43还用于根据第一时间长度和第二时间长度得到第三时间长度。
132.具体的,对第一时间长度和第二时间长度求和,得到第三时间长度。
133.在另一可选的实施例中,还可以预先设定与错误数据对应的预定时间长度。根据预定时间长度、第一时间长度和第二时间长度得到上述第三时间长度。具体的,对预定时间长度、第一时间长度和第二时间长度求和,得到上述第三时间长度。
134.举例而言,当生产设备41即机械臂的状态不是执行第一解决指令的状态时,比如
机械臂需要经过预定时间长度移动至可以执行第一解决指令的状态,则通过本实施例可以预留机械臂执行第一解决指令的预定时间长度,以提升本实施例技术方案的精确性。具体地说,第一解决指令为使机械臂在预定位置抓取物品,而机械臂此时的位置不确定是不是在预定位置。如果机械臂不在预定位置,此时执行第一解决指令去抓取物品,显然是不能完成第一解决指令的。所以机械臂需要移动至预定位置,比如机械臂解析到第一解决指令为在预定位置抓取物品时,先执行移动至预定位置的操作,再执行在预定位置抓取物品的操作。此时为了避免机械臂没移动到预定位置就执行抓取物品的操作,可以将预定时间长度设置为机械臂移动最大距离时所需的时间长度,以使机械臂能够在预定时间长度内移动到预定位置执行抓取物品的操作。
135.中央控制器43还用于根据第一解决指令和第三时间长度生成数据包,数据包包括第一解决指令。本实施例中,数据包还可以包括机械臂向本地控制器42发送错误指示信息时的时间点和错误指示信息。值得一提的是,数据包还可以包括第三时间长度,或者第一解决指令包括第三时间长度。
136.具体的,因为错误数据能够指示机械臂不能执行生产动作。所以中央处理器根据错误数据生成数据包时,数据包所包括的第一解决指令应包括使机械臂能够执行生产动作的相关指令。值得一提的是,以上描述为举例说明,并非对本技术技术方案的进一步限定。
137.本实施例中,中央处理器用于将错误指示信息、第一解决指令以及机械臂向本地控制器42发送错误指示信息时的时间点封装在一起形成上述数据包。或者,中央处理器也可以将第一解决指令以及机械臂向本地控制器42发送错误指示信息时的时间点封装在一起,再与错误指示信息一起形成上述数据包。或者,中央处理器还可以将错误指示信息和第一解决指令封装在一起,再与机械臂向本地控制器42发送错误指示信息时的时间点一起形成上述数据包。或者,中央处理器还可以将错误指示信息和机械臂向本地控制器42发送错误指示信息时的时间点封装在一起,再与错误指示信息一起形成上述数据包。
138.在另一可选的实施例中,数据包还可以不包括机械臂向本地控制器42发送错误指示信息时的时间点,比如第一解决指令包含上述时间点。
139.或者在另一可选的实施例中,数据包还可以不包括机械臂向本地控制器42发送错误指示信息时的时间点,第一解决指令也可以不包含上述时间点,比如机械臂自身存储上述时间点等。
140.步骤s505,中央控制器43还用于向本地控制器42发送上述数据包。
141.步骤s506,本地控制器42还用于接收到上述数据包之后,将数据包转发至本地生产线中所有的生产设备41,比如本地控制器42将数据包转发给本地生产线中所有的机械臂,根据每个机械臂对数据包的解析,使发送错误指示信息的机械臂在上述时间点经过第三时间长度时,执行第一解决指令。
142.具体地说,本地控制器42可以直接将数据包转发给本地生产线中所有的机械臂。或者,本地控制器42也可以将数据包转发给发送错误指示信息的机械臂,比如通过无线信道将数据包转发给发送错误指示信息的机械臂,此时,其他的机械臂也能够通过无线信道接收数据包。即除了发送错误指示信息的机械臂,其余的机械臂也能够接收到数据包,对数据包进行解析。
143.步骤s507,生产设备41,还用于对数据包进行解析,当解析到数据包中的错误指示
信息是由生产设备41自身发出的时候,执行第一解决指令,比如在上述时间点经过第三时间长度时,执行第一解决指令。或者,其他的生产设备41当解析到数据包中包含的错误指示信息不是生产设备41自身发送时,不执行数据包中的第一解决指令。
144.本技术技术方案中,当生产设备41在执行工作指令过程中出现错误时向本地控制器42发送错误指示信息,本实施例的生产数据处理系统可以接收本地控制器42发送的错误指示信息,并根据错误指示信息中的错误数据生成包含第一解决指令的数据包发送给本地控制器42,本地控制器42将数据包转发至本地生产线中所有的生产设备41,使发送错误指示信息的生产设备41执行第一解决指令,避免了直接通过本地控制器42根据错误指示信息中的错误数据生成第一解决指令,即避免通过本地控制器42根据错误指示信息决策生产设备41下一步的生产动作,能够减少本地控制器42的处理任务,提高本地控制器42控制生产设备41工作的控制能力和提高本地控制器42的工作效率等等。
145.本技术的另一实施例还提供一种生产数据处理系统,结合图6进行说明,图6为生产设备41、本地控制器42和中央控制器43的信息交互图。本实施例中的生产数据处理系统与上述任意一个实施例中的生产数据处理方法相对应。在上述生产数据处理方法实施例中提到的相关细节,可用于本实施例的生产数据处理系统中,在此不再赘述。
146.参考图4,生产数据处理系统包括生产设备41、本地控制器42和中央控制器43。
147.在工业生产中,生产设备41可以为机械臂,由本地控制器42控制多个机械臂的生产动作,比如,一个本地控制器42控制多个机械臂的生产动作,一条本地生产线中有一个本地控制器42或多个本地控制器42。以下以一条本地生产线中有一个本地控制器42为例进行说明。其中,一个本地控制器42可以控制多个机械臂,使不同的机械臂在不同的时刻执行不同或相同的生产动作。
148.举例说明,在本地生产线中,假设一个本地控制器42控制多个机械臂执行不同的生产动作,比如,生产动作为抓取物品、拧螺丝、放容器、向容器内装物品、拧容器的盖子等等。
149.以下以一个本地控制器42控制两个机械臂为例进行说明:比如,两个机械臂分别是第一机械臂和第二机械臂。并且,需要说明的是,以下机械臂的生产动作应当理解为举例说明,而非对本技术技术方案的进一步限定。
150.结合图6,以下根据生产设备41(比如生产设备41为两个,分别是第一机械臂411、第二机械臂412)、本地控制器42和中央控制器43之间的信息交互对生产数据处理系统做进一步说明:
151.具体的,第一机械臂411将瓶子放置到预设位置,第二机械臂412到预设位置对第一机械臂411放置的瓶子进行拧瓶盖。如果第二机械臂412在执行拧瓶盖的操作过程中发现预设位置无瓶子,不能拧瓶盖,则说明第二机械臂412在执行工作指令过程中出现错误。
152.步骤s601,第二机械臂412通过无线信道向本地控制器42发送错误指示信息。上述错误指示信息包括的错误数据能够指示在预设位置无瓶子,第二机械臂412不能在预设位置拧瓶盖。值得一提的是,以上描述为举例说明,并非对本技术技术方案的进一步限定,比如,在工业生产中,机械臂的应用及其广泛,还可以执行其他的生产动作。
153.步骤s602,本地控制器42判断能否解决上述错误指示信息。
154.本地控制器42用于在接收到第二机械臂412发送的错误指示信息时,发现无法解
决该错误指示信息,比如本地控制器42无法对错误指示信息进行解析或本地控制器42能够对错误指示信息进行解析,但无法根据解析后的数据查找对应的解决指令,则说明本地控制器42判定不能解决上述错误指示信息。
155.步骤s603,本地控制器42用于将错误指示信息发送至中央控制器43。
156.步骤s604,中央控制器43用于生成数据包。
157.中央控制器43具体通过以下方式生成数据包:
158.中央处理器用于根据错误数据生成第一解决指令,计算与第二机械臂412信息传输所需的第一时间长度和根据错误数据生成第一解决指令所需的第二时间长度。
159.具体地说,中央处理器计算第二机械臂412向本地控制器42发送错误指示信息时的时间点和中央处理器接收到错误指示信息时的时间点两者之间的第一时间差,上述第一时间差绝对值的两倍即为上述第一时间长度。比如,从第二机械臂412发送错误指示信息时的时间点到中央处理器接收到错误指示信息时的时间点为第二机械臂412与中央处理器单向信息传输所需的时间长度(即第一时间差的绝对值),而第二机械臂412与中央处理器信息传输所需的第一时间长度应当为第二机械臂412与中央处理器双向信息传输所需的时间长度(即第一时间差绝对值的两倍)。
160.中央处理器计算接收到错误指示信息时的时间点和生成数据包时的时间点两者之间的第二时间差,上述第二时间差的绝对值即为第二时间长度。
161.中央处理器还用于根据第一时间长度和第二时间长度得到第三时间长度。
162.具体的,对第一时间长度和第二时间长度求和,得到第三时间长度。
163.本实施例中,还可以预先设定与错误数据对应的预定时间长度。根据预定时间长度、第一时间长度和第二时间长度得到上述第三时间长度。具体的,对预定时间长度、第一时间长度和第二时间长度求和,得到上述第三时间长度。
164.举例而言,第二机械臂412的状态不是执行第一解决指令的状态时,比如第二机械臂412需要经过预定时间长度移动至可以执行第一解决指令的状态,则通过本实施例可以预留第二机械臂412执行第一解决指令的预定时间长度,以提升本实施例技术方案的精确性。具体地说,第一解决指令为使第二机械臂412在预设位置拧瓶盖,而第二机械臂412此时的位置不确定是不是在预设位置。如果第二机械臂412不在预设位置,此时执行第一解决指令去拧瓶盖,显然是不能完成第一解决指令的。所以第二机械臂412需要移动至预设位置,比如第二机械臂412解析到第一解决指令为在预设位置拧瓶盖时,先执行移动至预设位置的操作,再执行在预设位置拧瓶盖的操作。此时为了避免第二机械臂412没移动到预设位置就执行拧瓶盖的操作,可以将预定时间长度设置为第二机械臂412移动最大距离时所需的时间长度,以使第二机械臂412能够在预定时间长度内移动到预设位置执行拧瓶盖的操作。
165.还需要说明的是,如果第二机械臂412执行第一解决指令,需要第一机械臂411配合,也可以预留第一机械臂411的第一操作时长。进一步的,对第一操作时长、预定时间长度、第一时间长度和第二时间长度求和,得到上述第三时间长度。
166.中央处理器还用于根据第一解决指令和第三时间长度生成数据包,数据包包括第一解决指令。本实施例中,数据包还可以包括第二机械臂412向本地控制器42发送错误指示信息时的时间点和错误指示信息。值得一提的是,数据包还可以包括第三时间长度,或者第一解决指令包括第三时间长度。
167.具体的,因为错误数据能够指示第二机械臂412不能执行生产动作。所以中央处理器根据错误数据生成数据包时,数据包所包括的第一解决指令应包括使第二机械臂412能够执行生产动作的相关指令。比如,第一解决指令应包括使第二机械臂412在第三时间长度之后执行在预设位置拧瓶盖的操作。值得一提的是,以上描述为举例说明,并非对本技术技术方案的进一步限定。
168.本实施例中,中央处理器可以将错误指示信息、第一解决指令以及第二机械臂412向本地控制器42发送错误指示信息时的时间点封装在一起形成上述数据包。或者,中央处理器也可以将第一解决指令以及第二机械臂412向本地控制器42发送错误指示信息时的时间点封装在一起,再与错误指示信息一起形成上述数据包。或者,中央处理器还可以将错误指示信息和第一解决指令封装在一起,再与第二机械臂412向本地控制器42发送错误指示信息时的时间点一起形成上述数据包。或者,中央处理器还可以将错误指示信息和第二机械臂412向本地控制器42发送错误指示信息时的时间点封装在一起,再与错误指示信息一起形成上述数据包。
169.在另一可选的实施例中,数据包还可以不包括第二机械臂412向本地控制器42发送错误指示信息时的时间点,比如第一解决指令包含上述时间点。
170.或者在另一可选的实施例中,数据包还可以不包括第二机械臂412向本地控制器42发送错误指示信息时的时间点,第一解决指令也可以不包含上述时间点,比如第二机械臂412自身存储上述时间点等。
171.步骤s605,中央处理器还用于向本地控制器42发送上述数据包。
172.步骤s606,本地控制器42还用于接收到上述数据包之后,将数据包转发至本地生产线中所有的生产设备41,比如第一机械臂411和第二机械臂412。
173.由于第二机械臂412通过无线信道向本地控制器42发送错误指示信息,所以第一机械臂411也能接收通过无线信道传输的错误指示信息,使得第一机械臂411能够解析得到错误指示信息中向本地控制器42发送错误指示信息时的时间点。当本地控制器42接收到上述数据包之后,将数据包转发至本地生产线中所有的生产设备41,比如,第一机械臂411和第二机械臂412。具体的,本地控制器42通过无线信道将数据包转发至第二机械臂412,第一机械臂411也能够通过无线信道接收数据包。或者,本地控制器42将数据包直接转发给第一机械臂411和第二机械臂412。
174.步骤s607,第一机械臂411用于收到数据包之后,对数据包进行解析,至少能够得到第一解决指令应包括使第二机械臂412在第三时间长度之后执行在预设位置拧瓶盖的操作。第一机械臂411在上述时间点经过第四时间长度,执行与所述第一解决指令对应的第二解决指令。比如,第二解决指令包括第一机械臂411在上述时间点经过第四时间长度将瓶子放置到预设位置。第四时间长度应当小于上述第三时间长度,以确保第二机械臂412在上述时间点经过第三时间长度时,能够执行第一解决指令即执行在预设位置拧瓶盖得操作。
175.步骤s608,第二机械臂412用于收到数据包之后,对数据包进行解析,至少能够得到第一解决指令应包括使第二机械臂412在第三时间长度之后执行在预设位置拧瓶盖的操作。第二机械臂412在上述时间点经过第三时间长度,执行第一解决指令即执行在预设位置拧瓶盖得操作。
176.值得一提的是,本实施例并非限定第一机械臂411先收到数据包,对数据包进行解
析,第二机械臂412后收到数据包,对数据包进行解析。第一机械臂411收到数据包的时间和第二机械臂412收到数据包的时间分别与第一机械臂411到本地控制器42的距离、第二机械臂412到本地控制器42的距离有关。
177.在另一可选的实施例中,生产设备41执行第一解决指令时需要至少两个生产设备41配合,比如第五机械臂执行第一解决指令,需要第三机械臂和第四机械臂的配合。本实施例中的生产数据处理系统与以上实施例中的生产数据处理方法和生产数据处理装置对应,在上述生产数据处理方法和生产数据处理装置实施例中提到的相关细节,可用于本实施例的生产数据处理系统中,在此不再赘述。
178.本技术技术方案中,当生产设备41在执行工作指令过程中出现错误时向本地控制器42发送错误指示信息,本实施例的生产数据处理系统可以接收本地控制器42发送的错误指示信息,并根据错误指示信息中的错误数据生成包含第一解决指令的数据包发送给本地控制器42,本地控制器42将数据包转发至本地生产线中所有的生产设备41,使发送错误指示信息的生产设备41执行第一解决指令,避免了直接通过本地控制器42根据错误指示信息中的错误数据生成第一解决指令,即避免通过本地控制器42根据错误指示信息决策生产设备41下一步的生产动作,能够减少本地控制器42的处理任务,提高本地控制器42控制生产设备41工作的控制能力和提高本地控制器42的工作效率等等。
179.本技术的另一实施例还提供一种计算机产品,如图7所示,该计算机产品包括存储器71和一个或多个处理器72,仅以包含一个处理器72为例,存储器71中存储有计算机程序,上述处理器72执行计算机程序时实现如以上任意一个实施例中的生产数据处理方法。
180.本技术的另一实施例还提供一种计算机可读介质,计算机可读介质可以是计算机可读信号介质或者计算机可读介质。计算机中的处理器读取存储在计算机可读介质中的计算机可读程序代码,使得处理器能够执行在图1至图2中的每个步骤、或各步骤的组合中规定的功能动作;生成实施在框图的每一块、或各块的组合中规定的功能动作的装置。
181.计算机可读介质包含但不限于电子、磁性、光学、电磁、红外的存储器或半导体系统、设备或者装置,或者前述的任意适当组合,存储器用于存储程序代码或指令,程序代码包括计算机操作指令,处理器用于执行存储器存储的生产数据处理方法的程序代码或指令。
182.以上所述,以上实施例仅用以说明本技术的技术方案,而非对其限制;尽管参照前述实施例对本技术进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本技术各实施例技术方案的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
