1.本发明涉及医疗美容外科的技术领域,尤其是涉及一种安全型美容提拉线及其制备方法。
背景技术:
2.美容提拉线是一种表面带有倒刺或锯齿的美容线,一般采用冷加工或热加工的方式,在美容线的表面形成倒刺或锯齿,以提升美容提拉线的提拉效果。
3.相关技术中,冷加工一般通过切刀对线体进行切割,在线体上形成多维倒刺。热加工是指采用热压注塑工艺,将熔融原料注入模具中,制成一体成型的带有倒刺的美容线。但是,无论是冷加工或热加工,制备的美容提拉线上的倒刺或锯齿,均具有尖锐的尖端。
4.针对上述中的相关技术,发明人认为将美容提拉线植入人体后,在提拉美容提拉线的过程中,倒刺会损伤周围的人体组织,增加了伤口愈合时间和感染风险。
技术实现要素:
5.为了减少人体组织的伤口愈合时间和感染风险,本技术提供一种安全型美容提拉线及其制备方法。
6.第一方面,本技术提供的一种安全型美容提拉线采用如下的技术方案:一种安全型美容提拉线,包括可降解金属丝和防刺锯齿,所述可降解金属丝和防刺锯齿均由可降解金属制成,所述防刺锯齿包括齿杆和圆角端块,所述齿杆固定连接在可降解金属丝上,所述圆角端块固定连接在齿杆远离可降解金属丝的一端。
7.通过采用上述技术方案,由于在齿杆的端部安装了圆角端块,圆角端块的边角均是圆弧形的圆角,使得在提拉美容提拉线的时,可以减少对人体组织的机械损伤,使得人体组织的损伤程度较小,更易愈合。同时,由于可降解金属具有抗炎作用,而且能在人体组织增生的过程中刺激胶原蛋白生成,从而,采用本技术的安全型美容提拉线,有助于加速人体组织的伤口愈合并降低伤口感染的风险。因此,本技术通过采用可降解金属作为美容提拉线材料,并通过设置圆角端块,有助于减少人体组织的伤口愈合时间和感染风险。
8.在一个具体的可实施方案中,所述可降解金属丝上设有正向齿段和反向齿段,所述正向齿段和反向齿段上均设有防刺锯齿,所述正向齿段和反向齿段均与齿杆固定连接,所述正向齿段上的齿杆与反向齿段的齿杆倾斜方向相反。
9.通过采用上述技术方案,正向齿段和反向齿段上的防刺锯齿均可以提高安全型美容提拉线的提拉效果。而且,由于正向齿段上的齿杆与反向齿段的齿杆倾斜方向相反,可以将松弛的人体组织向相反的方向提拉,实现了使用一根安全型美容提拉线,将人体组织向不同的方向提拉的效果,从而有助于人体组织收紧,提高了安全型美容提拉线的美容效果。
10.在一个具体的可实施方案中,所述可降解金属丝上还设有弯钩段、中部无齿段和后端无齿段,所述弯钩段与正向齿段远离反向齿段的一端固定连接,所述中部无齿段连接在正向齿段和反向齿段之间,所述后端无齿段连接在反向齿段远离正向齿段的一端。
11.通过采用上述技术方案,弯钩段有助于将可降解金属丝固定在牵引物上,便于牵引可降解金属丝在人体组织内移动;中部无齿段用于分隔正向齿段和反向齿段,后端无齿段的表面没有防刺锯齿,有助于减少对人体组织的摩擦力,进一步降低对伤口的损伤程度。
12.在一个具体的可实施方案中,所述可降解金属丝相对的两侧均设有若干个防刺锯齿,所述防刺锯齿沿可降解金属丝的轴向依次排列,所述可降解金属丝两侧的防刺锯齿间错设置。
13.通过采用上述技术方案,两侧均设置防刺锯齿,有助于支撑和提升松弛的人体组织,使得人体组织可以收紧,有助于达到更好的美容效果。而且,两侧的防刺锯齿间错设置,既可以达到支撑和提升人体组织的效果,又可以减少防刺锯齿的密度,从而减少防刺锯齿对人体组织的二次损伤。
14.在一个具体的可实施方案中,所述齿杆与可降解金属丝的夹角为25
°‑
60
°
,所述圆角端块与可降解金属丝的夹角为5
°‑
17
°
,所述可降解金属的丝的直径与可降解金属丝两侧的圆角端块之间的最大距离的比例为1:(1.5-2.5)。
15.通过采用上述技术方案,通过对齿杆和圆角端块的倾斜角度以及两侧的圆角端块之间的距离,进行多次调整后,发明人发现,将齿杆和圆角端块的倾斜角度控制在上述范围内,既有助于减少安全型美容提拉线受到的阻力,又有助于进一步减少安全型美容提拉线对人体组织的损伤,使得人体组织的伤口愈合时间更短、感染风险更小。可降解金属的丝的直径0.2-0.6mm。
16.在一个具体的可实施方案中,所述可降解金属是锌、锌-镁系合金、锌-铜系合金、锌-银系合金、镁、镁-锌系合金中的一种。
17.通过采用上述技术方案,上述金属均可以在体内降解,而且降解速度较为缓慢,这说明,使用上述金属制成的安全型美容提拉线的提拉效果持续时间更久。
18.第二方面,本技术提供的一种安全型美容提拉线的制备方法采用如下的技术方案:一种安全型美容提拉线的制备方法,包括如下步骤:预处理:将可降解金属轧成金属板,将金属板整平、裁剪后,得到待切割板;激光切割:采用激光切割的方式在待切割板上切出粗制美容提拉线;精制:将粗制美容提拉线依次进行清洗、干燥、真空封装和灭菌,得到安全型美容提拉线。
19.通过采用上述技术方案,先制备出待切割板,便于进行切割,使得切割过程更方便;采用激光切割可以快速地切割出粗制美容提拉线,后续对粗制美容提拉线进行精制,可以减少废屑或细菌感染伤口的风险。
20.在一个具体的可实施方案中,在激光切割阶段,采用激光切割机切割所述待切割板,所述激光切割机的功率为440-1055w,所述激光切割机的频率为300-1000hz,所述激光切割机的脉宽为30-600ms。
21.通过采用上述技术方案,在上述激光切割机的参数下,发射的激光既可以快速切割待切割板,又可以减少耗能。
22.在一个具体的可实施方案中,在激光切割阶段,在气压为0.75-1.0mpa的惰性气体环境中,在待切割板上切出粗制美容提拉线,所述惰性气体为氮气或氩气中的至少一种。
23.通过采用上述技术方案,在上述气压的惰性气体环境中,有助于提高切割的安全性,减少切割过程中发生安全事故。
24.在一个具体的可实施方案中,在预处理阶段,在200-400℃下,将可降解金属轧成金属板,金属板的厚度为0.2-0.6mm。
25.通过采用上述技术方案,在上述温度下,可以快速软化可降解金属,将金属板的厚度控制在上述范围内,其中,优选为220-350℃,有助于切割成粗制美容提拉线。
26.综上所述,本技术包括以下至少一种有益技术效果:1.本技术通过采用可降解金属作为美容提拉线材料,并通过设置圆角端块,有助于减少人体组织的伤口愈合时间和感染风险;2.本技术设置正向齿段和反向齿段,有助于人体组织收紧,提高了安全型美容提拉线的美容效果;3.本技术的制备方法,可以快速地切割出美容提拉线,减少废屑或细菌感染伤口的风险。
附图说明
27.图1是本技术实施例1的安全型美容提拉线的结构示意图。
28.图2是图1中a处的放大图。
29.图3是本技术实施例1的安全型美容提拉线的正视图。
30.图4是图3中b处的放大图。
31.图5是本技术实施例2的安全型美容提拉线的结构示意图。
32.附图标记说明:1、可降解金属丝;11、正向齿段;12、反向齿段;13、弯钩段;14、中部无齿段;15、后端无齿段;2、防刺锯齿;21、齿杆;22、圆角端块。
具体实施方式
33.以下结合附图1-5对本技术作进一步详细说明。
34.本技术实施例公开一种安全型美容提拉线。
35.实施例1参照图1,安全型美容提拉线包括可降解金属丝1和防刺锯齿2。可降解金属丝1是采用可降解金属制成的丝,可降解金属是锌、锌-镁系合金、锌-铜系合金、锌-银系合金、镁、镁-锌系合金中的任意一种,本实施例的可降解金属丝1采用锌制成。防刺锯齿2一体连接在可降解金属丝1上。
36.防刺锯齿2有若干个,所有的防刺锯齿2平均分成两排,每排中的防刺锯齿2沿可降解金属丝1的轴向依次排列,可降解金属丝1位于两排防刺锯齿2之间,两排防刺锯齿2沿可降解金属丝1的轴向对称。可降解金属丝1的直径与可降解金属丝1两侧的防刺锯齿2之间的最大距离的比例在1:(1.5-2.5)之间,本实施例中可降解金属丝1的直径与可降解金属丝1两侧的防刺锯齿2之间的最大距离的比例为1:2。
37.参照图2,防刺锯齿2包括齿杆21和圆角端块22,齿杆21的一端一体连接在可降解金属丝1的侧壁上,齿杆21的长度方向与可降解金属丝1的轴向的夹角为25
°‑
60
°
,本实施例
的齿杆21的长度方向与可降解金属丝1的轴向的夹角为50
°
。圆角端块22是边角均为圆弧形结构的方块,圆角端块22的中部与齿杆21远离可降解金属丝1的一端一体连接,圆角端块22的长度方向与可降解金属丝1的轴向的夹角为5
°‑
17
°
,本实施例的圆角端块22的长度方向与可降解金属丝1的轴向的夹角为9
°
。
38.参照图3,可降解金属丝1包括正向齿段11、反向齿段12、弯钩段13、中部无齿段14和后端无齿段15。弯钩段13为弯钩形,正向齿段11的一端与弯钩段13的一端一体连接;中部无齿段14的一端与正向齿段11远离弯钩段13的一端一体相连。反向齿段12位于中部无齿段14和后端无齿段15之间,反向齿段12的一端与中部无齿段14远离正向齿段11的一端一体连接,反向齿段12的另一端与后端无齿段15的一端一体连接。
39.正向齿段11、反向齿段12、中部无齿段14和后端无齿段15均是长方体,正向齿段11、反向齿段12、中部无齿段14和后端无齿段15同轴,正向齿段11、反向齿段12、中部无齿段14和后端无齿段15的宽和高均为0.39mm,弯钩段13的长度为3mm,正向齿段11和反向齿段12的长度均为50mm,中部无齿段14的长度为7mm,后端无齿段15的长度为50mm,因此,本实施例的可降解金属丝1的长度为16cm。
40.参照图4,齿杆21一体连接在正向齿段11和反向齿段12的侧壁上,两排齿杆21所在的侧壁相对,两排齿杆21沿可降解金属丝1的轴向间错设置,本实施例的两排齿杆21的间错排列距离为0.9mm。正向齿段11上同一排的相邻两齿杆21之间的距离相等,本实施例的正向齿段11上同一排的相邻两齿杆21之间的距离为1.8mm。反向齿段12上同一排的相邻两齿杆21之间的距离相等,本实施例的反向齿段12上同一排的相邻两齿杆21之间的距离为1.8mm。正向齿段11上的齿杆21的倾斜方向与反向齿段12上的齿杆21的倾斜方向相反,正向齿段11上的圆角端块22的倾斜方向与反向齿段12上的圆角端块22的倾斜方向相反。
41.实施例1的实施原理为:将锌锭进行车削外皮后,切割成90mm
×
60mm
×
20mm的金属块,用轧机在250℃下将金属块轧成0.39mm的金属板,将金属板整平后,裁剪成长
×
宽为200mm
×
140mm的待切割板。
42.将待切割板放置在激光切割机的夹具上,在气压为0.75mpa的氮气保护下,设置激光切割机的功率为440w、频率为300hz、脉宽为30ms,在待切割板上切出粗制美容提拉线,粗制美容提拉线的形状与本实施例的安全型美容提拉线的形状相同。
43.然后,将粗制美容提拉线放置在乙醇中进行超声清洗,再进行干燥、真空封装和灭菌后,得到本实施例的安全型美容提拉线。
44.实施例2参照图5,本实施例与实施例1的不同之处在于,本实施例的可降解金属丝1采用镁-锌系合金制成。本实施例中可降解金属丝1的直径与可降解金属丝1两侧的防刺锯齿2之间的最大距离的比例为1:1.5。
45.本实施例的正向齿段11、反向齿段12、中部无齿段14和后端无齿段15的宽和高均为0.6mm,弯钩段13的长度为1.5mm,正向齿段11和反向齿段12的长度均为45mm,中部无齿段14的长度为8.5mm,后端无齿段15的长度为40mm,因此,本实施例的可降解金属丝1的长度为14cm。
46.本实施例的齿杆21的长度方向与可降解金属丝1的轴向的夹角为30
°
。本实施例的圆角端块22的长度方向与可降解金属丝1的轴向的夹角为6
°
实施例2的实施原理为:将镁-锌系合金进行车削外皮后,切割成90mm
×
60mm
×
20mm的金属块,用轧机在350℃下将金属块轧成0.6mm的金属板,将金属板整平后,裁剪成长
×
宽为200mm
×
140mm的待切割板。
47.将待切割板放置在激光切割机的夹具上,在气压为1.0mpa的氮气保护下,设置激光切割机的功率为1055w、频率为1000hz、脉宽为100ms,在待切割板上切出粗制美容提拉线,粗制美容提拉线的形状与本实施例的安全型美容提拉线的形状相同。
48.然后,将粗制美容提拉线放置在乙醇中进行超声清洗,再进行干燥、真空封装和灭菌后,得到本实施例的安全型美容提拉线。
49.本技术实施例还公开一种安全型美容提拉线的制备方法。
50.安全型美容提拉线的制备方法包括如下步骤:预处理:在200-400℃下,用轧机将可降解金属轧成0.2-0.6mm金属板,将金属板整平后,裁剪为长
×
宽为200mm
×
140mm的待切割板;激光切割:在激光切割机上,采用激光切割的方式在待切割板上切出粗制美容提拉线,设置激光切割机的功率440-1055w,激光切割机的频率为300-1000hz,激光切割机的脉宽为30-600ms。
51.精制:将粗制美容提拉线置于乙醇中超声清洗,再依次进行干燥、真空封装和灭菌,得到安全型美容提拉线。
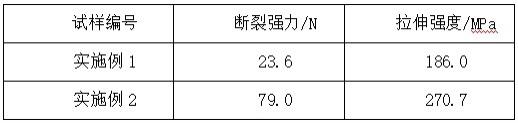
52.性能检测试验在室温下进行拉伸试验:拉伸速率为200mm/min,标距为100mm。拉伸实验结果如表1所示。
53.体外降解实验将实施例1-2的安全型美容提拉线分别静置于100mlpbs缓冲液(ph值为7.40)中,37℃下浸泡8周,测定其体外降解速率。实施例1的体外降解速率约在0.054mm/年,实施例2的体外降解速率约在0.058mm/年。
54.表1 实施例1-2的断裂强力(n)和拉伸强度(mpa)根据拉伸试验和表1可知,采用激光切割得到的锌基安全型美容提拉线和镁-锌系合金基安全型美容提拉线,均具有良好的力学性能。
55.根据体外降解实验可知,实施例1-2的安全型美容提拉线均可在pbs缓冲液缓慢降解。这说明,实施例1-2的安全型美容提拉线均可在体内缓慢降解,提拉持续时间更久。
56.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。