1.本发明涉及铝型材的生产加工领域,具体而言,涉及一种型材用的挤压设备。
背景技术:
2.金属挤压机是实现金属挤压加工的最主要设备。金属挤压加工是利用金属塑性压力成形的一种重要方法。
3.挤压机分为金属挤压机和塑料挤压机(又称塑料挤出机、挤出机、挤塑机)两种不同类型,并应用在不同的工业领域。现有运用于卧式反向型材挤压机采用前后双挤压杆结构,在结构组成方面使得挤压机的整体长度较长,从而影响了生产效率;当需要生产厚度较小的型材时,传统的挤压机的挤压比高,导致模具塌陷,影响型材的良品率。
技术实现要素:
4.基于此,为了解决传统的挤压机挤压比大,导致模具塌陷的问题,本发明提供了一种型材用的挤压设备,其具体技术方案如下:
5.一种型材用的挤压设备,包括
6.机架,所述机架上设有用于供毛坯放置的下模组件;所述下模组件上设有通孔;
7.驱动装置,所述驱动装置的输出端设有上模装置;所述驱动装置设于所述机架上;所述驱动装置用于驱动所述上模装置升降运动;所述上模装置与所述下模组件配合用于挤压所述毛坯并驱动所述毛坯进入所述通孔内;所述通孔的一端呈阶梯状设置且朝向所述上模装置。
8.上述型材用的挤压设备,通过上模装置与下模组件配合挤压毛坯,并驱动毛坯进入通孔,实现生产厚度较小的型材;通过通孔呈阶梯状设置,毛坯经过通孔呈阶梯状的一端时,实现缓冲,并降低挤压比,防止下模组件的内壁坍塌。该型材用的挤压设备解决了传统的挤压机挤压比大,导致模具塌陷的问题。
9.进一步地,所述机架的外轮廓呈三角柱状。
10.进一步地,所述驱动装置包括直线模组与第一伸缩驱动块;所述直线模组的本体呈竖直方向设置于所述机架上;所述第一伸缩驱动块的一端与所述直线模组的运动端铰接连接,所述第一伸缩驱动块的另一端与所述上模装置铰接连接。
11.进一步地,所述上模装置包括挤压组件与设于所述挤压组件内的加热组件;所述加热组件的一端镶嵌于所述加热组件上;所述第一伸缩驱动块与所述挤压组件铰接连接。
12.进一步地,所述下模组件包括均与所述机架连接的固定模、第一移动结构、第二移动结构;所述固定模上设有第一开口与第二开口;所述第一移动结构上设有第三开口;所述第二移动结构上设有第四开口。
13.进一步地,所述第一移动结构包括第一固定块、第二伸缩驱动块与第一移动块;所述第一固定块设于所述机架上;所述第二伸缩驱动块的一端与所述第一固定块铰接连接,所述第二伸缩驱动块的另一端与所述第一移动块铰接连接;所述第三开口设于所述第一移
动块上。
14.进一步地,所述第二移动结构包括第二固定块、第三伸缩驱动块与第二移动块;所述第二固定块设于所述机架上;所述第三伸缩驱动块的一端与所述第二固定块铰接连接,所述第三伸缩驱动块的另一端与所述第二移动块铰接连接;所述第四开口设于所述第二移动块上;;所述机架上设有用于控制所述第一伸缩驱动块、第二伸缩驱动块与第三伸缩驱动块的控制面板。
15.进一步地,所述挤压组件包括第一挤压块和与所述第一挤压块连接的第二挤压块;所述第一挤压块与所述第二挤压块之间形成有供导热介质流动的空腔;所述第一挤压块上还设有均与所述空腔连通的第一导管与第二导管。
16.进一步地,所述加热组件包括导热管与插设于所述导热管内的加热丝;所述导热管的两端呈密封设置,所述导热管内设有导热材料;所述导热管的一端设有导线,所述导线穿过所述导热管与所述加热丝连接;所述导热管镶嵌于所述第一挤压块与所述第二挤压块之间,所述导热管穿过所述空腔。
17.进一步地,所述挤压组件还包括用于驱动所述导热介质循环经过所述第一导管、空腔与第二导管的驱动模组;所述驱动模组的输出端与所述第一导管连接,所述驱动模组的输入端与所述第二导管连接。
附图说明
18.从以下结合附图的描述可以进一步理解本发明。图中的部件不一定按比例绘制,而是将重点放在示出实施例的原理上。在不同的视图中,相同的附图标记指定对应的部分。
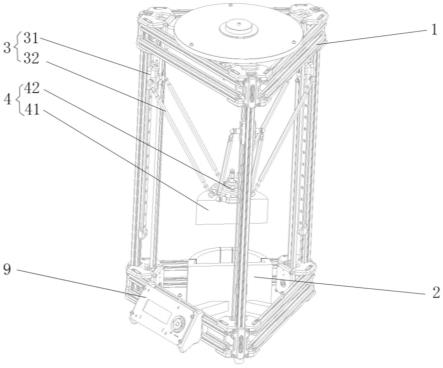
19.图1是本发明一实施例所述的型材用的挤压设备的结构示意图;
20.图2是本发明一实施例所述的型材用的挤压设备的俯视剖视图;
21.图3是图2的第一移动块的a-a剖视图;
22.图4是本发明一实施例所述的型材用的挤压设备的上模装置的剖视图。
23.附图标记说明:
24.1-机架;2-下模组件;21-固定模;22-第一移动结构;221-第一固定块;222-第二伸缩驱动块;223-第一移动块;23-第二移动结构;231-第二固定块;232-第三伸缩驱动块;233-第二移动块;3-驱动装置;31-直线模组;32-第一伸缩驱动块;4-上模装置;41-挤压组件;411-第一挤压块;412-第二挤压块;42-加热组件;421-导热管;422-加热丝;423-导线;5-第一开口;6-第二开口;7-第三开口;8-第四开口;9-控制面板;10-空腔;11-第一导管;12-第二导管;13-温度检测元件。
具体实施方式
25.为了使得本发明的目的、技术方案及优点更加清楚明白,以下结合其实施例,对本发明进行进一步详细说明。应当理解的是,此处所描述的具体实施方式仅用以解释本发明,并不限定本发明的保护范围。
26.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
27.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
28.本发明中所述“第一”、“第二”不代表具体的数量及顺序,仅仅是用于名称的区分。
29.如图1与图3所示,本发明一实施例中的一种型材用的挤压设备,包括机架1与驱动装置3;所述机架1上设有用于供毛坯放置的下模组件2;所述下模组件2上设有通孔;所述驱动装置3的输出端设有上模装置4;所述驱动装置3设于所述机架1上;所述驱动装置3用于驱动所述上模装置4升降运动;所述上模装置4与所述下模组件2配合用于挤压所述毛坯并驱动所述毛坯进入所述通孔内;所述通孔的一端呈阶梯状设置且朝向所述上模装置4。
30.上述型材用的挤压设备,通过上模装置4与下模组件2配合挤压毛坯,并驱动毛坯进入通孔,实现生产厚度较小的型材;通过通孔呈阶梯状设置,毛坯经过通孔呈阶梯状的一端时,实现缓冲,并降低挤压比,防止下模组件2的内壁坍塌。该型材用的挤压设备解决了传统的挤压机挤压比大,导致模具塌陷的问题。
31.在其中一个实施例中,如图1所示,所述机架1的外轮廓呈三角柱状;如此,通过设置有外轮廓呈三角柱状的机架1,增强了机架1的支撑性,解决了传统的机架1需要用厚钢块进行加强机身强度的问题,降低了制造成本。
32.在其中一个实施例中,如图1与图2所示,所述驱动装置3包括直线模组31与第一伸缩驱动块32;所述直线模组31的本体呈竖直方向设置于所述机架1上;所述第一伸缩驱动块32的一端与所述直线模组31的运动端铰接连接,所述第一伸缩驱动块32的另一端与所述上模装置4铰接连接。具体地,所述机架1包括第一连接块、第二连接块与呈竖直方向设置的立柱,第一连接块、立柱与第二连接块依次连接;所述直线模组31的本体设于所述立柱上。如此,通过直线模组31的运动端控制第一伸缩驱动块32的高度,进而控制第一伸缩驱动块32的伸缩行程;当加工工艺需要较大挤压力时,直线模组31的运动端移动至直线模组31本体远离下模组件2的一端,此时,第一伸缩驱动块32的伸缩行程变大,继而上模装置4下压运动的时间变长,实现上模装置4获得最大加速度,加大挤压力。
33.在其中一个实施例中,如图1所示,所述上模装置4包括挤压组件41与设于所述挤压组件41内的加热组件42;所述加热组件42的一端镶嵌于所述加热组件42上;所述第一伸缩驱动块32与所述挤压组件41铰接连接。如此,通过加热组件42加热挤压组件41,避免毛坯在挤压过程中冷却,影响毛坯的形变状态,提高产品的良品率。
34.在其中一个实施例中,如图2所示,所述下模组件2包括均与所述机架1连接的固定模21、第一移动结构22、第二移动结构23;所述固定模21上设有第一开口5与第二开口6;所述第一移动结构22上设有第三开口7;所述第二移动结构23上设有第四开口8。具体地,当开始挤压工序时,第一移动结构22与第二移动结构23均与固定模21连接,其中一个通孔由第一开口5与第三开口7相匹配组成,另一个通孔由第二开口6与第四开口8相匹配组成。当挤压工序结束时,第一移动结构22与第二移动结构23分别与固定模21分离,继而取出型材,减少型材与通孔摩擦,避免型材刮花,影响型材的成品率。
35.在其中一个实施例中,如图2所示,所述第一移动结构22包括第一固定块221、第二
伸缩驱动块222与第一移动块223;所述第一固定块221设于所述机架1上;所述第二伸缩驱动块222的一端与所述第一固定块221铰接连接,所述第二伸缩驱动块222的另一端与所述第一移动块223铰接连接;述第三开口7设于所述第一移动块223上;所述第二移动结构23包括第二固定块231、第三伸缩驱动块232与第二移动块233;所述第二固定块231设于所述机架1上;所述第三伸缩驱动块232的一端与所述第二固定块231铰接连接,所述第三伸缩驱动块232的另一端与所述第二移动块233铰接连接;所述第四开口8设于所述第二移动块233上。如此,通过第二伸缩驱动块222伸缩运动,实现控制第一移动块223与固定模21的连接状态;通过第三伸缩驱动块232伸缩运动,实现控制第二移动块233与固定模21的连接状态。
36.在其中一个实施例中,如图1所示,所述机架1上设有用于控制所述第一伸缩驱动块32、第二伸缩驱动块222与第三伸缩驱动块232的控制面板9。如此,通过控制控制面板9,便于操作者控制上模装置4与下模组件2的工作状态。
37.在其中一个实施例中,如图4所示,所述挤压组件41包括第一挤压块411和与所述第一挤压块411连接的第二挤压块412;所述第一挤压块411与所述第二挤压块412之间形成有供导热介质流动的空腔10;所述第一挤压块411上还设有均与所述空腔10连通的第一导管11与第二导管12;所述挤压组件41还包括用于驱动所述导热介质循环经过所述第一导管11、空腔10与第二导管12的驱动模组;所述驱动模组的输出端与所述第一导管11连接,所述驱动模组的输入端与所述第二导管12连接。如此,通过驱动模组驱动导热介质依次经过第一导管11、空腔10与第二导管12,避免第一挤压块411与第二挤压块412局部发热,影响对毛坯的加热效果;通过拆卸第一挤压块411与第二挤压块412,对第一挤压块411与第二挤压块412的内表面清洗,避免导热介质产生污垢堆积在第一挤压块411与第二挤压块412的内表面上,影响导热效果。
38.在其中一个实施例中,如图4所示,所述加热组件42包括导热管421与插设于所述导热管421内的加热丝422;所述导热管421的两端呈密封设置,所述导热管421内设有导热材料;所述导热管421的一端设有导线423,所述导线423穿过所述导热管421与所述加热丝422连接;所述导热管421镶嵌于所述第一挤压块411与所述第二挤压块412之间,所述导热管421穿过所述空腔10。具体地,所述导热管421内填充满氧化镁。如此,通过加热丝422加热氧化镁,氧化镁的热量传递至导热管421,继而加热管加热导热介质,实现加热毛坯。
39.在其中一个实施例中,如图4所示,所述加热组件42还包括温度检测元件13;所述温度检测元件13穿过所述第一挤压块411延伸至空腔10内。如此,通过设置有温度检测元件13,实现检测空腔10内的导热介质的温度,操作员通过工艺要求调整加热丝422的功率,实现提高良品率。
40.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
41.以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。