1.本发明涉及pcba电子制造技术领域,具体涉及一种焊接板卡零件耐温值及回流焊初始炉温的设置方法、装置。
背景技术:
2.在pcba电子制造领域,第一,新机种在试产之前需要确认每个选用零件料号的耐温值,是否符合无铅制程的需求,每个机种均有几百种元件料号,需要人工一个一个的调取零件料号的规格书进行确认;缺点:浪费人力物力,费事费劲;人工确认容易出错,比如确认错误或漏确认,导致炉零件耐温选型不符合回流焊的无铅制程,在生产的时候存在很大的品质隐患,轻则重工,重则批量报废。
3.第二,之前新机种在第一次试产的时候,回流焊初始炉温的设置没有参考零件规格书的耐温要求来设置,只是根据锡膏厂商的建议值和个人经验来设置,没有既定的标准,导致第一次生产的时候,不是最佳的炉温曲线,极容易造成板子的烤黄或冷焊等品质不良,并且需要重新优化参数设置来达到最佳炉温设置,造成在工时、人员、成本上的浪费。
技术实现要素:
4.针对上述现有技术中确认每个选用零件料号的耐温值存在的问题以及回流焊出事鲁文设置的问题,本发明提供一种焊接板卡零件耐温值及回流焊初始炉温的设置方法、装置。
5.本发明的技术方案是:
6.第一方面,本发明技术方案提供一种焊接板卡零件耐温值及回流焊初始炉温的设置方法,包括如下步骤:
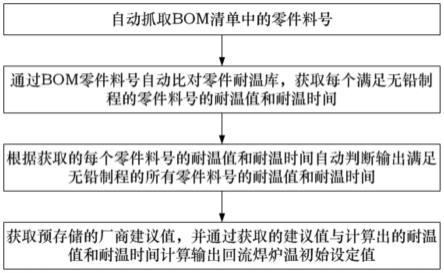
7.自动抓取bom清单中的零件料号;
8.通过bom零件料号自动比对零件耐温库,获取每个满足无铅制程的零件料号的耐温值和耐温时间;
9.根据获取的每个零件料号的耐温值和耐温时间自动判断输出满足无铅制程的所有零件料号的耐温值和耐温时间;
10.获取预存储的厂商建议值,并通过获取的建议值与计算出的耐温值和耐温时间计算输出回流焊炉温初始设定值。
11.进一步的,自动抓取bom清单中的零件料号的步骤包括:
12.抓取bom清单中焊接属性,逐项进行筛选比较bom清单中的焊接属性的值;
13.判断焊接属性的值时否为smd;
14.若否,将bom清单中焊接属性的值为非smd的行删除;执行步骤:判断bom清单中所有行比对完成;
15.若是,判断bom清单中所有行比对完成;
16.若未比对完成,执行步骤:抓取bom清单中焊接属性逐项进行筛选比较bom清单中
的焊接属性的值,抓取下一行;
17.若比对完成,自动抓取bom清单中保留焊接属性的值为smd的零件料号生成整理后的零件料号清单。
18.进一步的,通过bom零件料号自动比对零件耐温库,获取每个满足无铅制程的零件料号的耐温值和耐温时间的步骤之前包括:
19.建立零件耐温库清单,具体步骤包括:
20.自动获取sap系统中的零件料号,并自动抓取零件料号所对应的参数值;
21.获取零件料号所对应的耐温值和耐温时间;
22.判断零件料号的耐温值和耐温时间是否为空;
23.若是,输出提示信息;
24.若否,返回该零件料号以及所对应的耐温值和耐温时间;
25.判断所有零件料号获取完毕时,将返回的零件料号以及对应的耐温值和耐温时间生成零件耐温库清单。
26.进一步的,通过bom零件料号自动比对零件耐温库,获取每个满足无铅制程的零件料号的耐温值和耐温时间的步骤中包括通过bom零件料号自动比对零件耐温库的步骤包括:
27.抓取整理后的零件料号清单中的零件料号与零件耐温库清单逐行进行比对;
28.判断零件耐温库清单中零件料号是否存在;
29.若是,将该零件料号以及对应的耐温值和耐温时间返回到整理后的零件料号清单生成比对后的第一料表;
30.当所有行比对完成后,将比对后的第一料表输出。
31.进一步的,通过bom零件料号自动比对零件耐温库,获取每个满足无铅制程的零件料号的耐温值和耐温时间的步骤中,获取每个满足无铅制程的零件料号的耐温值和耐温时间的步骤包括:
32.自动检查第一料表中每个零件料号的耐温值和耐温时间;
33.判断是否符合无铅制程,即耐温值大于或等于250摄氏度且耐温时间大于或等于5秒;
34.若是,当所有行比对完成后,输出满足无铅制程的第二料表;
35.若否,生成不符合无铅制程的反馈表并输出提示信息。
36.进一步的,根据获取的每个零件料号的耐温值和耐温时间自动判断输出满足无铅制程的所有零件料号的耐温值和耐温时间的步骤包括:
37.自动计算出第二料表中耐温值的最小值以及耐温时间的最小值;
38.并将计算出的最小值返回到第二料表生成第三料表。
39.第二方面,本发明技术方案提供一种焊接板卡零件耐温值及回流焊初始炉温的设置装置,包括处理模块、比对判断模块、判断获取模块、输出模块;
40.处理模块,用于自动抓取bom清单中的零件料号;
41.比对判断模块,用于通过bom零件料号自动比对零件耐温库,获取每个满足无铅制程的零件料号的耐温值和耐温时间;
42.判断获取模块,用于根据获取的每个零件料号的耐温值和耐温时间自动判断输出
满足无铅制程的所有零件料号的耐温值和耐温时间;
43.输出模块,用于获取预存储的厂商建议值,并通过获取的建议值与计算出的耐温值和耐温时间计算输出回流焊炉温初始设定值。
44.进一步的,处理模块包括第一抓取单元、第一比较单元、处理单元、第一判断单元、第一生成单元;
45.第一抓取单元,用于抓取bom清单中焊接属性;
46.第一比较单元,用于逐项进行筛选比较bom清单中的焊接属性的值,判断焊接属性的值时否为smd;
47.处理单元,用于将bom清单中焊接属性的值为非smd的行删除;
48.第一判断单元,用于判断bom清单中所有行比对完成;
49.第一生成单元,用于若比对完成,自动抓取bom清单中保留焊接属性的值为smd的零件料号生成整理后的零件料号清单。
50.进一步的,所述装置还包括零件耐温库清单建立模块,用于建立零件耐温库清单;
51.零件耐温库清单建立模块包括零件料号信息获取单元、第二判断单元、参数值返回单元、第二生成单元、第一输出单元;
52.零件料号信息获取单元,用于自动获取sap系统中的零件料号,并自动抓取零件料号所对应的参数值;并获取零件料号所对应的耐温值和耐温时间;
53.第二判断单元,用于判断零件料号的耐温值和耐温时间是否为空;
54.第一输出单元,用于当第二判断单元判断为空时,输出提示信息;
55.参数值返回单元,用于当第二判断单元判断不为空时,返回该零件料号以及所对应的耐温值和耐温时间;
56.第二生成单元,用于判断所有零件料号获取完毕时,将返回的零件料号以及对应的耐温值和耐温时间生成零件耐温库清单。
57.进一步的,比对判断模块包括第一比对单元、第三判断单元、第三生成单元、第二输出单元;
58.第一比对单元,用于抓取整理后的零件料号清单中的零件料号与零件耐温库清单逐行进行比对;
59.第三判断单元,用于判断零件耐温库清单中零件料号是否存在;
60.第三生成单元,用于将该零件料号以及对应的耐温值和耐温时间返回到整理后的零件料号清单生成比对后的第一料表;
61.第二输出单元,用于当所有行比对完成后,将比对后的第一料表输出。
62.进一步的,比对判断模块还包括检查单元、第四判断单元、第三输出单元和第四输出单元;
63.检查单元,用于自动检查第一料表中每个零件料号的耐温值和耐温时间;
64.第四判断单元,用于判断是否符合无铅制程,即耐温值大于或等于250摄氏度且耐温时间大于或等于5秒;
65.第三输出单元,用于当所有行比对完成后,输出满足无铅制程的第二料表;
66.第四输出单元,用于生成不符合无铅制程的反馈表并输出提示信息。
67.进一步的,判断获取模块,具体用于自动计算出第二料表中耐温值的最小值以及
耐温时间的最小值;并将计算出的最小值返回到第二料表生成第三料表。
68.从以上技术方案可以看出,本发明具有以下优点:实现新机种的零件料号的耐温值和耐温时间自动确认和比对,并将不满足无铅制程的零件料号自动帅选出,结合锡膏厂商的建议值和最终得到的耐温值和耐温时间,制定出最佳的回流焊炉温初始设定值。有效的解决了浪费人力物力,费事费劲;人工确认导致炉零件耐温选型不符合回流焊的无铅制程,在生产的时候存在很大的品质隐患,轻则重工,重则批量报废的问题。制定最佳的回流焊炉温初始参数设定值,有效的避免了重新优化炉温造成的人力、物力、品质成本的浪费。
69.此外,本发明设计原理可靠,结构简单,具有非常广泛的应用前景。
70.由此可见,本发明与现有技术相比,具有突出的实质性特点和显著地进步,其实施的有益效果也是显而易见的。
附图说明
71.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
72.图1是本发明一个实施例的方法的示意性流程图。
73.图2是本发明另一个实施例的方法的示意性流程图。
74.图3是本发明再一个实施例的方法的示意性流程图。
75.图4是本发明又一个实施例的方法的示意性流程图。
76.图5是本发明一个实施例的装置的示意性框图。
具体实施方式
77.新机种在试产之前需要确认每个选用零件料号的耐温值,是否符合无铅制程的需求,每个机种均有几百种元件料号,需要人工一个一个的调取零件料号的规格书进行确认;缺点:浪费人力物力,费事费劲;人工确认容易出错,比如确认错误或漏确认,导致炉零件耐温选型不符合回流焊的无铅制程,在生产的时候存在很大的品质隐患,轻则重工,重则批量报废。另外,回流焊初始炉温的设置没有参考零件规格书的耐温要求来设置,只是根据锡膏厂商的建议值和个人经验来设置,没有既定的标准,导致第一次生产的时候,不是最佳的炉温曲线,极容易造成板子的烤黄或冷焊等品质不良,并且需要重新优化参数设置来达到最佳炉温设置,造成在工时、人员、成本上的浪费。为了使本技术领域的人员更好地理解本发明中的技术方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
78.如图1所示,本发实施例提供一种焊接板卡零件耐温值及回流焊初始炉温的设置方法,包括如下步骤:
79.步骤1:自动抓取bom清单中的零件料号;
80.步骤2:通过bom零件料号自动比对零件耐温库,获取每个满足无铅制程的零件料号的耐温值和耐温时间;
81.步骤3:根据获取的每个零件料号的耐温值和耐温时间自动判断输出满足无铅制程的所有零件料号的耐温值和耐温时间;
82.步骤4:获取预存储的厂商建议值,并通过获取的建议值与计算出的耐温值和耐温时间计算输出回流焊炉温初始设定值。
83.自动抓取bom清单中的零件料号,通过bom零件料号自动比对零件耐温库的每个零件料号的耐温值body temp.max温度和耐温时间time时间,自动计算出合理的满足所有零件料号的body temp.max温度和time时间,输出最终的body temp.max温度和time时间,并将不满足无铅制程的零件料号自动筛选出,结合锡膏厂商的建议值和最终得到的body temp.max温度和time时间,制定出合理的最佳的回流焊炉温初始设定值。
84.如图2所示,在有些实施例中,步骤1中自动抓取bom清单中的零件料号的步骤包括:
85.步骤11:抓取bom清单中焊接属性,逐项进行筛选比较bom清单中的焊接属性的值;
86.步骤12:判断焊接属性的值时否为smd;若否,执行步骤13,否则,执行步骤14;
87.步骤13:将bom清单中焊接属性的值为非smd的行删除;执行步骤14;
88.步骤14:判断bom清单中所有行比对完成;若是,执行步骤15,否则执行步骤11抓取下一行;
89.步骤15:自动抓取bom清单中保留焊接属性的值为smd的零件料号生成整理后的零件料号清单。
90.如图3所示,在有些实施例中,步骤2中通过bom零件料号自动比对零件耐温库,获取每个满足无铅制程的零件料号的耐温值和耐温时间的步骤之前包括:
91.步骤02:建立零件耐温库清单,具体步骤包括:
92.步骤021:自动获取sap系统中的零件料号,并自动抓取零件料号所对应的参数值;
93.步骤022:获取零件料号所对应的耐温值和耐温时间;
94.步骤023:判断零件料号的耐温值和耐温时间是否为空;若是,执行步骤024,若否,执行步骤025;
95.步骤024:输出提示信息;
96.步骤025:返回该零件料号以及所对应的耐温值和耐温时间;
97.步骤026:判断所有零件料号是否获取完毕,若是,执行步骤027,否则执行步骤022获取下一个零件料号;
98.步骤027:将返回的零件料号以及对应的耐温值和耐温时间生成零件耐温库清单。
99.如图4所示,在有些实施例中,步骤2中通过bom零件料号自动比对零件耐温库,获取每个满足无铅制程的零件料号的耐温值和耐温时间的步骤中包括通过bom零件料号自动比对零件耐温库的步骤包括:
100.步骤21:抓取整理后的零件料号清单中的零件料号与零件耐温库清单逐行进行比对;
101.步骤22:判断零件耐温库清单中零件料号是否存在;若否,执行步骤23,否则,执行步骤24;
102.步骤23:输出提示信息;
103.步骤24:将该零件料号以及对应的耐温值和耐温时间返回到整理后的零件料号清
单生成比对后的第一料表;
104.步骤25:判断是否所有行比对完成,若否,执行步骤22,若是,执行步骤26;
105.步骤26:将比对后的第一料表输出。
106.在有些实施例中,步骤2中通过bom零件料号自动比对零件耐温库,获取每个满足无铅制程的零件料号的耐温值和耐温时间的步骤中,获取每个满足无铅制程的零件料号的耐温值和耐温时间的步骤包括:
107.步骤27:自动检查第一料表中每个零件料号的耐温值和耐温时间;
108.步骤28:判断是否符合无铅制程,即耐温值大于或等于250摄氏度且耐温时间大于或等于5秒;
109.若否,执行步骤29,否则,执行步骤30;
110.步骤29:生成不符合无铅制程的反馈表并输出提示信息;
111.步骤30:当所有行比对完成后,输出满足无铅制程的第二料表;
112.在有些实施例中,步骤3中根据获取的每个零件料号的耐温值和耐温时间自动判断输出满足无铅制程的所有零件料号的耐温值和耐温时间的步骤包括:
113.步骤31:自动计算出第二料表中耐温值的最小值以及耐温时间的最小值;
114.步骤32:将计算出的最小值返回到第二料表生成第三料表。
115.取耐温值列的最小值用b总表示,耐温时间的最小时间用t总表示,并输出第三料表;输出零件耐温值不合格的零件料号和所对应的耐温值和时间,并输出第二料表:并反馈研发重新材料选型,直到符合要求。
116.即公式表示:
117.b总=(b1、b2...bn)min值
‑‑‑‑
bn表示:料号第n行所在body temp.max的值;
118.t总==(t1、t2...tn)min值bn表示:料号第n行所在time时间t值的值。
119.生成的第三料表即为回流焊初始炉温设置的参数。
120.采用基于excel的vba宏程序
‑‑‑
自动确认pcba板卡零件耐温和自动输出回流焊初始炉温,不局限与pcba的回流焊和波峰焊,可以展开到行其他发热设备的炉温初始参数的设置和材料耐温情况的确认。
121.实现新机种的零件料号的耐温值和耐温时间自动确认和比对,并将不满足无铅制程的零件料号自动帅选出,结合锡膏厂商的建议值和最终得到的耐温值和耐温时间,制定出最佳的回流焊炉温初始设定值。有效的解决了浪费人力物力,费事费劲;人工确认导致炉零件耐温选型不符合回流焊的无铅制程,在生产的时候存在很大的品质隐患,轻则重工,重则批量报废的问题。制定最佳的回流焊炉温初始参数设定值,有效的避免了重新优化炉温造成的人力、物力、品质成本的浪费。
122.如图5所示,本发明实施例提供一种焊接板卡零件耐温值及回流焊初始炉温的设置装置,包括处理模块、比对判断模块、判断获取模块、输出模块;
123.处理模块,用于自动抓取bom清单中的零件料号;
124.比对判断模块,用于通过bom零件料号自动比对零件耐温库,获取每个满足无铅制程的零件料号的耐温值和耐温时间;
125.判断获取模块,用于根据获取的每个零件料号的耐温值和耐温时间自动判断输出满足无铅制程的所有零件料号的耐温值和耐温时间;
126.输出模块,用于获取预存储的厂商建议值,并通过获取的建议值与计算出的耐温值和耐温时间计算输出回流焊炉温初始设定值。
127.在有些实施例中,处理模块包括第一抓取单元、第一比较单元、处理单元、第一判断单元、第一生成单元;
128.第一抓取单元,用于抓取bom清单中焊接属性;
129.第一比较单元,用于逐项进行筛选比较bom清单中的焊接属性的值,判断焊接属性的值时否为smd;
130.处理单元,用于将bom清单中焊接属性的值为非smd的行删除;
131.第一判断单元,用于判断bom清单中所有行比对完成;
132.第一生成单元,用于若比对完成,自动抓取bom清单中保留焊接属性的值为smd的零件料号生成整理后的零件料号清单。
133.在有些实施例中,所述装置还包括零件耐温库清单建立模块,用于建立零件耐温库清单;
134.零件耐温库清单建立模块包括零件料号信息获取单元、第二判断单元、参数值返回单元、第二生成单元、第一输出单元;
135.零件料号信息获取单元,用于自动获取sap系统中的零件料号,并自动抓取零件料号所对应的参数值;并获取零件料号所对应的耐温值和耐温时间;
136.第二判断单元,用于判断零件料号的耐温值和耐温时间是否为空;
137.第一输出单元,用于当第二判断单元判断为空时,输出提示信息;
138.参数值返回单元,用于当第二判断单元判断不为空时,返回该零件料号以及所对应的耐温值和耐温时间;
139.第二生成单元,用于判断所有零件料号获取完毕时,将返回的零件料号以及对应的耐温值和耐温时间生成零件耐温库清单。
140.在有些实施例中,比对判断模块包括第一比对单元、第三判断单元、第三生成单元、第二输出单元;
141.第一比对单元,用于抓取整理后的零件料号清单中的零件料号与零件耐温库清单逐行进行比对;
142.第三判断单元,用于判断零件耐温库清单中零件料号是否存在;
143.第三生成单元,用于将该零件料号以及对应的耐温值和耐温时间返回到整理后的零件料号清单生成比对后的第一料表;
144.第二输出单元,用于当所有行比对完成后,将比对后的第一料表输出。
145.在有些实施例中,比对判断模块还包括检查单元、第四判断单元、第三输出单元和第四输出单元;
146.检查单元,用于自动检查第一料表中每个零件料号的耐温值和耐温时间;
147.第四判断单元,用于判断是否符合无铅制程,即耐温值大于或等于250摄氏度且耐温时间大于或等于5秒;
148.第三输出单元,用于当所有行比对完成后,输出满足无铅制程的第二料表;
149.第四输出单元,用于生成不符合无铅制程的反馈表并输出提示信息。
150.在有些实施例中,判断获取模块,具体用于自动计算出第二料表中耐温值的最小
值以及耐温时间的最小值;并将计算出的最小值返回到第二料表生成第三料表。
151.实现新机种的零件料号的耐温值和耐温时间自动确认和比对,并将不满足无铅制程的零件料号自动帅选出,结合锡膏厂商的建议值和最终得到的耐温值和耐温时间,制定出最佳的回流焊炉温初始设定值。有效的解决了浪费人力物力,费事费劲;人工确认导致炉零件耐温选型不符合回流焊的无铅制程,在生产的时候存在很大的品质隐患,轻则重工,重则批量报废的问题。制定最佳的回流焊炉温初始参数设定值,有效的避免了重新优化炉温造成的人力、物力、品质成本的浪费。
152.尽管通过参考附图并结合优选实施例的方式对本发明进行了详细描述,但本发明并不限于此。在不脱离本发明的精神和实质的前提下,本领域普通技术人员可以对本发明的实施例进行各种等效的修改或替换,而这些修改或替换都应在本发明的涵盖范围内/任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
