技术特征:
1.一种焊接板卡零件耐温值及回流焊初始炉温的设置方法,其特征在于,包括如下步骤:自动抓取bom清单中的零件料号;通过bom零件料号自动比对零件耐温库,获取每个满足无铅制程的零件料号的耐温值和耐温时间;根据获取的每个零件料号的耐温值和耐温时间自动判断输出满足无铅制程的所有零件料号的耐温值和耐温时间;获取预存储的厂商建议值,并通过获取的建议值与计算出的耐温值和耐温时间计算输出回流焊炉温初始设定值。2.根据权利要求1所述的焊接板卡零件耐温值及回流焊初始炉温的设置方法,其特征在于,自动抓取bom清单中的零件料号的步骤包括:抓取bom清单中焊接属性,逐项进行筛选比较bom清单中的焊接属性的值;判断焊接属性的值时否为smd;若否,将bom清单中焊接属性的值为非smd的行删除;执行步骤:判断bom清单中所有行比对完成;若是,判断bom清单中所有行比对完成;若未比对完成,执行步骤:抓取bom清单中焊接属性逐项进行筛选比较bom清单中的焊接属性的值,抓取下一行;若比对完成,自动抓取bom清单中保留焊接属性的值为smd的零件料号生成整理后的零件料号清单。3.根据权利要求2所述的焊接板卡零件耐温值及回流焊初始炉温的设置方法,其特征在于,通过bom零件料号自动比对零件耐温库,获取每个满足无铅制程的零件料号的耐温值和耐温时间的步骤之前包括:建立零件耐温库清单,具体步骤包括:自动获取sap系统中的零件料号,并自动抓取零件料号所对应的参数值;获取零件料号所对应的耐温值和耐温时间;判断零件料号的耐温值和耐温时间是否为空;若是,输出提示信息;若否,返回该零件料号以及所对应的耐温值和耐温时间;判断所有零件料号获取完毕时,将返回的零件料号以及对应的耐温值和耐温时间生成零件耐温库清单。4.根据权利要求3所述的焊接板卡零件耐温值及回流焊初始炉温的设置方法,其特征在于,通过bom零件料号自动比对零件耐温库,获取每个满足无铅制程的零件料号的耐温值和耐温时间的步骤中包括通过bom零件料号自动比对零件耐温库的步骤包括:抓取整理后的零件料号清单中的零件料号与零件耐温库清单逐行进行比对;判断零件耐温库清单中零件料号是否存在;若是,将该零件料号以及对应的耐温值和耐温时间返回到整理后的零件料号清单生成比对后的第一料表;当所有行比对完成后,将比对后的第一料表输出。
5.根据权利要求4所述的焊接板卡零件耐温值及回流焊初始炉温的设置方法,其特征在于,通过bom零件料号自动比对零件耐温库,获取每个满足无铅制程的零件料号的耐温值和耐温时间的步骤中,获取每个满足无铅制程的零件料号的耐温值和耐温时间的步骤包括:自动检查第一料表中每个零件料号的耐温值和耐温时间;判断是否符合无铅制程,即耐温值大于或等于250摄氏度且耐温时间大于或等于5秒;若是,当所有行比对完成后,输出满足无铅制程的第二料表;若否,生成不符合无铅制程的反馈表并输出提示信息。6.根据权利要求5所述的焊接板卡零件耐温值及回流焊初始炉温的设置方法,其特征在于,根据获取的每个零件料号的耐温值和耐温时间自动判断输出满足无铅制程的所有零件料号的耐温值和耐温时间的步骤包括:自动计算出第二料表中耐温值的最小值以及耐温时间的最小值;将计算出的最小值返回到第二料表生成第三料表。7.一种焊接板卡零件耐温值及回流焊初始炉温的设置装置,其特征在于,包括处理模块、比对判断模块、判断获取模块、输出模块;处理模块,用于自动抓取bom清单中的零件料号;比对判断模块,用于通过bom零件料号自动比对零件耐温库,获取每个满足无铅制程的零件料号的耐温值和耐温时间;判断获取模块,用于根据获取的每个零件料号的耐温值和耐温时间自动判断输出满足无铅制程的所有零件料号的耐温值和耐温时间;输出模块,用于获取预存储的厂商建议值,并通过获取的建议值与计算出的耐温值和耐温时间计算输出回流焊炉温初始设定值。8.根据权利要求7所述的焊接板卡零件耐温值及回流焊初始炉温的设置装置,其特征在于,处理模块包括第一抓取单元、第一比较单元、处理单元、第一判断单元、第一生成单元;第一抓取单元,用于抓取bom清单中焊接属性;第一比较单元,用于逐项进行筛选比较bom清单中的焊接属性的值,判断焊接属性的值时否为smd;处理单元,用于将bom清单中焊接属性的值为非smd的行删除;第一判断单元,用于判断bom清单中所有行比对完成;第一生成单元,用于若比对完成,自动抓取bom清单中保留焊接属性的值为smd的零件料号生成整理后的零件料号清单。9.根据权利要求8所述的焊接板卡零件耐温值及回流焊初始炉温的设置装置,其特征在于,所述装置还包括零件耐温库清单建立模块,用于建立零件耐温库清单;零件耐温库清单建立模块包括零件料号信息获取单元、第二判断单元、参数值返回单元、第二生成单元、第一输出单元;零件料号信息获取单元,用于自动获取sap系统中的零件料号,并自动抓取零件料号所对应的参数值;并获取零件料号所对应的耐温值和耐温时间;第二判断单元,用于判断零件料号的耐温值和耐温时间是否为空;
第一输出单元,用于当第二判断单元判断为空时,输出提示信息;参数值返回单元,用于当第二判断单元判断不为空时,返回该零件料号以及所对应的耐温值和耐温时间;第二生成单元,用于判断所有零件料号获取完毕时,将返回的零件料号以及对应的耐温值和耐温时间生成零件耐温库清单。10.根据权利要求9所述的焊接板卡零件耐温值及回流焊初始炉温的设置装置,其特征在于,比对判断模块包括第一比对单元、第三判断单元、第三生成单元、第二输出单元;第一比对单元,用于抓取整理后的零件料号清单中的零件料号与零件耐温库清单逐行进行比对;第三判断单元,用于判断零件耐温库清单中零件料号是否存在;第三生成单元,用于将该零件料号以及对应的耐温值和耐温时间返回到整理后的零件料号清单生成比对后的第一料表;第二输出单元,用于当所有行比对完成后,将比对后的第一料表输出。
技术总结
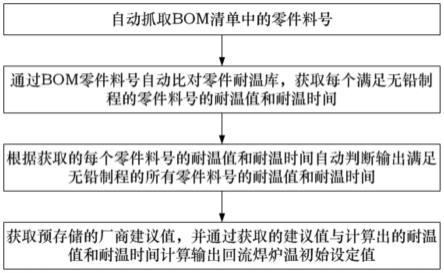
本发明属于PCBA电子制造技术领域,具体提供一种焊接板卡零件耐温值及回流焊初始炉温的设置方法、装置,所述方法包括如下步骤:自动抓取BOM清单中的零件料号;通过BOM零件料号自动比对零件耐温库,获取每个满足无铅制程的零件料号的耐温值和耐温时间;根据获取的每个零件料号的耐温值和耐温时间自动判断输出满足无铅制程的所有零件料号的耐温值和耐温时间;获取预存储的厂商建议值,并通过获取的建议值与计算出的耐温值和耐温时间计算输出回流焊炉温初始设定值。有效的解决了浪费人力物力,费事费劲;人工确认导致炉零件耐温选型不符合回流焊的无铅制程,在生产的时候存在很大的品质隐患,轻则重工,重则批量报废的问题。重则批量报废的问题。重则批量报废的问题。
技术研发人员:闫安帮 宫小灿 李培根
受保护的技术使用者:苏州浪潮智能科技有限公司
技术研发日:2022.03.01
技术公布日:2022/6/3
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。