1.在本说明书中公开与柔性印刷基板、配线模块、带端子的柔性印刷基板及蓄电模块相关的技术。
背景技术:
2.以往,作为电池模块,已知有国际公开第2010/113455号(专利文献1)所记载的电池模块。在该电池模块中,将设置于与相邻的电池单元的端子连接的连结汇流条的舌片状的接线部件配置于形成于柔性印刷基板的接触垫上,接线部件与接触垫利用回流钎焊而连接。
3.现有技术文献
4.专利文献1:国际公开第2010/113455号
技术实现要素:
5.发明所要解决的课题
6.然而,在将舌片状的接线部件回流钎焊到接触垫上的结构中,在回流钎焊时接触垫上的接线部件有可能会产生浮起,而产生接线部件的位置偏移引起的不良状况。
7.本说明书所记载的技术是基于上述那样的情况而完成的,其目的在于提供能够抑制端子的位置偏移引起的不良状况的柔性印刷基板、带端子的柔性印刷基板及蓄电模块。
8.用于解决课题的方案
9.本说明书上述的柔性印刷基板具有导电路和与上述导电路相连的焊盘,在上述焊盘能够钎焊端子,上述焊盘具备具有金属表面而供上述端子钎焊的多个钎焊部,在上述多个钎焊部之间设置有将相邻的上述钎焊部分隔开的非金属表面的分隔部。
10.发明效果
11.根据本说明书所记载的技术,能够抑制钎焊于柔性印刷基板的端子的位置偏移引起的不良状况。
附图说明
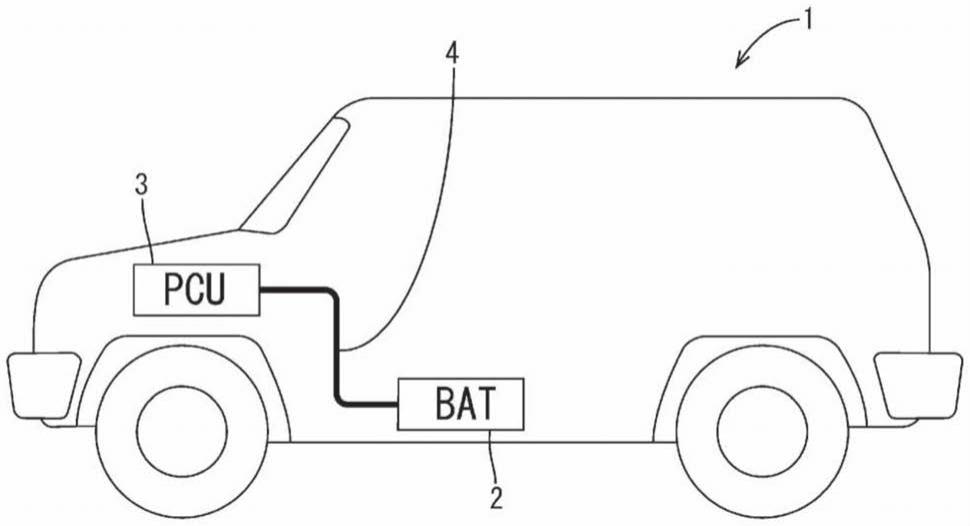
12.图1是示出搭载有实施方式的蓄电模块的车辆的示意图。
13.图2是示出实施方式1的蓄电模块的一部分的俯视图。
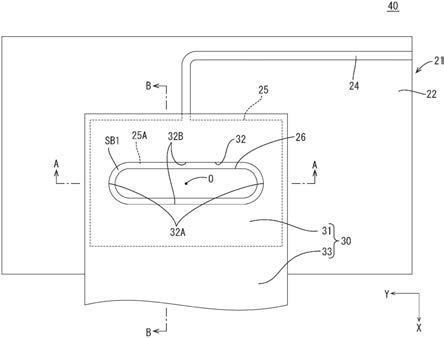
14.图3是将带端子的柔性印刷基板的一部分放大示出的俯视图。
15.图4是将带端子的柔性印刷基板的一部分放大示出的侧视图。
16.图5是说明端子向柔性印刷基板的组装的立体图。
17.图6是将柔性印刷基板的一部分放大示出的俯视图。
18.图7是将实施方式2的柔性印刷基板的一部分放大示出的俯视图。
19.图8是将实施方式3的柔性印刷基板的一部分放大示出的俯视图。
20.图9是将实施方式4的柔性印刷基板的一部分放大示出的俯视图。
21.图10是将实施方式5的柔性印刷基板的一部分放大示出的俯视图。
22.图11是将实施方式6的柔性印刷基板的一部分放大示出的俯视图。
23.图12是将其他实施方式的柔性印刷基板的一部分放大示出的俯视图。
24.图13是将其他实施方式的柔性印刷基板的一部分放大示出的俯视图。
具体实施方式
25.[本公开的实施方式的说明]
[0026]
首先,列举本公开的实施方案来进行说明。
[0027]
(1)本公开的柔性印刷基板具有导电路和与上述导电路相连的焊盘,在上述焊盘能够钎焊端子,上述焊盘具备具有金属表面而供上述端子钎焊的多个钎焊部,在上述多个钎焊部之间设置有将相邻的上述钎焊部分隔开的非金属表面的分隔部。
[0028]
根据本结构,即使当在回流钎焊等时钎焊部上的焊料熔化了的情况下,也通过相邻的钎焊部之间的非金属表面的分隔部抑制焊料的移动,所以能够抑制焊料熔化了时的端子的位置偏移。由此,能够抑制端子的位置偏移引起的不良状况。
[0029]
(2)上述柔性印刷基板呈带状地延伸,上述多个钎焊部在上述柔性印刷基板延伸的方向上排列。
[0030]
这样一来,能够抑制端子在柔性印刷基板延伸的方向上的位置偏移。
[0031]
(3)上述柔性印刷基板呈带状地延伸,上述多个钎焊部在与上述柔性印刷基板延伸的方向交叉的方向上排列。
[0032]
这样一来,能够抑制端子在与柔性印刷基板延伸的方向交叉的方向上的位置偏移。
[0033]
(4)在上述多个钎焊部中,三个以上的钎焊部排列地设置,排列方向上的两端部的上述钎焊部的排列方向的尺寸大于比排列方向上的两端部靠内侧处的上述钎焊部。
[0034]
这样一来,通过对三个以上的钎焊部的排列方向上的两端部的钎焊部进行钎焊,而能够抑制端子的位置偏移。
[0035]
(5)上述分隔部具备在互不相同的方向上延伸的第一分隔部和第二分隔部,上述第一分隔部与上述第二分隔部交叉。
[0036]
(6)优选为上述柔性印刷基板是搭载于车辆而使用的车辆用的柔性印刷基板。
[0037]
(7)本公开的配线模块具备:上述柔性印刷基板;端子,钎焊于上述柔性印刷基板的焊盘;及绝缘保护件,保持上述柔性印刷基板。
[0038]
(8)优选为上述配线模块是搭载于车辆而使用的车辆用的配线模块。
[0039]
(9)本公开的带端子的柔性印刷基板具备:上述柔性印刷基板;及端子,钎焊于上述柔性印刷基板的焊盘。
[0040]
(10)上述焊盘整体设置于上述端子重叠的区域内。
[0041]
这样一来,与焊盘是向端子的外侧伸出的大小的情况相比,焊盘上的焊料移动的范围变小,所以能够抑制焊料熔化了时的端子的位置偏移。
[0042]
(11)优选为上述带端子的柔性印刷基板是搭载于车辆而使用的带端子的柔性印刷基板。
[0043]
(12)上述钎焊部具有与上述端子重叠的区域和不与上述端子重叠的区域。
[0044]
这样一来,附着于端子的端面(侧面)的焊料的焊脚易于露出,所以能够容易地进行焊料的焊脚的外观检查。另外,能够利用附着于端子的端面(侧面)的焊料的焊脚来提高钎焊部与端子的接合强度。
[0045]
(13)本公开的蓄电模块具备:上述带端子的柔性印刷基板、具有正极及负极的电极部的多个蓄电元件及对上述多个蓄电元件的相邻的上述电极部之间进行连接的连接部件,上述端子连接于上述连接部件。
[0046]
(14)优选为上述蓄电模块是搭载于车辆而使用的蓄电模块。
[0047]
[本公开的实施方式的详细内容]
[0048]
以下,参照附图来对本公开的具体例进行说明。另外,本公开不限定于这些例示,而通过权利要求书示出,意图包含与专利权利要求书等同含义及范围内的所有变更。
[0049]
参照图1至图6来对将本公开应用于搭载于车辆1的蓄电组2的实施方式1进行说明。蓄电组2搭载于电动汽车或者混合动力汽车等车辆1,被用作车辆1的驱动源。在以下的说明中,关于多个部件,仅对一部分的部件附加附图标记,有时省略其他部件的附图标记。
[0050]
[整体结构]
[0051]
如图1所示,在车辆1的中央附近配置有蓄电组(bat)2。在车辆1的前部配置有pcu3(power control unit,动力控制单元)。蓄电组2与pcu3通过线束4连接。蓄电组2与线束4通过未图示的连接器连接。蓄电组2具有具备多个蓄电元件11的蓄电模块10。
[0052]
(蓄电模块10)
[0053]
如图2(图2图示蓄电模块10的一部分,省略其他部分)所示,蓄电模块10具备:多个蓄电元件11,排列成左右一列;连接部件14,对相邻的蓄电元件11的电极部12a、12b之间进行连接;及配线模块20,安装于多个蓄电元件11。以下,将x方向设为前方,将y方向设为左方,将z方向设为上方来进行说明。
[0054]
各蓄电元件11是扁平的长方体状,具备从上表面突出的电极部12a、12b(正极图示为12a,负极图示为12b),例如设为锂离子电池等二次电池或电容器。电极部12a、12b的上表面是平坦的长方形形状,能够载置连接部件14。相邻的蓄电元件11的朝向以使相邻的电极部12a、12b的极性相反的方式配置,位于串联连接的端部的电极部12a(12b)经由未图示的电线而连接于外部的变换器等设备。
[0055]
(连接部件14)
[0056]
连接部件14是长方形形状,由例如铜、铜合金、铝、铝合金、不锈钢(sus)等金属板材构成。连接部件14以覆盖相邻的一对电极部12a、12b的大小形成。连接部件14通过激光焊接而固定于电极部12a、12b,激光焊接后的连接部件14形成有圆形状的焊接部15。另外,图2图示出一个连接部件14,但能够通过多个连接部件14将多个蓄电元件11串联或者并联连接。
[0057]
(配线模块20)
[0058]
配线模块20构成为具备柔性印刷基板21(以下,设为“fpc21”)、对fpc21与连接部件14之间进行电连接的端子30及保持fpc21的绝缘保护件35。
[0059]
(fpc21)
[0060]
fpc21具备绝缘树脂膜22和由配线于绝缘树脂膜22的铜箔等金属构成的导电路24。绝缘树脂膜22具备:基底膜,由具有柔软性及绝缘性的聚酰亚胺等绝缘性的合成树脂构
成,配线有导电路24;覆盖膜,覆盖配线于基底膜的导电路24。多个导电路24在前后方向上隔开间隔地排列配置,在左右方向上,延伸至与连接部件14对应的位置。如图6所示,各导电路24中的连接部件14侧的端部与能够钎焊端子30的焊盘25相连。焊盘25从覆盖膜被去除而形成的开口部露出。焊盘25由铜箔等金属构成,具备经由粘接剂等而重叠于基底膜的多个(在本实施方式中两个)钎焊部26a、26b。
[0061]
多个钎焊部26a、26b都是长方形形状,沿着fpc21延伸的方向排列配置。多个钎焊部26a、26b中的至少一个钎焊部连接于导电路24。在本实施方式中,导电路24连接于右侧的钎焊部26b,但不限于此,也可以将导电路24连接于左侧的钎焊部26a,或者将导电路24连接于左右两个钎焊部26a、26b。
[0062]
在相邻的钎焊部26a、26b之间,设置有将该钎焊部26a、26b之间分隔开的非金属表面的分隔部28。分隔部28例如能够由钎焊部26a、26b之间的绝缘树脂膜22的覆盖膜形成。另外,分隔部不限于此,例如既可以将一个长方形形状的铜箔(金属箔)等粘贴于基底膜而形成(没有分隔部)的焊盘,并将包含绝缘性的合成树脂材料的(直线状的)片材作为分隔部而粘贴于焊盘,在该情况下,例如,也可以将在钎焊的印刷工序等中使用的掩模设为分隔部。另外,关于分隔部,也可以部分地去除焊盘(钎焊部的铜箔等),或者对绝缘性的树脂进行涂层。
[0063]
虽然未图示,但各导电路24中的与焊盘25侧相反一侧的端部侧电连接于外部的电子控制单元(electronic control unit,电子控制单元)。电子控制单元搭载有微型计算机、元件等,是具备用于进行蓄电元件11的电压、电流、温度等的检测、各蓄电元件11的充放电控制等的功能的公知的结构。
[0064]
(端子30)
[0065]
端子30用于检测连接部件14(及电极部12a、12b)的电压等,由例如铜、铜合金、铝、铝合金、不锈钢(sus)等金属板材构成。也可以对金属板材实施包含镍等的镀敷。如图5所示,端子30是在前后方向上较长的长方形的板状,具备:重叠部31,重叠于fpc21;及延伸部32,延伸到fpc21的外方侧(相对于fpc21的延伸方向的侧缘的外方侧)。延伸部32在前后方向上呈直线状地延伸,并焊接于连接部件14。
[0066]
如图3所示,重叠部31与覆盖一对钎焊部26a、26b整体的区域重叠,如图4所示,利用焊料s钎焊于钎焊部26a、26b。焊料s能够使用例如包含锡、银、铜的无铅焊料。在焊料s的外边缘部形成焊脚sb。端子30例如能够通过利用冲压机对金属板材实施冲裁加工、利用激光等的外形切割而形成。
[0067]
绝缘保护件35由绝缘性的合成树脂构成,如图2所示具备:配置部36,配置有fpc21;及板状的隔壁37,使相邻的蓄电元件11间绝缘。配置部36在左右方向上呈平板状地延伸,在配置部36的上表面通过粘接等固定fpc21。
[0068]
接下来,对蓄电模块10的组装进行说明。
[0069]
如图6所示,对fpc21的多个焊盘25的各钎焊部26a、26b涂敷例如膏状焊料,并将各端子30载置于焊盘25(及膏状焊料)。然后,通过回流炉并进行加热,从而使膏状焊料熔化来进行回流钎焊。当通过回流钎焊而熔化了的焊料s固化时,形成多个端子30钎焊于fpc21的状态的带端子的柔性印刷基板40。
[0070]
接下来,利用粘接剂等将fpc21的背面粘接并固定于绝缘保护件35中的配置部36
的上表面,来形成配线模块20。另外,将连接部件14载置于多个蓄电元件11的电极部12a、12b,并且将配线模块20载置于多个蓄电元件11的上方。
[0071]
接下来,将连接部件14激光焊接到各电极部12a、12b,并且将端子30的延伸部32激光焊接到连接部件14。由此,如图2所示,在连接部件14及延伸部32形成焊接部15、33,形成蓄电模块10。
[0072]
根据本实施方式,起到以下的作用、效果。
[0073]
一种fpc21(柔性印刷基板),具有导电路24和与导电路24相连的焊盘25,能够将端子30钎焊于焊盘25,在该fpc21(柔性印刷基板)中,焊盘25具备具有金属表面且供端子30钎焊的多个钎焊部26a、26b,在多个钎焊部26a、26b之间设置有将相邻的钎焊部26a、26b分隔开的非金属表面的分隔部28。
[0074]
根据本实施方式,即使当在回流钎焊等时钎焊部26a、26b上的焊料s熔化了的情况下,也通过相邻的钎焊部26a、26b之间的非金属表面的分隔部28抑制焊料s的移动,因此能够抑制焊料s熔化时的端子30的位置偏移。由此,能够抑制端子30的位置偏移引起的不良状况。
[0075]
另外,fpc21呈带状地延伸,多个钎焊部26a、26b在fpc21延伸的方向上排列。
[0076]
这样一来,能够抑制端子30在fpc21延伸的方向上的位置偏移。
[0077]
另外,焊盘25的整体设置于端子30重叠的区域内。
[0078]
这样一来,与焊盘25是向端子30的外侧伸出的大小的情况相比,焊盘25上的焊料s移动的范围变小,所以能够抑制焊料s熔化时的端子30的位置偏移。
[0079]
本实施方式的fpc21、配线模块20、带端子的柔性印刷基板40及蓄电模块10搭载于车辆1来使用。
[0080]
例如,当在回流钎焊工序中fpc与端子发生了位置偏移时,在熔融后固化的焊料之中,有可能会产生强度比其他部分小的部分。当来自车辆的振动施加到这样的强度比较小的部分时,焊料可能会产生不良状况。在本实施方式中,抑制了fpc21与端子30之间的位置偏移,所以在熔融后的固化的焊料s中不产生强度比较小的部分。这样,本实施方式对于搭载于车辆1而使用的fpc21、配线模块20、带端子的柔性印刷基板40及蓄电模块10特别有效。
[0081]
《实施方式2》
[0082]
接下来,参照图7来对实施方式2进行说明。实施方式2的fpc50的焊盘51相对于实施方式1而改变了两个钎焊部52a、52b的排列方向。以下,关于与实施方式1相同的结构而附加相同的附图标记,并省略说明。
[0083]
焊盘51的两个钎焊部52a、52b都是长方形形状,在前后方向(与fpc50延伸的方向正交的方向)上排列地配置。在两个钎焊部52a、52b之间设置有分隔部53。
[0084]
根据实施方式2,fpc50呈带状地延伸,多个钎焊部52a、52b在与fpc50延伸的方向交叉的方向上排列,所以能够抑制端子30在与fpc50延伸的方向交叉的方向上的位置偏移。
[0085]
《实施方式3》
[0086]
接下来,参照图8来对实施方式3进行说明。在实施方式3中的fpc60的焊盘61为三个钎焊部62a~62c排列的结构。以下,关于与上述实施方式相同的结构而附加相同的附图标记,并省略说明。
[0087]
焊盘61的三个钎焊部62a~62c都是长方形形状,在fpc60延伸的方向上排列地配
置。排列方向上的两端部的钎焊部62a~62c的排列方向上的尺寸大于排列方向上的中间部的钎焊部62a~62c。在三个钎焊部62a~62c之间设置有分隔部64、65。
[0088]
根据本实施方式,三个(三个以上)的钎焊部62a~62c排列地设置,排列方向上的两端部的钎焊部62a、62c的排列方向的尺寸大于比排列方向上的两端部靠内侧处的钎焊部62b。
[0089]
这样一来,能够在三个钎焊部62a~62c的排列方向上,抑制端子30的位置偏移。
[0090]
《实施方式4》
[0091]
接下来,参照图9来对实施方式4进行说明。实施方式4的fpc70的焊盘71是相对于实施方式3而改变了三个钎焊部72a~72c的排列方向的结构。以下,关于与实施方式3相同的结构而附加相同的附图标记,省略说明。
[0092]
焊盘71的三个钎焊部72a~72c都是长方形形状,在与fpc70延伸的方向正交的方向上排列地配置。排列方向上的两端部的钎焊部72a、72c的排列方向上的尺寸大于排列方向上的中间部的钎焊部72b。在三个钎焊部72a~72c之间设置有分隔部74、75。
[0093]
根据本实施方式,三个(三个以上)的钎焊部72a~72c排列地设置,排列方向上的两端部的钎焊部72a、72c的排列方向上的尺寸大于比排列方向上的两端部靠内侧处的钎焊部72b。
[0094]
这样一来,能够在三个钎焊部72a~72c的排列方向上,抑制端子30的位置偏移。
[0095]
《实施方式5》
[0096]
接下来,参照图10来对实施方式5进行说明。实施方式5的fpc80的焊盘81是具备四个钎焊部82a~82d的结构。以下,关于与上述实施方式相同的结构而附加相同的附图标记,省略说明。
[0097]
焊盘81的四个钎焊部82a~82d都设为在fpc80延伸的方向上较长的长方形形状,在前后方向上排列地配置有两个,在左右方向上排列地配置有两个。在四个钎焊部82a~82d之间设置有呈十字状地交叉的分隔部84(第一分隔部)和分隔部85(第二分隔部)。分隔部84和分隔部85在相互正交的方向(不同的方向)上延伸,分隔部84将前后的钎焊部82a、82b(82c、82d)分隔开,分隔部85将左右的钎焊部82a、82d(82b、82c)分隔开。
[0098]
《实施方式6》
[0099]
接下来,参照图11来对实施方式6进行说明。实施方式6的fpc90的焊盘91是具备九个钎焊部92a~92i的结构。以下,关于与上述实施方式相同的结构而附加相同的附图标记,省略说明。
[0100]
焊盘91的九个钎焊部92a~92i都是长方形形状,在fpc90延伸的方向上排列地配置有三个,且在与fpc90延伸的方向正交的方向上排列地配置有三个。与fpc90延伸的方向正交的方向上的两端部的钎焊部92a~92c、92g~92i的前后方向上的尺寸的尺寸大于中间部的钎焊部92d~92f。九个钎焊部92a~92i在前后方向上由沿左右方向延伸的分隔部94、95分隔开,在左右方向上由沿前后方向延伸的分隔部96、97分隔开。
[0101]
《其他实施方式》
[0102]
本说明书所记载的技术并不限定于通过上述记述及附图说明的实施方式,例如如下的实施方式也包含于本说明书所记载的技术的技术范围。
[0103]
(1)焊盘中的钎焊部的数量不限于上述实施方式的数量,能够设为不同的数量。另
外,在fpc21具有多个焊盘的情况下,也可以使一个或者多个焊盘具备多个钎焊部26a、26b。
[0104]
(2)端子30的延伸部32设为呈平板状地延伸的形状,但不限于此,也可以设为不同的形状。例如,也可以将延伸部32设为杆状。另外,延伸部32设为激光焊接于连接部件14的结构,但不限于此,也可以设为通过激光焊接以外的焊接、钎焊、压合、压接等连接于连接部件14的结构。
[0105]
(3)在实施方式1等中,设为多个钎焊部整体被端子30覆盖的结构,但不限于此。例如,如图12所示,钎焊部26a、26b也可以设为如下的结构:具有端子30重叠的区域a1和端子30不重叠的区域a2,多个钎焊部26a、26b的一部分不被端子30的重叠部31覆盖而露出。这样一来,附着于端子30的重叠部31的端面(侧面)的焊料s的焊脚sb露出,所以能够容易地进行(无需x线检查等)焊料s的焊脚sb的外观检查。另外,能够利用附着于端子30的端面(侧面)的焊料s的焊脚sb,提高钎焊部26a、26b与端子30的接合强度。
[0106]
(4)分隔部不限于膜、片材,能够使用具有非金属表面的各种部件。例如,也可以使粘接剂固化而形成分隔部。
[0107]
(5)也可以如图13所示,利用由铜箔等金属构成的桥部99对多个钎焊部26a、26b(52a、52b、62a~62c、72a~72c、82a~82d、92a~92i)之间进行电连接。
[0108]
附图标记说明
[0109]
1:车辆
[0110]
2:蓄电组
[0111]
3:pcu
[0112]
4:线束
[0113]
10:蓄电模块
[0114]
11:蓄电元件
[0115]
12a、12b:电极部
[0116]
14:连接部件
[0117]
15:焊接部
[0118]
20:配线模块
[0119]
21、50、60、70、80、90:fpc(柔性印刷基板)
[0120]
22:绝缘树脂膜
[0121]
24:导电路
[0122]
25、51、61、71、81、91:焊盘
[0123]
26a、26b、52a、52b、62a~62c、72a~72c、82a~82d、92a~92i:钎焊部
[0124]
28、53、64、65、74、75、84、85、94~97:分隔部
[0125]
30:端子
[0126]
31:重叠部
[0127]
32:延伸部
[0128]
33:焊接部
[0129]
35:绝缘保护件
[0130]
36:配置部
[0131]
37:隔壁
[0132]
40:带端子的柔性印刷基板
[0133]
99:桥部
[0134]
s:焊料
[0135]
sb:焊脚。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。