1.本发明涉及一种连接器质量检查方法以及连接器质量检查系统。
背景技术:
2.为了便于连接,通常在同轴电缆的端部安装有连接器。例如,在一个同轴电缆的一端安装有一个公型连接器,在另一个同轴电缆的一端安装有一个母型连接器。这样,可以通过对配公型连接器与母型连接器来方便地实现同轴电缆的快速连接。
3.为了保证母型连接器能够与公型连接器连接,必须对母型连接器的质量进行检查。通常母型连接器的质量检查是同轴电缆产品的最后一道工序。其中,一个检查任务是检查母型连接器的中心端子是否插入到适当位置。在现有技术中,通常只能通过人工方式来判断,其效率低,而且准确性差,很容易发生误判。
技术实现要素:
4.本发明的目的旨在解决现有技术中存在的上述问题和缺陷的至少一个方面。
5.根据本发明的一个方面,提供一种连接器质量检查方法。所述连接器包括壳体和安装在所述壳体内的中心端子,在所述壳体上形成有一个窗口,通过所述窗口能够看到所述中心端子的一部分,所述窗口具有靠近所述连接器的前端的前边缘和与所述前边缘相对的后边缘。所述方法包括以下步骤:
6.s110:从面对所述窗口的一侧拍摄所述连接器的图像;
7.s120:在拍摄的图像上画一条第一直线,所述第一直线与所述后边缘平行且与所述后边缘相距第一距离;
8.s130:在拍摄的图像上画一条第二直线,所述第二直线与所述第一直线平行且与所述第一直线相距第二距离;
9.s140:在拍摄的图像上识别出所述中心端子的位于所述窗口中的可见部分;
10.s150:判断识别出的可见部分是否越过所述第二直线,如果越过所述第二直线则判定所述中心端子已插入到适当位置。
11.根据本发明的一个实例性的实施例,在所述步骤s150中,当识别出的可见部分未达到所述第二直线,则判定所述中心端子未插入到适当位置。
12.根据本发明的另一个实例性的实施例,在所述步骤s120中,所述第一直线与所述窗口的后边缘重合,使得所述第一距离等于零。
13.根据本发明的另一个实例性的实施例,在所述步骤s130中,所述第一直线和所述第二直线之间的第二距离是根据所述第一距离和所述连接器的设计尺寸预先计算好的。
14.根据本发明的另一个实例性的实施例,在所述步骤s110之前,利用一个抓取器夹持和固定住所述连接器;并且所述抓取器适于将所述连接器保持在水平状态,使得所述连接器的中心轴线处于水平方向。
15.根据本发明的另一个实例性的实施例,所述步骤s110包括:利用一个第一摄像机
拍摄所述连接器的图像,并且在拍摄图像时,所述第一摄像机的光轴处于竖直方向并穿过所述窗口的几何中心。
16.根据本发明的另一个实例性的实施例,所述连接器为母型同轴连接器,并且在被检查之前所述连接器被连接到同轴电缆的端部上。
17.根据本发明的另一个方面,提供一种连接器质量检查系统,包括:柜体;和质量检查装置,安装在所述柜体中,用于检查连接器的质量,所述连接器包括壳体和安装在所述壳体内的中心端子,在所述壳体上形成有一个窗口,通过所述窗口能够看到所述中心端子的一部分,所述窗口具有靠近所述连接器的前端的前边缘和与所述前边缘相对的后边缘。所述质量检查装置包括:第一摄像机,适于面对所述窗口拍摄所述连接器的图像;图像识别装置,用于根据拍摄到的图像识别出所述中心端子的位于所述窗口中的可见部分;图形生成装置,用于画一条第一直线和一条第二直线,所述第一直线与所述后边缘平行且与所述后边缘相距第一距离,所述第二直线与所述第一直线平行且与所述第一直线相距第二距离;位置判断装置,用于判断识别出的可见部分是否越过所述第二直线;和质量判断装置,用于根据所述位置判断装置的判断结果判定所述中心端子是否已插入到适当位置。当所述位置判断装置判断出所述可见部分越过所述第二直线,所述质量判断装置则判定所述中心端子已插入到适当位置。
18.根据本发明的一个实例性的实施例,所述质量检查装置还包括一个抓取器,所述抓取器用于抓取和固定被检查的连接器;并且所述抓取器适于将所述连接器保持在水平状态,使得所述连接器的中心轴线处于水平方向。
19.根据本发明的另一个实例性的实施例,在拍摄图像时,所述第一摄像机的光轴处于竖直方向并穿过所述窗口的几何中心。
20.根据本发明的另一个实例性的实施例,所述连接器为同轴母型连接器,并且在被检查之前所述连接器被连接到同轴电缆的端部上;所述质量检查装置还包括一个电缆夹具,所述电缆夹具适于夹持和固定所述同轴电缆。
21.根据本发明的另一个实例性的实施例,所述电缆夹具被转动地安装到一个支撑架上,使得被夹持的所述同轴电缆可随所述电缆夹具一起绕所述同轴电缆的轴线转动。
22.根据本发明的另一个实例性的实施例,所述质量检查装置还包括一个驱动装置,所述驱动装置用于驱动所述电缆夹具转动,以便将连接在所述同轴电缆的端部上连接器调节到预定方位,使得所述连接器上的窗口面对所述第一摄像机。
23.根据本发明的另一个实例性的实施例,所述抓取器连接到所述电缆夹具上,并且所述抓取器在所述连接器被调节到预定方位之后抓取和固定住所述连接器。
24.根据本发明的另一个实例性的实施例,所述质量检查装置还包括一个止动装置,在所述抓取器上形成有一个条形插槽,在所述止动装置上形成有一个条状凸起;在所述抓取器抓取和固定住所述连接器之后,所述止动装置上的条状凸起插入到所述抓取器上的条形插槽中,以防止所述抓取器转动。
25.根据本发明的另一个实例性的实施例,所述质量检查装置还包括:传感器,用于检测是否有同轴电缆插入到所述电缆夹具;和控制装置,用于控制所述电缆夹具和打开和闭合。当所述传感器检测到有同轴电缆插入到所述电缆夹具中时,所述控制装置控制所述电缆夹具闭合,以夹持和固定所述同轴电缆。
26.根据本发明的另一个实例性的实施例,所述驱动装置包括伺服电机和传动带,所述传动带连接在所述伺服电机的输出轴和所述电缆夹具之间,所述伺服电机通过所述传动带驱动所述电缆夹具转动。
27.根据本发明的另一个实例性的实施例,所述质量检查装置还包括一个第二摄像机,所述第二摄像机的光轴沿水平方向延伸并且面对所述连接器的端部,用于拍摄所述连接器的端部图像。
28.根据本发明的另一个实例性的实施例,在所述柜体上设置有允许所述同轴电缆插入的插入口和允许对所述质量检查装置进行控制的控制面板。
29.在根据本发明的前述各个实例性的实施例中,能够方便、快速和准确地判断出连接器的中心端子是否插入到适当位置,提高了质量检查效率和准确性。
30.通过下文中参照附图对本发明所作的描述,本发明的其它目的和优点将显而易见,并可帮助对本发明有全面的理解。
附图说明
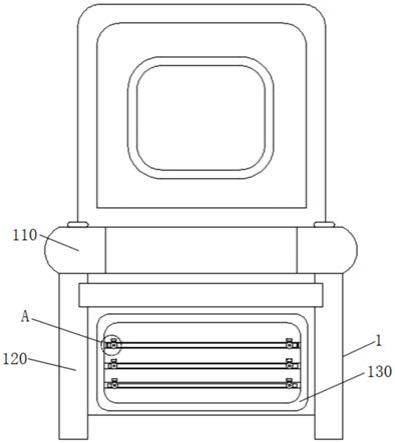
31.图1显示根据本发明的一个实例性的实施例的连接器质量检查系统的柜体的立体示意图;
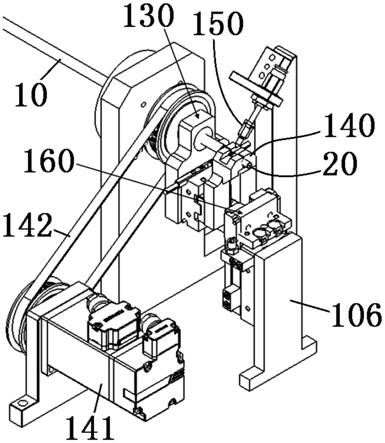
32.图2显示安装在图1所示的柜体内的质量检查装置的示意图;
33.图3显示安装在图2所示的质量检查装置的从一侧观看时的立体示意图;
34.图4显示安装在图2所示的质量检查装置的从另一侧观看时的立体示意图;
35.图5显示根据本发明的一个实例性的实施例的连接在同轴电缆的端部上的连接器的立体示意图;
36.图6显示插装在图5所示的连接器中的中心端子的立体示意图;
37.图7显示面对连接器上的窗口拍摄到的连接器的黑白图像;
38.图8显示在图7所示的图像上画第一直线和第二直线的示意图。
具体实施方式
39.下面通过实施例,并结合附图,对本发明的技术方案作进一步具体的说明。在说明书中,相同或相似的附图标号指示相同或相似的部件。下述参照附图对本发明实施方式的说明旨在对本发明的总体发明构思进行解释,而不应当理解为对本发明的一种限制。
40.另外,在下面的详细描述中,为便于解释,阐述了许多具体的细节以提供对本披露实施例的全面理解。然而明显地,一个或多个实施例在没有这些具体细节的情况下也可以被实施。在其他情况下,公知的结构和装置以图示的方式体现以简化附图。
41.根据本发明的一个总体技术构思,提供一种连接器质量检查方法。所述连接器包括壳体和安装在所述壳体内的中心端子,在所述壳体上形成有一个窗口,通过所述窗口能够看到所述中心端子的一部分,所述窗口具有靠近所述连接器的前端的前边缘和与所述前边缘相对的后边缘。所述方法包括以下步骤:从面对所述窗口的一侧拍摄所述连接器的图像;在拍摄的图像上画一条第一直线,所述第一直线与所述后边缘平行且与所述后边缘相距第一距离;在拍摄的图像上画一条第二直线,所述第二直线与所述第一直线平行且与所述第一直线相距第二距离;在拍摄的图像上识别出所述中心端子的位于所述窗口中的可见
部分;判断识别出的可见部分是否越过所述第二直线,如果越过所述第二直线则判定所述中心端子已插入到适当位置。
42.根据本发明的另一个总体技术构思,提供一种连接器质量检查系统,包括:柜体;和质量检查装置,安装在所述柜体中,用于检查连接器的质量,所述连接器包括壳体和安装在所述壳体内的中心端子,在所述壳体上形成有一个窗口,通过所述窗口能够看到所述中心端子的一部分,所述窗口具有靠近所述连接器的前端的前边缘和与所述前边缘相对的后边缘。所述质量检查装置包括:第一摄像机,适于面对所述窗口拍摄所述连接器的图像;图像识别装置,用于根据拍摄到的图像识别出所述中心端子的位于所述窗口中的可见部分;图形生成装置,用于画一条第一直线和一条第二直线,所述第一直线与所述后边缘平行且与所述后边缘相距第一距离,所述第二直线与所述第一直线平行且与所述第一直线相距第二距离;位置判断装置,用于判断识别出的可见部分是否越过所述第二直线;和质量判断装置,用于根据所述位置判断装置的判断结果判定所述中心端子是否已插入到适当位置。当所述位置判断装置判断出所述可见部分越过所述第二直线,所述质量判断装置则判定所述中心端子已插入到适当位置。
43.图1显示根据本发明的一个实例性的实施例的连接器质量检查系统的柜体1的立体示意图;图2显示安装在图1所示的柜体1内的质量检查装置100的示意图。
44.如图1和图2所示,在图示的实施例中,该连接器质量检查系统主要包括:柜体1和质量检查装置100。质量检查装置100安装在柜体1中,用于检查连接器20(参见图5)的质量。
45.图5显示根据本发明的一个实例性的实施例的连接在同轴电缆10的端部上的连接器20的立体示意图;图6显示插装在图5所示的连接器20中的中心端子21的立体示意图。
46.如图5和图6所示,在图示的实施例中,连接器20包括壳体和安装在壳体内的中心端子21。在壳体上形成有一个窗口20a,通过窗口20a能够看到中心端子21的一部分(即后面所说的可见部分21a)。窗口20a具有靠近连接器20的前端的前边缘p2和与前边缘p2相对的后边缘p1。
47.图3显示安装在图2所示的质量检查装置100的从一侧观看时的立体示意图;图4显示安装在图2所示的质量检查装置100的从另一侧观看时的立体示意图。
48.如图2至图6所示,在图示的实施例中,该质量检查装置100主要包括:第一摄像机110、图像识别装置、图形生成装置、位置判断装置和质量判断装置。请注意,图像识别装置、图形生成装置、位置判断装置和质量判断装置都由cpu执行的软件程序。
49.图7显示面对连接器20上的窗口20a拍摄到的连接器20的黑白图像。
50.如图2至图7所示,在图示的实施例中,第一摄像机110被设置成面对连接器20上的窗口20a并拍摄连接器的图像。第一摄像机110可以安装在一个第一安装架101上。图像识别装置用于根据拍摄到的图像识别出中心端子20的位于窗口20a中的可见部分21a,该可见部分21a在图7中显示为高光反射区域,因而能够被方便地识别出。
51.图8显示在图7所示的图像上画第一直线l1和第二直线l2的示意图。
52.如图2至图8所示,在图示的实施例中,图形生成装置用于画一条第一直线l1和一条第二直线l2。第一直线l1与窗口20a的后边缘p1平行且与后边缘p1相距第一距离,第二直线l2与第一直线l1平行且与第一直线l1相距第二距离。位置判断装置用于判断识别出的可见部分21a是否越过第二直线l2。质量判断装置用于根据位置判断装置的判断结果判定中
心端子20是否已插入到适当位置。
53.如图2至图8所示,在图示的实施例中,当位置判断装置判断出可见部分21a越过第二直线l2,质量判断装置则判定中心端子20已插入到适当位置。如果中心端子20的可见部分21a没有达到第二直线l2,质量判断装置则判定中心端子20没有插入到适当位置,连接器20质量不合格。
54.如图2至图8所示,在图示的实施例中,质量检查装置100还包括一个抓取器140,该抓取器110用于抓取和固定被检查的连接器20。抓取器140适于将连接器20保持在水平状态,使得连接器20的中心轴线处于水平方向。在拍摄图像时,第一摄像机110的光轴处于竖直方向并穿过窗口20a的几何中心。这样,拍摄出的图像最佳。
55.如图5所示,在图示的实施例中,连接器20为同轴母型连接器,并且在被检查之前连接器20被连接到同轴电缆10的端部上。
56.如图2至图8所示,在图示的实施例中,质量检查装置100还包括一个电缆夹具130,电缆夹具130适于夹持和固定同轴电缆10。
57.如图2至图8所示,在图示的实施例中,电缆夹具130被转动地安装到一个支撑架103上,使得被夹持的同轴电缆10可随电缆夹具130一起绕同轴电缆10的轴线转动。
58.如图2至图8所示,在图示的实施例中,质量检查装置100还包括一个驱动装置141、142,驱动装置141、142用于驱动电缆夹具130转动,以便将连接在同轴电缆10的端部上连接器20调节到预定方位,使得连接器20上的窗口20a面对第一摄像机110。
59.在本发明的一个实例性的实施例中,如图3和图4所示,驱动装置141、142包括伺服电机141和传动带142。传动带142连接在伺服电机141的输出轴和电缆夹具130之间,伺服电机141通过传动带142驱动电缆夹具130转动。
60.如图2至图8所示,在图示的实施例中,抓取器140连接到电缆夹具130上,并且抓取器140在连接器20被调节到预定方位之后抓取和固定住连接器20。
61.如图2至图8所示,在图示的实施例中,质量检查装置100还包括一个止动装置160,在抓取器140上形成有一个条形插槽,在止动装置160上形成有一个条状凸起。在抓取器140抓取和固定住连接器20之后,止动装置160上的条状凸起插入到抓取器140上的条形插槽中,以防止抓取器140转动。这样,可以保证拍摄图像时连接器20不会移动。
62.如图4所示,在图示的实施例中,止动装置160安装在一个固定支架106上。止动装置160上的条状凸起为滑动地安装在止动装置160的本体部上的滑块,使得条状凸起可上下移动,以与抓取器140上的条形插槽接合和分离。
63.如图2至图8所示,在图示的实施例中,质量检查装置100还包括:传感器150和控制装置(未图示)。传感器150用于检测是否有同轴电缆10插入到电缆夹具130。控制装置用于控制电缆夹具130和打开和闭合。当传感器150检测到有同轴电缆10插入到电缆夹具130中时,控制装置控制电缆夹具130闭合,以夹持和固定同轴电缆10。
64.如图2至图8所示,在图示的实施例中,质量检查装置100还包括一个第二摄像机120,第二摄像机120安装在第二安装架102上。第二摄像机120的光轴沿水平方向延伸并且面对连接器20的端部,用于拍摄连接器20的端部图像。因此,可以根据拍摄连接器20的端部图像识别中心端子21的中心是否位于适当的位置。
65.如图1所示,在图示的实施例中,在柜体1上设置有允许同轴电缆10插入的插入口
1a和允许对质量检查装置100进行控制的控制面板1b。
66.下面将参照图7和图8来说明根据本发明的一个实例性的实施例的连接器质量检查方法。该方法主要包括以下步骤:
67.s110:从面对窗口20a的一侧拍摄连接器20的图像(如图7所示);
68.s120:在拍摄的图像上画一条第一直线l1,第一直线l1与后边缘p1平行且与后边缘p1相距第一距离(如图8所示);
69.s130:在拍摄的图像上画一条第二直线l2,第二直线l2与第一直线l1平行且与第一直线l1相距第二距离(如图8所示);
70.s140:在拍摄的图像上识别出中心端子20的位于窗口20a中的可见部分21a(如图7和图8所示);
71.s150:判断识别出的可见部分21a是否越过第二直线l2,如果越过第二直线l2则判定中心端子20已插入到适当位置(如图8所示)。
72.在本发明的一个实施例中,在步骤s150中,当识别出的可见部分21a未达到第二直线l2,则判定中心端子20未插入到适当位置。此时,可以判定连接器20的质量不合格。
73.在本发明的一个实例性的实施例中,如图8所示,在步骤s120中,第一直线l1可以与窗口20a的后边缘p1重合,使得第一距离等于零。
74.在本发明的一个实例性的实施例中,如图8所示,在步骤s130中,第一直线l1和第二直线l2之间的第二距离是根据第一距离和连接器的设计尺寸预先计算好的。对于不同的尺寸的连接器,第二距离是不同的。因此,在图示的实施例中,第二距离的大小是可根据实际情况进行调节的。
75.本领域的技术人员可以理解,上面所描述的实施例都是示例性的,并且本领域的技术人员可以对其进行改进,各种实施例中所描述的结构在不发生结构或者原理方面的冲突的情况下可以进行自由组合。
76.虽然结合附图对本发明进行了说明,但是附图中公开的实施例旨在对本发明优选实施方式进行示例性说明,而不能理解为对本发明的一种限制。
77.虽然本总体发明构思的一些实施例已被显示和说明,本领域普通技术人员将理解,在不背离本总体发明构思的原则和精神的情况下,可对这些实施例做出改变,本发明的范围以权利要求和它们的等同物限定。
78.应注意,措词“包括”不排除其它元件或步骤,措词“一”或“一个”不排除多个。另外,权利要求的任何元件标号不应理解为限制本发明的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。