1.本发明涉及门业领域,尤其是指一种门板。
背景技术:
2.当前的门板,基本上都是拼装式的,其包括镶嵌在一起的四方形边框、装在边框内的板材,这种门板的结构比较复杂,生产、组装成本较高,而且这样的门如果是用在食品厂、卫生实验室等洁净区域的话,由于在门板的组装贴合处有缝隙,这会导致藏污纳垢、产生细菌,从而影响食品、卫生安全。
技术实现要素:
3.本发明的目的在于克服现有技术的不足,提供一种结构更合理和生产成本更低的滚塑成型的一体式门板,其有助于洁净区域的卫生安全。
4.本发明的另一目的是提供了一种滚塑成型的一体式门板的制作方法。
5.为了解决上述存在的技术问题,本发明采用下述技术方案:一种滚塑成型的一体式门板,包括滚塑成型出来的门板外壳、从该门板外壳一侧的发泡进料孔注入的高密度的发泡填充层;在所述门板外壳上设有当注入发泡填充层时便于排出门板外壳内的空气的排气孔。
6.在对上述塑成型的一体式门板的改进方案中,在所述门板外壳的竖边上设有用来安放密封条的卡槽。
7.在对上述塑成型的一体式门板的改进方案中,所述门板外壳的发泡进料孔和排气孔分别位于门板外壳相对的两边上。
8.在对上述塑成型的一体式门板的改进方案中,所述的发泡填充层是高密度pu聚氨酯。
9.一种滚塑成型的一体式门板的制作方法,包括如下步骤:一、滚塑模具的制造:根据所要门板的大小和轮廓来制作壳体状的模具,以及在模具内装上用来形成发泡进料孔和排气孔的销轴;二、将粉末状的pe塑料装入到模具内;三、滚塑成型出门板外壳:将模具装在滚塑机上进行成型,烤箱里的温度是280-320度,模具内的温度是180-220度,成型时间为15-30分钟;四、填充发泡层:将模具从滚塑机内移出并待门板外壳冷却后,用高压发泡枪从发泡进料孔注入高密度发泡材质。
10.在对上述滚塑成型的一体式门板的制作方法的改进方案中,填充发泡的时间为1-3分钟,且在填充发泡层时,在门板外壳的四周用夹具夹住门板外壳后再进行发泡填充。
11.与现有技术相比,本发明的有益效果:由于采用滚塑成型出来的一体式门板外壳,并从该门板外壳一侧的门板发泡孔注入高密度pu聚氨酯发泡填充层,这样不仅省去了门板的加工和组装环节、使生产更简单,而且整个门板的表面不存在因为组装而产生易藏污纳
垢的缝隙,因此本发明的结构更合理、生产成本更低,并有助于洁净区域的卫生安全。
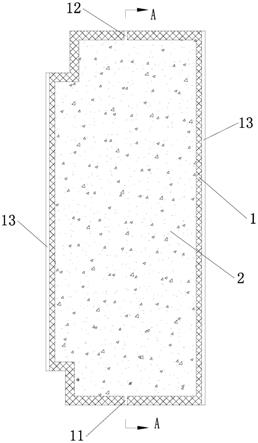
12.下面结合附图与具体实施方式对本发明作进一步的详细描述:【附图说明】图1 是本发明实施例一的结构示意图;图2 是图1的a-a向剖视图;图3 是图1的俯视图;图4 是本发明实施例二的结构示意图;图5 是图4的b-b向剖视图;图6 是图4的俯视图。
13.【具体实施方式】本发明为一种滚塑成型的一体式门板,如图1至6所示,包括滚塑成型出来的门板外壳1、从该门板外壳1一侧的发泡进料孔11注入的高密度的发泡填充层2以增强门板的强度,这样不仅省去了门板的加工和组装环节、使生产更简单,而且整个门板的表面不存在因为组装而产生易藏污纳垢的缝隙,因此本发明的结构更合理、生产成本更低,并有助于洁净区域的卫生安全。在所述门板外壳1上设有当注入发泡填充层2时便于排出门板外壳1内的空气的排气孔12。
14.图1至3所示的实施例一通常是用于食品厂的自由门上,这时,在所述门板外壳1的竖边上设有用来安放密封条的卡槽13,其是在滚塑成型出门板外壳时就顺便在外壳的边上成型出来的。
15.图4至6所示的实施例二通常是用于卫生实验室等场所的洁净门上。
16.优选地,所述门板外壳1的发泡进料孔11和排气孔12分别位于门板外壳1相对的两边上以利于发泡材料的注入和空气的排出,它们通常是在门板高度方向的上、下边。
17.在本实施例中,所述发泡填充层2是高密度pu聚氨酯。
18.滚塑成型的一体式门板的制作过程,包括如下步骤:1、滚塑模具的制造:根据所要门板的大小和轮廓来制作壳体状的模具,以及在模具内装上用来形成发泡进料孔11和排气孔12的销轴。对于需要安装密封条的门板,在生产模具时,需要在模具内预埋用来形成卡槽13的工件;2、将粉末状的pe塑料装入到模具内:在装入之前,先要根据门板外壳的厚度、大小计算出pe塑料粉末的用量;3、滚塑成型出门板外壳:将模具装在滚塑机上进行成型,烤箱里的温度是280-320度,模具内的温度是180-220度,成型时间为15-30分钟;为了提高生产效率,可以根据生产规模来开具多套模具,比如开三套模:其中一套模具在烤箱内滚塑时,另一套模具在烤箱外进行门板的冷却,还有一套模具进行pe料粉末的加入,这三套模的滚塑、冷却、加料时间一般都在15-30分钟左右,这样就可以大大提高生产效率。
19.4、填充发泡层:将模具从滚塑机内移出并待门板外壳冷却后,用高压发泡枪从发泡进料孔注入高密度pu聚氨酯发泡,时间约1到3分钟(根据门板大小来),通常情况下,门板外壳成型以后,在四周要用夹具夹住门板外壳后,再进行发泡填充,以防止在注入填充物的时候门板发生变形。
20.尽管参照上面实施例详细说明了本发明,但是通过本公开对于本领域技术人员显而易见的是,在不脱离所述的权利要求限定的本发明的原理及精神范围的情况下,可对本发明做出各种变化或修改。因此,本公开实施例的详细描述仅用来解释,而不是用来限制本发明,而是由权利要求的内容限定保护的范围。
技术特征:
1.一种滚塑成型的一体式门板,其特征在于,包括滚塑成型出来的门板外壳、从该门板外壳一侧的发泡进料孔注入的高密度的发泡填充层;在所述门板外壳上设有当注入发泡填充层时便于排出门板外壳内的空气的排气孔。2.根据权利要求1所述的滚塑成型的一体式门板,其特征在于,在所述门板外壳的竖边上设有用来安放密封条的卡槽。3.根据权利要求1所述的滚塑成型的一体式门板,其特征在于,所述门板外壳的发泡进料孔和排气孔分别位于门板外壳相对的两边上。4.根据权利要求1至3任一项所述的滚塑成型的一体式门板,其特征在于,所述的发泡填充层是高密度pu聚氨酯。5.一种如权利要求1至4任一项所述的滚塑成型的一体式门板的制作方法,其特征在于,包括如下步骤:一、滚塑模具的制造:根据所要门板的大小和轮廓来制作壳体状的模具,以及在模具内装上用来形成发泡进料孔和排气孔的销轴;二、将粉末状的pe塑料装入到模具内;三、滚塑成型出门板外壳:将模具装在滚塑机上进行成型,烤箱里的温度是280-320度,模具内的温度是180-220度,成型时间为15-30分钟;四、填充发泡层:将模具从滚塑机内移出并待门板外壳冷却后,用高压发泡枪从发泡进料孔注入高密度发泡材质。6.根据权利要求5所述的滚塑成型的一体式门板的制作方法,其特征在于,填充发泡的时间为1-3分钟,且在填充发泡层时,在门板外壳的四周用夹具夹住门板外壳后再进行发泡填充。
技术总结
一种滚塑成型的一体式门板,包括滚塑成型出来的门板外壳、从该门板外壳一侧的发泡进料孔注入的高密度的发泡填充层;在所述门板外壳上设有当注入发泡填充层时便于排出门板外壳内的空气的排气孔。由于采用滚塑成型出来的一体式门板外壳,并从该门板外壳一侧的门板发泡孔注入高密度PU聚氨酯发泡填充层,这样不仅省去了门板的加工和组装环节、使生产更简单,而且整个门板的表面不存在因为组装而产生易藏污纳垢的缝隙,因此本发明的结构更合理、生产成本更低,并有助于洁净区域的卫生安全。一体式门板的制作过程,包括滚塑模具的制造、将粉末状的PE塑料装入到模具内、滚塑成型出门板外壳和填充发泡层。壳和填充发泡层。壳和填充发泡层。
技术研发人员:尹俊衡
受保护的技术使用者:迈德瑞门业(广州)有限公司
技术研发日:2022.02.21
技术公布日:2022/5/31
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。