一种窄线宽双面perc铝浆及其制备方法
技术领域
1.本发明涉及电池浆料制备技术领域,特别涉及一种窄线宽双面perc铝浆及其制备方法。
背景技术:
2.近年,perc(passivated emitterand rear cell,即“发射极和背面钝化”)双面电池的概念被提出,perc双面电池背面采用铝栅线结构,代替常规perc电池的全铝背场结构,在保持正面高转换效率的同时背面也可发电。目前全球范围内,perc电池产能仍处于高速增长时期,perc双面电池将成为高效电池的主流产品。perc双面电池由于背面采用铝栅线设计,增加了背面电极的电阻,降低了填充因子;另外,为了获得更高的背面率,要求浆料适应细栅线印刷,印刷铝栅线高宽比大。与单面perc铝浆相比,双面perc铝浆在性能方面对浆料又提出了一些新的要求,其中,双面率是一项重要的技术指标。通过降低背面铝栅线的宽度,减少背面遮光率,可以提高电流,从而达到提升双面率的目的,因此,提高浆料塑性、降低铝栅线宽度,已成为双面perc铝浆研究的重要方向。
3.铝浆制备过程中,搅拌、轧制技术对铝浆成品的塑性有重要的影响。将松油醇、丁基卡必醇、丁基卡必醇醋酸酯、乙二醇丁醚、乙基纤维素、氢化蓖麻油及其他助剂按比例混合,加热搅拌至完全溶解,得到淡黄色溶液作为有机载体,再将预先按一定比例混合好的铝粉、玻璃粉、有机载体和添加剂通过机械搅拌的方式进行预分散,使有机载体充分浸润粉体,之后转移到三辊轧机进行挤压轧制,使粒径较大的硬颗粒和团聚物破碎并分散均匀,调整粘度后,得到成品铝浆。上述铝浆制备技术中,影响铝浆的触变性主要是分散(包括搅拌和轧制)的时间及机械强度,分散时间或机械强度不足的情况下,铝浆中的材料分散不均匀,硬的大颗粒玻璃没有被完全破碎分散,印刷时残留在网版上,经过反复印刷后会刮破网版,影响网版寿命;铝浆分散不均匀同时会带来静置后固液分层、粉体沉降结块的问题,也不能达到使用的要求;而分散时间太长或机械强度太大则会破坏有机载体中树脂的分子链,使触变指数下降,铝浆印刷到电池片后线宽变宽,为应对触变指数下降引起的线宽增加,一般会调高铝浆的粘度,客户使用时再加入少量稀释剂,但会引入新的问题,如粘版、虚印等。现有的制备技术难以解决铝浆分散均匀性和触变性能的矛盾。
技术实现要素:
4.为了解决上述现有技术中存在的问题,本发明的主要目的是提供一种窄线宽双面perc铝浆及其制备方法。
5.为实现上述目的,第一方面,本发明提出了一种窄线宽双面perc铝浆的制备方法,按重量份计,包括以下步骤:
6.(1)铝粉预分散:在第一分散罐中先投入有机载体5-10份,再依次加入铝粉70-80份、有机载体10-20份、无机添加剂0-3份,在第一搅拌速度为16-20rpm下搅拌5-30min,再在第二搅拌速度为20-90rpm下搅拌5-30min,得到铝浆;
7.(2)玻璃粉预分散:在第二分散罐中加入玻璃粉0.1-3份和有机载体0.1-9份,搅拌形成糊状物,将所述糊状物转移至第一三辊轧机中,控制辊筒速度为200-300rpm、出料速度为4-12kg/min,反复轧制2-3次得到玻璃浆;
8.(3)将步骤(1)所得铝浆和步骤(2)所得玻璃浆混合后,加入分散剂1-5份,再将混合料转移至第二三辊轧机中,控制辊筒速度为100-200rpm,出料速度为8-18kg/min,反复轧制4-6次得到成品铝浆。
9.本发明技术方案中,一方面,通过将玻璃粉、浆料主体(即铝粉)两种成分分开轧制,避免了轧制的强剪切力破坏有机载体的分子链,同时保证了玻璃的有效破碎和均匀分散;另一方面,在铝粉预分散、玻璃粉预分散和混和轧制三个步骤中,严格控制操作参数(如搅拌速度、轧制速度、出料速度等),用较小的机械剪切力保证浆料分散均匀,同时不破坏有机载体的分子链,并实现低转速搅拌而不产生干粉,从而获得高触变、窄线宽的双面perc铝浆。
10.作为本发明所述窄线宽双面perc铝浆的制备方法的优选实施方式,所述步骤(1)中的第二搅拌速度为20-60rpm。
11.发明人经过大量实验发现,进一步优化步骤(1)中的第二搅拌速度至20-60rpm,可使制备的成品铝浆的线宽明显降低。
12.作为本发明所述窄线宽双面perc铝浆的制备方法的优选实施方式,所述步骤(3)中,第二三辊轧机的出料速度为12-18kg/min。
13.发明人经过大量实验发现,在步骤(3)中,第二三辊轧机的出料速度对成品铝浆的线宽具有非常重要的影响,当第二三辊轧机的出料速度为12-18kg/min时,对应的成品铝浆的线宽明显降低。
14.作为本发明所述窄线宽双面perc铝浆的制备方法的优选实施方式,所述步骤(2)中的玻璃粉和有机载体的重量比为玻璃粉:有机载体=1:(1-3)。
15.作为本发明所述窄线宽双面perc铝浆的制备方法的优选实施方式,所述步骤(1)中的铝粉的粒径为3-12μm;所述步骤(2)中的玻璃粉的粒径为1-3μm。
16.作为本发明所述窄线宽双面perc铝浆的制备方法的优选实施方式,所述有机载体为松油醇、丁基卡必醇、丁基卡必醇醋酸酯、乙二醇丁醚、乙基纤维素和氢化蓖麻油中的至少一种;所述无机添加剂为硼酸铅、硼酸钙、硼酸锌、硼化硅的至少一种;所述分散剂为含酸性基团的嵌段共聚体的烷羟基铵盐,牌号为byk-180。
17.第二方面,本发明还提出一种由上述制备方法制备得到的窄线宽双面perc铝浆。
18.本发明技术方案中,所述窄线宽双面perc铝浆的细度低于35μm、粘度为2.0-2.5mpa.s、触变指数为2.5-3.5、线宽为110-155μm。
19.窄线宽双面perc铝浆的主要技术指标包括细度、粘度、触变指数和线宽等,其中,影响铝浆最终细度的因素主要是:(1)粒径大、硬度高的的玻璃粉颗粒未破碎;(2)搅拌强度不足引起粉体沉底结块,形成团聚物。影响铝浆粘度和触变指数的因素主要是搅拌及轧制的剪切力破坏有机载体的分子链。
20.本技术制备的窄线宽双面perc铝浆克服了浆料均匀性和触变性的矛盾,在铝浆分散均匀的同时,可保持铝浆良好的触变性能。
21.相对于现有技术,本发明的有益效果为:
22.本发明技术方案一方面通过将玻璃粉、浆料主体(即铝粉)两种成分分开轧制,避免了轧制的强剪切力破坏有机载体的分子链,同时保证了玻璃的有效破碎和均匀分散;另一方面,在铝粉预分散、玻璃粉预分散和混和轧制三个步骤中,严格控制操作参数(如搅拌速度、轧制速度、出料速度等),用较小的机械剪切力保证浆料分散均匀,同时不破坏有机载体的分子链,并实现低转速搅拌而不产生干粉,从而获得高触变、窄线宽的双面perc铝浆。
附图说明
23.图1为实施例1制备的成品铝浆的细栅截面图;
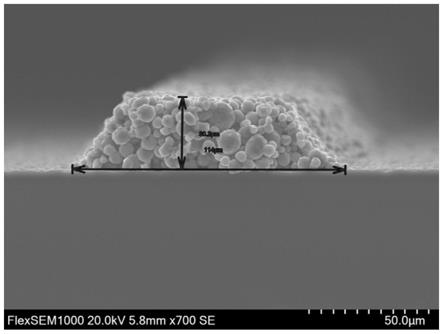
24.图2为实施例2制备的成品铝浆的细栅截面图;
25.图3为对比例1制备的成品铝浆的细栅截面图;
26.图4为实施例3制备的成品铝浆的玻璃粉分布图;
27.图5为实施例4制备的成品铝浆的玻璃粉分布图;
28.图6为对比例3制备的成品铝浆的玻璃粉分布图;
29.图7为实施例5制备的成品铝浆印刷成型后在3d显微镜下放大500倍后的照片;
30.图8为实施例6制备的成品铝浆印刷成型后在3d显微镜下放大500倍后的照片;
31.图9为对比例4制备的成品铝浆印刷成型后在3d显微镜下放大500倍后的照片。
具体实施方式
32.为更好地说明本发明的目的、技术方案和优点,下面将通过具体实施例对本发明作进一步说明。
33.实施例1
34.本实施例的窄线宽双面perc铝浆的制备方法,各组分按重量份计,包括以下步骤:
35.(1)铝粉预分散:在第一分散罐中先投入有机载体5-10份,再依次加入铝粉70-80份、有机载体10-20份、无机添加剂0-3份,在第一搅拌速度为16-20rpm下搅拌5-30min,再在第二搅拌速度为60-90rpm下搅拌5-30min,得到铝浆;
36.(2)玻璃粉预分散:在第二分散罐中加入玻璃粉0.1-3份和有机载体0.1-9份,搅拌形成糊状物,将所述糊状物转移至第一三辊轧机中,控制辊筒速度为200-300rpm、出料速度为4-12kg/min,反复轧制2-3次得到玻璃浆;
37.(3)将步骤(1)所得铝浆和步骤(2)所得玻璃浆混合后,加入分散剂1-5份,再将混合料转移至第二三辊轧机中,控制辊筒速度为100-200rpm,出料速度为8-12kg/min,反复轧制4-6次得到成品铝浆。
38.本实施例中有机载体为松油醇、无机添加剂为硼酸锌、分散剂为byk-180;
39.本实施例中铝粉的粒径约为3-12μm,玻璃粉的粒径约为1-3μm。
40.实施例2
41.本实施例与实施例1的制备方法基本相同,不同之处仅在于:本实施例步骤(1)中的第二搅拌速度为20-60rpm。
42.对比例1
43.本对比例与实施例1的制备方法基本相同,不同之处仅在于:本对比例步骤(1)中的第一搅拌速度为20-50rpm,第二搅拌速度为90-120rpm。
44.对比例2
45.本对比例与实施例1的制备方法基本相同,不同之处仅在于:本对比例步骤(1)中的第一搅拌速度为10-16rpm,第二搅拌速度为20-60rpm。
46.性能测试方法
47.1、细度:刮板细度计,单位为微米(μm);
48.2、粘度:博勒飞粘度计,粘度单位为毫帕秒(mpa.s);
49.3、触变指数:流变仪,触变指数为计算值,无单位;
50.4、线宽:3d显微镜,在500倍镜下测量铝细栅宽度,单位为微米(μm)。
51.实施例1-2、对比例1-2的相关参数和性能测试结果如下表1所示。
52.表1.实施例1-2、对比例1-2的相关参数和性能测试结果
[0053][0054][0055]
实施例1制备的成品铝浆的细栅截面图如图1所示,由图1可知,实施例1的成品铝浆的线宽为151μm左右,栅线明显收窄;
[0056]
实施例2制备的成品铝浆的细栅截面图如图2所示,由图2可知,实施例2的成品铝浆的线宽约为114μm,栅线塑型良好,反复印刷后仍能保持不塌陷;
[0057]
对比例1制备的成品铝浆的细栅截面图如图3所示,由图3可知,对比例1的成品铝浆的线宽约为170μm,栅线塑型差,呈倾泻形状。
[0058]
实施例3
[0059]
本实施例与实施例2的制备方法基本相同,不同之处仅在于:本实施例中有机载体为丁基卡必醇。
[0060]
实施例4
[0061]
本实施例与实施例1的制备方法基本相同,不同之处仅在于:本实施例步骤(2)不进行反复轧制。
[0062]
对比例3
[0063]
本对比例与实施例3的制备方法基本相同,不同之处仅在于:本对比例中省略步骤(2)的玻璃粉预分散步骤。
[0064]
实施例3-4、对比例3的相关参数和性能测试结果如下表2所示。
[0065]
表2.实施例3-4、对比例3的相关参数和性能测试结果
[0066][0067]
实施例3制备的成品铝浆的玻璃粉分布情况如图4所示,由图4可知,通过增加轧制
玻璃浆的机械强度和次数,实现了玻璃的有效破碎和均匀分散,在扫描电镜下可看到玻璃粉与完全均匀分散,颗粒粒径在2-3μm,远小于丝网网孔,能顺利过网;
[0068]
实施例4制备的成品铝浆的玻璃粉分布情况如图5所示,由图5可知,将玻璃跟浆料主体成分分开轧制,通过单独轧制玻璃浆,施加较强的剪切力,玻璃粉得到有效的分散,大部分玻璃粉达到2-3μm,最大的尺寸约10-20μm,可以顺利过网,但仍有堵网的风险;
[0069]
对比例3制备的成品铝浆的玻璃粉分布情况如图6所示,由图6可知,通过减弱搅拌及轧制的强度,成品铝浆的塑型变好,线宽有效收窄,但细度仍然较大,在扫描电镜下仍可见到粒径达51μm的玻璃颗粒未被分散,浆料印刷时,这种大颗粒玻璃容易积聚在丝网网孔上,导致堵网、缺印。
[0070]
实施例5
[0071]
本实施例与实施例1的制备方法基本相同,不同之处仅在于:本实施例中有机载体为丁基卡必醇醋酸酯。
[0072]
实施例6
[0073]
本实施例与实施例6的制备方法基本相同,不同之处仅在于:本实施例步骤(3)中,第二三辊轧机的出料速度为12-18kg/min。
[0074]
对比例4
[0075]
本对比例与实施例6的制备方法基本相同,不同之处仅在于:本对比例步骤(3)中,第二三辊轧机的辊筒速度为200-300rpm,出料速度为4-8kg/min。
[0076]
实施例5-6、对比例4的相关参数和性能测试结果如下表3所示。
[0077]
表3.实施例5-6、对比例4的相关参数和性能测试结果
[0078][0079]
最后所应当说明的是,以上实施例仅用以说明本发明的技术方案而非对本发明保护范围的限制,尽管参照较佳实施例对本发明作了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的实质和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。