1.本发明涉及多层结构的技术领域,尤其涉及一种多层装饰结构件及其制造方法。
背景技术:
2.一个多层装饰结构件由多个层级结构复合而成,目前的多层装饰结构件大多是以聚氨酯为表层结构来进行生产制造的,在这种生产制造的方式下,多层装饰结构件的外观表现是通过在表层的聚氨酯材料内直接添加色料融为一体制成,这样制成的多层装饰结构件颜色单一,并且长时间在太阳光下暴晒就容易变色、褪色,或与强渍油污长时间接触后很难清理。
技术实现要素:
3.本发明的主要目的在于提供一种多层装饰结构件及其制造方法,旨在解决多层装饰结构件容易变色、褪色和难清理。
4.为实现上述目的,本发明提供一种多层装饰结构件的制造方法,所述制造方法包括步骤:
5.提供一带有预设纹理的离型膜,在所述离型膜的纹理面上涂覆一层液态有机硅橡胶,烘烤固化得到外纹理层;
6.提供一外观层,在所述外纹理层与所述外观层之间加入液态有机硅胶并烘烤固化,将所述外纹理层与所述外观层粘接;
7.提供一载体层,在所述载体层一表面涂覆胶水后与所述外观层粘接;
8.剥离所述离型膜。
9.可选的,在一实施方式中,所述提供一外观层,在所述外纹理层与所述外观层之间加入液态有机硅胶并烘烤固化,将所述外纹理层与所述外观层粘接的步骤包括:
10.提供一载体层,在所述载体层上通过丝印、胶版印刷、凹版印刷或凸版印刷形成外观层;
11.在所述外纹理层与所述外观层的表面之间加入液态有机硅胶并烘烤固化;
12.将所述外纹理层与所述外观层粘接。
13.可选的,在一实施方式中,加入所述液态有机硅胶后的加温烘烤的温度为120℃-150℃,烘烤时间为1min-10min。
14.可选的,在一实施方式中,所述在所述载体层一表面涂覆胶水后与所述外观层粘接的步骤包括:
15.在所述载体层一表面涂覆一层环氧树脂胶水;
16.将所述外观层的另一表面贴合于所述环氧树脂胶水;
17.通过加温烘烤固化。
18.可选的,在一实施方式中,所述加温烘烤的温度为80℃-120℃,烘烤时间为15min-30min。
19.可选的,在一实施方式中,所述在所述载体层一表面涂覆胶水后与所述外观层粘接的步骤包括:
20.在所述载体层一表面涂覆一层光固化胶水;
21.将所述外观层的另一表面贴合于所述光固化胶水;
22.通过紫外光照射固化。
23.可选的,在一实施方式中,所述紫外光的照射能量为1000mj/cm
2-3000mj/cm2,照射时间为2s-5s。
24.本发明还提供一种多层装饰结构件的制造方法,所述制造方法包括步骤:
25.提供一带第一有预设纹理的离型膜和带有第二预设纹理的模具,在所述模具的纹理面涂覆胶水,并将所述离型膜的纹理面贴合于所述胶水上,对所述胶水进行固化,将固化后的胶水与所述模具分离得到内纹理层;
26.在所述内纹理层的纹理面电镀形成一层电镀层;
27.提供一载体层,在所述载体层一表面涂覆胶水后与所述电镀层粘接;
28.剥离所述离型膜,形成外纹理层。
29.可选的,在一实施方式中,所述在所述内纹理层的纹理面电镀形成一层电镀层的步骤还包括:
30.在所述电镀层上丝印环氧树脂油墨形成丝印层,所述丝印层与所述载体层粘接。
31.可选的,在一实施方式中,所述制造方法还包括步骤:
32.在所述电镀层和所述丝印层之间制作一外观层;
33.或/和,在所述丝印层和所述载体层之间制作一外观层。
34.可选的,在一实施方式中,所述剥离所述离型膜,形成外纹理层的步骤后还包括:
35.使用波长为350nm-450nm的光照对所述外纹理层曝光3s-5s。
36.本发明还提供一种多层装饰结构件的制造方法,所述制造方法包括步骤:
37.提供一载体层和带有第二预设纹理的模具,在所述第二预设纹理模具的纹理面涂覆胶水,并将所述载体层贴合于所述胶水上,对所述胶水进行固化,将固化后的胶水与所述预设纹理模具分离得到内纹理层;
38.在所述内纹理层的纹理面上电镀形成一层电镀层;
39.在所述电镀层上涂覆一层胶水;
40.提供一带有第一预设纹理的离型膜,将所述离型膜具有纹理的面贴合于所述电镀层上的胶水,对所述胶水进行固化;
41.剥离所述离型膜,形成外纹理层。
42.可选的,在一实施方式中,所述在所述电镀层上涂覆一层胶水的步骤包括:
43.在所述电镀层上涂覆一层聚氨酯丙烯酸胶水;
44.加温至60℃-80℃烘烤3min-5min将溶剂挥发固化。
45.可选的,在一实施方式中,所述在所述电镀层上涂覆一层透明油墨的步骤包括:
46.在所述电镀层上涂覆一层聚酯油墨;
47.加温至60℃-80℃烘烤30min-60min将溶剂挥发固化形成嫁接层;
48.在所述嫁接层上涂覆一层胶水。
49.可选的,在一实施方式中,所述制造方法还包括步骤:
50.在所述外纹理层和所述电镀层之间制作一外观层;
51.或/和,在所述内纹理层和所述载体层之间制作一外观层。
52.可选的,在一实施方式中,所述剥离所述离型膜,形成外纹理层的步骤后还包括:
53.使用波长为350nm-450nm的光照对所述外纹理层曝光3s-5s。
54.本发明还提供一种多层装饰结构件,所述多层装饰结构件由上述制造方法制成。
55.本发明提供的技术方案中,通过离型膜生成一层有机硅橡胶材质的外纹理层作为表层结构,可提供表面的纹理效果和触感,并且,可满足在-80℃至300℃高低温环境下使用,由于有机硅橡胶的主链为-si-o-,无双键存在,因此不易被紫外光和臭氧所分解,所以有机硅橡胶具有很强热稳定性、耐辐射、耐候性,自然环境中使用寿命是聚氨酯的两倍以上,有机硅橡胶表面层疏水疏油、表面张力低、生理惰性,所以使得多层装饰结构件的表面耐污性、耐溶剂更强,而且有机硅橡胶材料为无味、无毒,对人体无不良反应,并且在制造过程中不释放危害物质,更环保;再在外纹理层下面制作其他的膜层,不会与人体和外部环境直接接触,使膜层的功能会更为稳定。
附图说明
56.一个或多个实施例通过与之对应的附图进行示例性说明,这些示例性说明并不构成对实施例的限定,附图中具有相同参考数字标号的元件表示为类似的元件,除非有特别申明,附图中的图不构成比例限制。
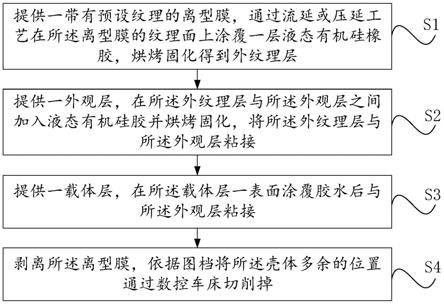
57.图1为本发明多层装饰结构件的制造方法的一实施例的流程示意图;
58.图2为图1中步骤s2的流程示意图;
59.图3为本发明多层装饰结构件的制造方法的另一实施例的结构示意图;
60.图4为本发明多层装饰结构件的制造方法的又一实施例的结构示意图。
具体实施方式
61.为了便于理解本发明,下面结合附图和具体实施例,对本发明进行更详细的说明。需要说明的是,当元件被表述“固定于”另一个元件,它可以直接在另一个元件上、或者其间可以存在一个或多个居中的元件。当一个元件被表述“连接”另一个元件,它可以是直接连接到另一个元件、或者其间可以存在一个或多个居中的元件。本说明书所使用的术语“垂直的”、“水平的”、“左”、“右”、“内”、“外”以及类似的表述只是为了说明的目的。在本发明的描述中,术语“第一”、“第二”仅用于描述目的,而不能理解为指示相对重要性,或者隐含指明所指示的技术特征的数量。由此,除非另有说明,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征;“多个”的含义是两个或两个以上。术语“包括”及其任何变形,意为不排他的包含,可能存在或添加一个或更多其他特征、整数、步骤、操作、单元、组件和/或其组合。
62.此外,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,或是两个元件内部的连通。本说明书所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是用于限制
本发明。本说明书所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
63.此外,下面所描述的本发明不同实施例中所涉及的技术特征只要彼此之间未构成冲突就可以相互结合。
64.如图1所示,本发明实施例公开了一种多层装饰结构件的制造方法,所述制造方法包括步骤:
65.s1:提供一带有预设纹理的离型膜,通过流延或压延工艺在所述离型膜的纹理面上涂覆一层液态有机硅橡胶,烘烤固化得到外纹理层;其中,外纹理层的外表面会形成预设的纹理,例如凸纹、凹纹或图案纹理等,离型膜选用聚对苯二甲酸乙二醇酯(pet)离型膜或聚碳酸酯离型膜,方便于制造完成后的剥离;
66.s2:提供一外观层,在所述外纹理层与所述外观层之间加入液态有机硅胶并烘烤固化,将所述外纹理层与所述外观层粘接;其中,加温烘烤的温度为120℃-150℃,烘烤时间为1分钟-10分钟;
67.s3:提供一载体层,在所述载体层一表面涂覆胶水后与所述外观层粘接;其中,所述载体层的材质为玻璃纤维加环氧树脂的混合材料或为凯夫拉加环氧树脂的混合材料,所述载体层可根据需要选择有色或者无色的;
68.s4:剥离所述离型膜,依据图档将所述多层装饰结构件多余的位置通过数控车床(cnc)切削掉。
69.在本实施例中,通过离型膜生成一层有机硅橡胶材质的外纹理层作为表层结构,可提供表面的纹理效果和触感,并且,可满足在-80℃至300℃高低温环境下使用,由于有机硅橡胶的主链为-si-o-,无双键存在,因此不易被紫外光和臭氧所分解,所以有机硅橡胶具有很强的热稳定性、耐辐射、耐候性,自然环境中使用寿命是聚氨酯的两倍以上,有机硅橡胶表面层疏水疏油、表面张力低、生理惰性,所以使得多层装饰结构件的表面耐污性、耐溶性更强,而且有机硅橡胶材料为无味、无毒,对人体无不良反应,并且在制造过程中不释放危害物质,更环保;再在外纹理层和载体层之间制作外观层,用于增加色彩、图案或纹理等其他膜层,并且外观层不与人体和外部环境直接接触,功能会更为稳定;载体层选用材料为环氧玻璃钢、塑料、金属、木制品、纺织品或玻璃,从而体改多层装饰结构件的结构强度,其中,环氧玻璃钢是以环氧树脂为基料加上玻璃纤维或织物制得的层合塑料,具体环氧玻璃钢为玻璃纤维加环氧树脂形成,或者碳纤维加环氧树脂形成,或者凯夫拉加环氧树脂形成。
70.如图2所示,在一实施例中,s2的步骤为形成一外观层,具体步骤为:
71.s21:提供一载体层,在所述载体层上通过丝印、胶版印刷、凹版印刷或凸版印刷形成外观层;
72.s22:在所述外纹理层与所述外观层的表面之间加入液态有机硅胶并烘烤固化;
73.s23:将所述外纹理层与所述外观层粘接。
74.通过以上步骤在所述多层装饰结构件中设置一层外观层,外观层包括但不限于色彩层和图案层,增加多层装饰结构件的色彩或图案,并且将外观层设置在外纹理层下,由表面的外纹理层形成保护,不与人体和外部环境直接接触,不容易变色、褪色,也不是由于色料对人体和外部环境造成影响。
75.在本实施例中,在载体层上设置外观层的方式一为通过丝印工艺形成,具体步骤
为:使用丝印机将遮油墨墨倒入网版内,使用刮刀将油墨通过网版漏下去,并通过加温烘烤或者紫外光(ultraviolet rays,uv)固化方式将油墨固化形成色彩层或图案层,其中,加温烘烤方式的条件为:烘烤温度为60℃-70℃,烘烤时间30分钟-90分钟,印刷2次;uv固化方式的条件为:使用能量为800mj/cm
2-2000mj/cm2的紫外灯照射2秒-5秒。
76.方式二为通过胶版印刷的工艺形成,具体步骤为:
77.使用ctp(computer to plate)制版机依据客户图档要求对ctp热敏板进行网点曝光得到所需要印刷的网点;
78.依据客户所需要颜色调试油墨;
79.把曝光好的ctp热敏板装入胶印机台上将油墨转移到载体层上,再通过uv照射进行固化形成色彩层或图案层;其中,固化条件的照射能量为1000j/cm
2-3000mj/cm2。
80.方式三为通过凹版印刷的工艺形成,具体步骤为:
81.依据图案需要通过雕刻、腐蚀、电子雕刻制作凹版;
82.在凹版上整面涂上油墨,再使用刮墨刀将空白部分的油墨去除干净,使油墨只保留凹槽部分,再在较大压力作用下,将油墨转移的载体层上,再通过uv照射或者加温烘烤方式对油墨进行固化形成图案层或色彩层。其中,加温烘烤方式的条件为:烘烤时间为3分钟-5分钟,烘烤温度为60℃-70℃;uv固化方式的条件为:使用能量为1000mj/cm
2-3000mj/cm2的紫外灯照射2秒-5秒。
83.方式四为通过凸版印刷的工艺形成,具体步骤为:
84.依据图案需要在木板、胶板上使用感光聚合物制作凸版;
85.印刷机的给墨装置先使油墨分配均匀,然后通过墨辊将油墨转移到凸版上,由于凸版上的图案部分高于印刷上的非图文部分,因此墨辊上的油墨只能转移到凸版的图文部分,而非图文部分则没有油墨;
86.再通过凸版一直将图案转印到载体层上,通过加温烘烤或者uv照射进行固化形成图案层或色彩层。其中,加温烘烤方式的条件为:烘烤时间为3分钟-5分钟,烘烤温度为60℃-70℃;uv固化方式的条件为:使用能量为1000mj/cm
2-3000mj/cm2的紫外灯照射2秒-5秒。
87.在一实施例中,s3的步骤为:
88.在所述载体层一表面涂覆一层环氧树脂胶水;
89.将所述外观层的非纹理表面贴合于所述环氧树脂胶水;
90.通过加温烘烤固化;其中,加温烘烤的温度为80℃-120℃,烘烤时间为15分钟-30分钟。
91.在本实施例中,环氧树脂胶水也可以替换为其他热固化的胶水。通过此种方式,粘接性能和稳定性较佳,固化收缩率小,不易开裂。
92.在另一实施例中,s3的步骤为:
93.在所述载体层一表面涂覆一层光固化胶水;
94.将所述外观层的非纹理表面贴合于所述光固化胶水;
95.使用能量为1000mj/cm
2-3000mj/cm2的紫外灯照射2秒到5秒使所述光固化胶水固化。
96.通过此种方式,胶水固化快,能量利用率,节省能源,并且挥发性有机化合物(voc)少,环保。
97.如图3所示,本发明实施例还提供了另一种多层装饰结构件的制造方法,所述制造方法包括步骤:
98.s5:提供一带有预设纹理的离型膜和带有预设纹理的模具,在所述模具的纹理面涂覆uv胶水(丙烯酸酯),并将所述离型膜的纹理面与所述模具的涂胶面贴合,对所述uv胶水进行固化,将固化后的uv胶水与所述模具分离得到内纹理层;
99.其中,“对所述uv胶水进行固化”具体为:使用汞灯、金属卤素灯或者led灯(波长在350nm-450nm)对uv胶水进行曝光固化,固化能量为1000mj/cm
2-3500mj/cm2;离型膜的预设纹理和模具的预设纹理可以相同也可以不同,可根据需要进行设计。
100.当然,在本步骤中,也可以在所述模具的纹理面涂覆聚氨酯胶水或环氧树脂胶水,再将所述离型膜的纹理面贴合于所述模具的涂胶面上,然后对所述聚氨酯胶水或环氧树脂胶水加热烘烤固化。
101.s6:在所述内纹理层的纹理面电镀形成一层电镀层;
102.s7:提供一载体层,在所述载体层一表面涂覆uv胶水后与所述电镀层粘接;
103.其中,所述载体层的材质为玻璃纤维加环氧树脂的混合材料或为凯夫拉加环氧树脂的混合材料,所述载体层可根据需要选择有色或者无色的;
104.s8:剥离所述离型膜,形成外纹理层;
105.s9:使用汞灯、金属卤素灯或者led(波长在350nm-450nm)对所述外纹理层曝光3秒-5秒固化提升表面硬度及耐磨度;依据图档将多层装饰结构件多余的位置通过数控车床(cnc)切削掉。
106.在本实施例中,通过离型膜生成一层丙烯酸酯材质的外纹理层作为表层结构,可提供表面的纹理效果和触感,并且丙烯酸酯材质的外纹理层的表面硬度和耐磨程度更高,可大大延长多层装饰结构件的使用寿命;其次,在带有预设纹理的离型膜和带有预设纹理的模具之间直接涂覆uv胶水,在固化可以一次性形成外纹理层和内纹理层,可进一步提升视觉效果,并且制造过程更为简单方便;然后在内纹理面上进行电镀形成一个保护膜层,对内纹理层进行保护,防止后续加工对内纹理层产生影响,并且电镀层还可以提供绚丽的效果;另一方面,在丙烯酸酯膜层下制作其他膜层,不会与人体和外部环境直接接触,使膜层的功能会更为稳定。
107.在一实施例中,s6的步骤之后还可以在所述电镀层上丝印环氧树脂油墨形成丝印层,通过所述丝印层与所述载体层粘接。通过丝印层可以保护电镀层不会受到后续工序的影响,以及实现底色色彩,并且还可以环氧树脂油墨的特性与载体层的树脂同性进行粘接,粘接更为牢固。
108.在一实施例中,步骤s7具体为:在所述载体层一表面涂覆uv胶水后与步骤s5和步骤s6形成的整体膜片(非纹理面)贴合,通过能量为1000mj/cm
2-3000mj/cm2的紫外灯照射2秒到5秒使所述uv胶水固化以使所述载体层和整体膜片粘接。
109.在另一实施例中,步骤s7具体为:在所述载体层一表面涂覆环氧树脂胶水后与步骤s5和步骤s6形成的整体膜片(非纹理面)贴合,通过加温烘烤使所述uv胶水固化以使所述载体层和整体膜片粘接;其中,加温烘烤的温度为80℃-120℃,烘烤时间为15分钟-30分钟。
110.当然,还可以在所述载体层一表面涂覆聚氨酯或热熔胶后与步骤s5和步骤s6形成的整体膜片(非纹理面)贴合,然后将聚氨酯或热熔胶固化形成粘接。
111.在一实施例中,步骤s5中的预设纹理的离型膜的制作方式有三种,分别为:
112.第一种为片张柔性聚氨酯基材uv转印纹理制作方式,具体为:将uv胶水倒到带有预设纹理的模具上,放上柔性聚氨酯材料,使用辊压机使柔性聚氨酯材料整面均匀的涂上一层uv胶水,再使用汞灯、金属卤素灯或者led灯(波长在350nm-450nm)进行曝光,曝光3-5秒固化后将柔性聚氨酯基材撕起来,uv胶水纹理转印到柔性聚氨酯基材上得到离型膜;其中,纹理呈现材料为丙烯酸酯(uv胶水),固化能量为1000mj/cm
2-3500mj/cm2。
113.第二种为卷料柔性聚氨酯基材uv转印纹理制作方式,具体为:使用涂布机将uv胶水均匀涂到柔性聚氨酯基材层上,再使用带有预设纹理的滚筒与涂布胶水完全密封相结合,直接使用汞灯、金属卤素灯或者led灯(波长在350nm-450nm)进行曝光,曝光1秒-3秒固化后柔性聚氨酯基材与纹理滚筒进行分离,最终在柔性聚氨酯卷料基材上面得到uv纹理后材料进行覆膜收卷得到离型膜;其中纹理呈现材料为丙烯酸酯(uv胶水),固化能量为1000mj/cm
2-3500mj/cm2。
114.第三种为卷料柔性聚氨酯基材压纹制作方式,具体为:使用涂布机将聚氨酯胶水均匀涂到柔性聚氨酯基材层上,在60℃-80℃的温度下烘烤3分钟-5分钟使胶水结膜,再使用带纹理的滚筒与涂布的胶水完全密封相结合,直接将胶水压出纹理后将柔性聚氨酯基材与纹理滚筒进行分离,最终在卷料基材上面得到纹理后材料进行覆膜收卷得到离型膜。此种工艺制得的离型膜的拉伸性高。
115.在一实施例中,步骤s6中的电镀有两种方式,具体为:
116.第一种为物理气相沉积(physical vapor deposition,pvd)电子束蒸发:将基材放入镀膜设备内,将镀膜设备内空气抽到2.0
×
10
﹣3
pa-5.0
×
10
﹣3
pa真空下利用电子束进行直接加热蒸发材料,使蒸发材料气化并向基材纹理面输运,在纹理面凝结形成颜色薄膜层。(依据产品颜色和性能需要可使用多层的电镀材料相叠加),镀膜厚度为50um-1200um;镀膜材料为金属靶材、陶瓷靶材或合金靶材。
117.具体的,金属靶材包括镍靶ni、钛靶ti、锌靶zn、铬靶cr、镁靶mg、铌靶nb、锡靶sn、铝靶al、铟靶in、铁靶fe、锆铝靶zral、钛铝靶tial、锆靶zr、铝硅靶alsi、硅靶si、铜靶cu、钽靶ta、锗靶ge、银靶ag、钴靶co、金靶au、钆靶gd、镧靶la、钇靶y、铈靶ce、钨靶w、不锈钢靶、镍铬靶nicr、铪靶hf、钼靶mo、铁镍靶feni、钨靶w等。
118.陶瓷靶材包括ito靶、氧化镁靶、氧化铁靶、氮化硅靶、碳化硅靶、氮化钛靶、氧化铬靶、氧化锌靶、硫化锌靶、二氧化硅靶、一氧化硅靶、二氧化锆靶、五氧化二铌靶、二氧化钛靶、二氧化锆靶、二氧化铪靶、二硼化钛靶、二硼化锆靶、三氧化钨靶、三氧化二铝靶五氧化二钽、五氧化二铌靶、氟化镁靶、氟化钇靶、硒化锌靶、氮化铝靶、氮化硅靶、氮化硼靶、铌酸锂靶、硫化镉靶,钛酸镨靶、钛酸钡靶、钛酸镧靶、氧化镍靶、溅射靶材等。
119.合金靶材包括铁钴靶feco、铝硅靶aisi、钛硅靶tisi、鉻硅靶crsi、锌铝靶znai、钛锌靶材tizn、钛铝靶tiai、钛锆靶tizr、钛硅靶tisi、钛镍靶tini、镍铬靶nicr、镍铝靶niai、镍钒靶niv、镍铁靶nife等。
120.本实施例优选为sio2、tio2、zro2、nb2o5、in2o3、ito或in2o5sn。
121.第二种方式为pvd等离子溅射:将基材放入镀膜设备内,将镀膜设备内空气抽到2.0
×
10
﹣3
pa-5.0
×
10
﹣3
pa真空下利用离子轰击靶材表面,再利用气体放电产生气体电离,其正离子在电场作用下高速轰击阴极靶体,击出阴极靶体原子或者分子,飞向基材纹理表
面积成颜色薄膜层(依据产品颜色和性能需要可使用多层的电镀材料相叠加),镀膜厚度为50um-1200um。
122.在一实施例中,所述制造方法还可以根据需要在所述电镀层和所述丝印层之间制作一外观层;或者在所述丝印层和所述载体层之间制作一外观层;或者两个地方分别设置一外观层,其中,所述电镀层和所述丝印层为半透明或透明的。从而可以搭配出不同的色彩或图案,增加多层装饰结构件的视觉效果。
123.如图4所示,本发明实施例还提供了另一种多层装饰结构件的制造方法,所述制造方法包括步骤:
124.s10:提供一载体层和一带有预设纹理的模具,在所述模具的纹理面涂覆uv胶水,并将所述载体层贴合于所述uv胶水上,对所述uv胶水进行固化,将固化后的uv胶水与所述模具分离得到内纹理层;其中,所述载体层的材质为玻璃纤维加环氧树脂的混合材料或为凯夫拉加环氧树脂的混合材料,所述载体层可根据需要选择有色或者无色的;
125.其中,“对所述uv胶水进行固化”具体为:使用汞灯、金属卤素灯或者led灯(波长在350nm-450nm)对uv胶水进行曝光固化,固化能量为1000mj/cm
2-3500mj/cm2;所述内纹理层的表现材质为uv胶。
126.当然,在本步骤中,也可以分别在所述离型膜的纹理面和所述模具的纹理面涂覆聚氨酯胶水或环氧树脂胶水,然后对所述聚氨酯胶水或环氧树脂胶水加热烘烤固化。
127.s11:在所述内纹理层的纹理面上电镀形成一层电镀层;
128.本步骤中的电镀方式与步骤s6的电镀方式相同。
129.s12:在所述电镀层上涂覆一层胶水;
130.s13:提供一带有预设纹理的离型膜,将所述离型膜具有纹理的面贴合于所述电镀层上的胶水,对所述胶水进行固化;
131.本步骤中的带有预设纹理的离型膜的制作方式与步骤s5中的预设纹理的离型膜的制作方式相同。
132.s14:剥离所述离型膜,形成外纹理层;
133.s15:使用汞灯、金属卤素灯或者led(波长在350nm-450nm)对所述外纹理层曝光3秒-5秒固化提升表面硬度及耐磨度;依据图档将多层装饰结构件多余的位置通过数控车床(cnc)切削掉。
134.在本实施例中,通过离型膜生成一层丙烯酸酯材质的外纹理层作为表层结构,可提供表面的纹理效果和触感,并且丙烯酸酯材质的外纹理层的表面硬度和耐磨程度更高,可大大延长多层装饰结构件的使用寿命;其次,在带有预设纹理的离型膜和带有预设纹理的模具之间直接涂覆uv胶水,在固化可以一次性形成外纹理层和内纹理层,可进一步提升视觉效果,并且制造过程更为简单方便;然后在内纹理面上进行电镀形成一个保护膜层,对内纹理层进行保护,防止后续加工对内纹理层产生影响,并且电镀层还可以提供绚丽的效果;另一方面,在丙烯酸酯膜层下制作其他膜层,不会与人体和外部环境直接接触,使膜层的功能会更为稳定。
135.其中,步骤s12和步骤s13具体为:在所述电镀层上涂覆一层聚氨酯丙烯酸胶水,在60℃-80℃的温度下烘烤3分钟-5分钟将溶剂挥发,使其稍微定型,然后将一张带有预设纹理的离型膜的纹理面贴合于胶水面上,然后使用汞灯、金属卤素灯或者led灯(波长在
350nm-450nm)进行曝光固化;其中,固化能量为1000mj/cm
2-3500mj/cm2。离型膜的预设纹理和模具的预设纹理可以相同也可以不同,可根据需要进行设计。
136.在一实施例中,在s12的步骤中,可以先在所述电镀层上设置一层聚酯油墨作为嫁接层,再在所述嫁接层上涂覆一层胶水,通过后续步骤用以形成外纹理层。通过嫁接层使外纹理层与电镀层之间的粘接更为牢固,加强结构强度。
137.本技术实施例还公开了一种多层装饰结构件,所述多层装饰结构件由上述任一实施例的制造方法制成。
138.以上实施例仅用以说明本发明的技术方案,而非对其限制;在本发明的思路下,以上实施例或者不同实施例中的技术特征之间也可以进行组合,步骤可以以任意顺序实现,并存在如上所述的本发明的不同方面的许多其它变化,为了简明,它们没有在细节中提供;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
