1.本发明涉及真空氦检漏技术领域,具体涉及一种产品自动化转运系统。
背景技术:
2.在真空氦检漏过程中,需要将待检漏的产品送入真空箱,以氦气作为示踪气体,在真空箱内抽真空后再将氦气充入工件,然后通过氦检漏仪检测工件的泄露情况。
3.对于尺寸薄、面积大、重量大的薄板状工件,在自动化检漏前,需要将工件进行堵头密封、拍照识别、涂油、装接头等操作,在对工件进行检漏后,需要将工件进行打标、拆接头等操作,而现有技术中却缺少有效的装置组成一个完整的系统来完成解决这些工作,因此,提供一种适用于产品自动化物流转运系统,包括对工件进行堵头密封、拍照识别、涂油、装接头、打标、拆接头具有很大的意义。
技术实现要素:
4.基于以上问题,本发明的目的在于提供一种产品自动化转运系统,尤其适用于尺寸薄、面积大、重量大的薄板壳体工件的自动化物流转运。
5.为了实现上述发明目的,本发明提供了以下技术方案:
6.一种产品自动化转运系统,包括上料流水线,工件安放在入料板链线进入工件定位机构,工件定位后进入检漏机构,其特征在于:所述工件定位后进入检漏机构前,工件还包括依次通过拧堵头机构、拍照和涂油机构、装接头机构,工件通过检漏机构后还包括依次通过打标机构和拆接头机构,所述拧堵头机构、拍照和涂油机构、装接头机构和拆接头机构的一侧设置抱夹装置,所述抱夹装置将工件固定在预设的标准位置;
7.所述拧堵头机构还包括远离抱夹装置一侧的拧堵头装置,所述拧堵头装置对工件接口处的堵头进行拧紧;
8.所述拍照和涂油机构还包括远离抱夹装置一侧的拍照和涂油装置,所述拍照和涂油装置通过6轴机器人带动照相头、涂油头对工件上的密封接口进行拍照与涂油;
9.所述装接头机构还包括远离抱夹装置一侧的装接头装置,所述装接头装置通过6轴机器人带动装接头夹具将封堵接头从封堵头座上取下后,安装于工件上未与充气接头连接的密封接口以对工件进行密封;
10.所述打标机构包括打标装置,所述打标装置通过打标抱夹块夹住工件顶部,通过打标抱夹块夹口内的打标头在工件顶部打标;
11.所述拆接头机构还包括远离抱夹装置一侧的拆接头装置,所述拆接头装置通过6轴机器人带动拆接头夹具将封堵接头从工件上未与充气接头连接的密封接口上取下后安装于封堵头座;
12.所述定位机构、拧堵头机构、拍照和涂油机构、装接头机构、检漏机构、打标机构和拆接头机构通过控制器控制。
13.具体的,抱夹装置包括底座、上支座、抱夹块、顶压块;所述上支座可横向滑动安装
于底座上;上支座远离抱夹装置的一侧设置垂直丝杆滑台,两个所述抱夹块通过反向同动丝杆滑台安装于上支座下侧位于垂直丝杆滑台下方处;所述顶压块通过顶压安装板安装于垂直丝杆滑台的滑座上;
14.拧堵头装置包括支架、三轴机械手、电动螺丝刀,所述支架安装于拧堵头工位远离抱夹装置的一侧,所述三轴机械手包括第一滑台、第二滑台、第三滑台,所述第一滑台水平安装于支架顶部,第二滑台水平设置并安装于第一滑台的滑座上,第三滑台垂直设置并安装于第二滑台的滑座上,所述电动螺丝刀的刀柄安装于第三滑台的滑座上且刀头垂直向下。
15.待加工的工件为薄板壳体产品,工件侧部带有管件,管件顶部带有开口向上的接口,接口上带有待拧紧的堵头;装配于工装板上的工件随物流系统的上料流水线行至拧堵头工位,上支座向前行走至将抱夹块、顶压块送至与工件位置对应处,两个抱夹块收缩以将工件两端夹紧,顶压块下降以将工件顶部压紧,从而将工件固定在预设的标准位置上;三轴机械手将电动螺丝刀送至工件待拧紧的堵头上方处,电动螺丝刀下降后将管件顶部堵头拧入接口;拧堵头完成后,抱夹装置回到初始安全位,至此完成对工件接口处堵头的拧紧,工装板带动工件沿物流系统的流水线行至下一工位以进行对应的操作。
16.具体的,所述底座上设置横向滑轨,所述上支座通过滑块与所述横向滑轨可滑动连接,所述底座上还安装气缸,气缸的缸体与底座连接,活塞杆与上支座连接,气缸伸缩的同时带动上支座在底座上横向滑动,从而带动抱夹装置靠近或者远离拧堵头工位。
17.具体的,所述两个抱夹块互相靠近的一端分别设置与待加工的工件两端适配的u形槽。
18.具体的,所述顶压安装板为由水平板和垂直板端部对接形成的l形板,其中,垂直板与垂直丝杆滑台的滑座连接,两个垂直设置的直线轴承通过法兰块安装于水平板顶部,两个导向轴杆的顶部分别穿过水平板后与直线轴承适配连接,所述顶压块安装于导向轴杆的底部;顶压块下降压紧工件过程中,通过导向轴杆与直线轴承导向。
19.更具体的,所述顶压块底部设置弹性垫块,顶压块下降的过程中,弹性垫块压在工件的顶部以定位,弹性垫块为聚氨酯材质,用于保护工件。
20.具体的,所述第三滑台的滑座上安装垂直的安装底板,所述电动螺丝刀的刀柄通过安装块安装于安装底板上。
21.更具体的,所述拧堵头装置还包括抱紧夹爪,所述抱紧夹爪位于电动螺丝刀的下方并安装于安装底板的下端,所述抱紧夹爪的爪口与工件侧部的管件适配;三轴机械手将电动螺丝刀与抱紧夹爪送至工件待拧紧的堵头上方处,第三滑台的滑座下滑以将抱紧夹爪送至工件侧部管件处,抱紧夹爪收缩以将管件抱紧,电动螺丝刀的刀头将管件顶部堵头拧入接口;更具体的,所述抱紧夹爪为气动夹爪。
22.更具体的,所述工件侧部的管件为圆柱形管件,所述紧夹爪的爪口处设置v型垫块与圆柱形管件适配,v型垫块可采用聚氨酯材质。
23.拍照和涂油装置包括支架、6轴机器人、照相头、涂油头;所述支架安装于拍照和涂油工位远离抱夹装置的一侧,6轴机器人底部的连接端通过电动丝杆滑台可纵向滑动安装于支架上,所述照相头、涂油头通过安装板与6轴机器人顶部可转动的圆盘法兰连接;所述涂油头通过管道与其外部的油源连接。
24.装配于工装板上的工件随物流系统的上料流水线行至拍照和涂油工位,上支座向前行走至将抱夹块、顶夹块送至与工件位置对应处,两个抱夹块收缩以将工件两端夹紧,两个顶夹块下降以将工件顶部两侧夹紧,从而将工件固定在预设的标准位置上,6轴机器人将照相头、涂油头送至工件上的密封接口处,照相头对密封接口进行拍照后,设备记录工件密封接口的类型和具体位置,接着涂油头对接口进行涂油;拍照和涂油完成后,抱夹装置回到初始安全位,至此完成对工件密封口的视觉拍照和工件密封口涂油;工装板带动工件沿物流系统的流水线行至下一工位以进行对应的操作。
25.具体的,所述底座上设置横向滑轨,所述上支座通过滑块与所述横向滑轨可滑动连接,所述底座上还安装气缸,气缸的缸体与底座连接,活塞杆与上支座连接,气缸伸缩的同时带动上支座在底座上横向滑动,从而靠近或者远离拍照和涂油工位。
26.具体的,所述两个抱夹块互相靠近的一端分别设置与待加工的工件两端适配的u形槽。
27.具体的,所述顶夹块由安装于薄型气爪的滑台下端的两个顶夹爪构成,所述薄型气爪的缸体上端通过连接块与反向同动丝杆滑台的滑块连接,下端设置弹性压块,顶夹块下降的过程中,弹性压块压在工件的顶部以定位,避免压坏工件,所述弹性压块为聚氨酯材质。
28.更具体的,所述薄型气爪的缸体下端设置u形安装架,所述弹性压块的顶部连接压杆,所述压杆的端部穿过一个弹簧后与u形安装架可活动连接,顶夹块下降过程中,弹性压块压在工件顶部,弹簧压缩,顶夹块上升时,弹簧复位的同时将顶夹块复位。
29.更具体的,所述构成顶夹块的两个顶夹爪互相靠近的一端下部分别设置弹性夹块,顶夹爪收缩的同时通过弹性夹块夹紧工件,同时避免过压导致工件磨损。
30.具体的,所述涂油头的一侧通过连接件安装油雾器,外部的油源通过油雾器对涂油头供油,油雾器控制涂油头的油量。
31.具体的,装接头阶段待检漏的工件装配于工装板上,工件上带有用于检漏的密封接口;工装板上带有充气头座、充气桩,充气头座上带有用于与工件上的密封接口连接的充气接头,充气接头通过气管与充气桩连接,充气桩上设置用于与真空箱内的检漏接头连接的充气口;在进行氦检漏前,装配于工装板上的工件随物流系统的上料流水线行至装接头工位,上支座向前行走至将抱夹块、顶夹块送至与工件位置对应处,两个抱夹块收缩以将工件两端夹紧,两个顶夹块下降以将工件顶部两侧夹紧,从而将工件固定在预设的标准位置上;6轴机器人带动装接头夹具将充气接头从充气头座取下后安装于工件上的密封接口上,从而将工件与充气桩导通;充气接头安装完成后,抱夹装置、装接头装置回到初始安全位;工装板带动工件沿物流系统的流水线行至真空箱内进行氦检漏,氦检漏完成后,工装板带动工件沿物流系统的流水线行至下一工位以进行对应操作。
32.拆接头阶段,待检漏的工件装配于工装板上,工件上带有用于检漏的密封接口;工装板上带有充气头座、充气桩,充气头座上带有用于与工件上的密封接口连接以进行气路导通的充气接头,充气接头通过气管与充气桩连接,充气桩上设置用于与真空箱内的检漏接头连接的充气口;在进行氦检漏前,装配于工装板上的工件沿流水线行至随物流系统的装接头工位,装接头工位上的装接头机构将充气接头从充气头座取下后安装于工件上的密封接口上从而将工件与充气桩导通;然后工装板带动工件沿物流系统的流水线行至真空箱
内进行氦检漏,氦检漏完成后,工装板带动工件沿物流系统的流水线行至拆接头工位,上支座向前行走至将抱夹块、顶夹块送至与工件位置对应处,两个抱夹块收缩以将工件两端夹紧,两个顶夹块下降以将工件顶部两侧夹紧,从而将工件固定在预设的标准位置上;拆接头完成后,6轴机器人带动拆接头夹具将充气接头从工件上的密封接口取下后安装于充气头座上,工装板带动工件沿物流系统的流水线行至下一工位以进行对应操作。
33.具体的,所述底座上设置横向滑轨,所述上支座通过滑块与所述横向滑轨可滑动连接,所述底座上还安装气缸,气缸的缸体与底座连接,活塞杆与上支座连接,气缸伸缩的同时带动上支座在底座上横向滑动,从而靠近或者远离装接头工位、拆接头工位。
34.具体的,所述两个抱夹块互相靠近的一端分别设置与待加工的工件两端适配的u形槽。
35.具体的,所述顶夹块由安装于薄型气爪的滑台下端的两个顶夹爪构成,所述薄型气爪的缸体上端通过连接块与反向同动丝杆滑台的滑块连接,下端设置弹性压块,顶夹块下降的过程中,弹性压块压在工件的顶部以定位,避免压坏工件,所述弹性压块为聚氨酯材质。
36.更具体的,所述薄型气爪的缸体下端设置u形安装架,所述弹性压块的顶部连接压杆,所述压杆的端部穿过一个弹簧后与u形安装架可活动连接,顶夹块下降过程中,弹性压块压在工件顶部,弹簧压缩,顶夹块上升时,弹簧复位的同时将顶夹块复位。
37.更具体的,所述构成顶夹块的两个顶夹爪互相靠近的一端下部分别设置弹性夹块,顶夹爪收缩的同时通过弹性夹块夹紧工件,同时避免过压导致工件磨损。
38.更具体的,所述工件上带有至少一个密封接口,所述工装板上还带有封堵头座,封堵头座上可拆卸安装有封堵接头,在进行氦检漏前,6轴机器人带动装接头夹具将充气接头从充气头座取下后安装于工件上的一个密封接口上以将工件11与充气桩导通,接着带动装接头夹具将封堵接头从封堵头座上取下后安装于工件上未与充气接头连接的密封接口以对工件进行密封。
39.更具体的,所述充气接头、封堵接头结构如下:包括若干卡爪、芯轴、外套、若干钢球、第一弹簧、第二弹簧、中大套、后套、后盖、第一螺钉;
40.所述芯轴内部设置有第一阶梯通孔、外圆周上设置有用于支撑钢球的台阶圆环,所述后盖内部设置有第一阶梯盲孔、外圆周面上设置有若干与第一螺钉配合的第一螺纹孔,所述第二弹簧设置在芯轴第一阶梯通孔和后盖第一阶梯盲孔内部,所述第二弹簧处于压缩状态;
41.所述中大套内部设置有与芯轴配合的第二阶梯通孔、若干与卡爪配合的第一通槽、若干容纳钢球穿过的第一通孔、若干与第一螺钉配合的第二通孔,所述中大套设置在芯轴圆周外表面;
42.所述后套内部设置有容纳第一弹簧的第三阶梯通孔,外圆周面设置有若干容纳第一螺钉穿过的第三通孔,所述第一弹簧设置在后套的第三阶梯通孔内,所述第一弹簧处于压缩状态;所述后套设置在中大套外圆周面上;
43.所述外套内部贯通,所述外套内部设置有第一功能面、第一内凸台、容纳后套的空腔,所述外套设置在后套外圆周表面;所述卡爪上设置有爪头、与外套第一功能面配合的第二功能面,与外套第一内凸台配合的第三功能面,所述卡爪与中大套活动连接;
44.其中,所述充气接头的芯轴上带有充气通道用于与外接气管连接;
45.所述装接头夹具包括活塞顶杆、第一v型夹爪10a、第一安装块,所述第一安装块为由水平板和垂直板端部对接构成的l形板,其中,垂直板通过浮动气缸的缸体安装于6轴机器人顶部可转动的圆盘法兰上,所述活塞活塞顶杆穿过浮动气缸的缸体并与之适配,通过浮动气缸控制活塞活塞顶杆的运动,所述第一v型夹爪10a通过薄型气爪安装于水平板的端部。
46.装充气接头时,6轴机器人将薄型气爪送至充气头座上的充气接头处,薄型气爪收缩至夹紧充气接头的外套,气缸带动活塞顶杆将后盖向芯轴方向推,芯轴上的台阶圆环将钢球顶起,顶起的钢球一部分容纳于中大套的第一通孔内,一部分与外套作用,卡住外套,使外套上的第一内凸台与卡爪上的第三功能面端部作用,外套卡住卡爪,卡爪张开;6轴机器人将薄型气爪与充气接头送至工件上的密封接口处,密封接口与充气接头的芯轴端面接触并挤压芯轴,芯轴上的台阶圆环与钢球脱离接触,钢球落下,此时钢球与外套脱离接触,外套在第一弹簧的作用下,向靠近密封接口的方向运动,外套上的第一内凸台与卡爪上的第三功能面在轴向上接触且第一内凸台挤压卡爪上的第三功能面,同时外套的第一功能面与卡爪的第二功能面开始运动,当外套的第一功能面卡死卡爪的第二功能面后,运动停止,此时卡爪处于闭合状态,卡爪的爪头卡住密封接口,从而实现工件上的密封接口与充气接头的对接安装;封堵接头采用同样的方法进行安装即可。
47.更具体的,所述连接充气接头与充气桩的气管为由外管和内管套接形成的双层管,所述充气桩上设置两个接口,一个接口与内管连通用于对工件抽真空和充氦,另一个与外管和内管的夹层腔连通用于对夹层腔抽气,采用双层管连接充气接头与充气桩,充气管在不断的抽真空和充氦过程中,内管的氦气可能会渗透到夹层腔内,这样不会影响测试结果,如果采用单层管,氦气会直接渗透到真空箱内影响测试结果。
48.具体的,待加工的工件装配于工装板上,所述工装板包括底板、夹板组件、移动支撑组件;底板前端靠近边缘处设置定位块,所述定位块上设置v形定位槽,所述装接头工位上设置定位连接块与定位气缸,所述定位连接块的一端与v形定位槽适配,另一端连接定位气缸的活塞杆,所述定位气缸的缸体通过连接板与装接头工位连接;装配于工装板上的工件行至装接头工位后,定位气缸伸出以将定位连接块插入v形定位槽,从而将工装板定位,进而便于工件定位;
49.所述夹板组件包括平行设置的固定板与活动板,其中,固定板通过固定支架垂直安装于底板上,活动板通过活动支架安装于固定板后端的底板上;工件夹持于夹板组件的固定板与活动板之间;
50.所述移动支撑组件包括滑轨、支撑块,所述支撑块可滑动安装于滑轨上,两组所述移动支撑组件通过滑轨分别安装于夹板组件两侧的底板上,支撑块支撑于工件底部。
51.具体的,所述活动支架的底部通过复位滑块与底板可滑动连接,工装板转运至上料工位时,物流系统自带的推紧件伸出并将复位滑块向后推,从而将活动板与固定板之间的空间拉开,将工件安装于活动板与固定板之间后,推紧件回退,复位滑块带动活动板复位从而将工件夹紧。
52.更具体的,所述夹板组件还包括复位滑块、前固定块、后固定块、复位滑块、弹簧,其中,前固定块、后固定块分别位于复位滑块的前后两方并与底板固定连接;弹簧的两端分
别与后固定块、复位滑块抵接;其中,所述前固定块上设置前后贯通的通孔,所述复位滑块的前端设置凸杆,凸杆的端部与前固定块上的通孔可滑动连接;所述固定板通过固定支架垂直安装于复位滑块前端的底板上,所述活动板通过活动支架安装于复位滑块上。工装板转运至工件上料工位时,物流系统自带的推紧件伸出并插入前固定板上的通孔以将复位滑块向外推,从而将活动板与固定板之间的空间拉开,同时将弹簧压缩,将工件安装于活动板与固定板之间后,推紧件回退,弹簧复位的同时将复位滑块与活动板复位从而将工件夹紧。
53.具体的,所述活动支架的底部通过复位滑块与底板可滑动连接,工装板转运至上料工位时,物流系统自带的推紧件伸出并将复位滑块向后推,从而将活动板与固定板之间的空间拉开,将工件安装于活动板与固定板之间后,推紧件回退,复位滑块带动活动板复位从而将工件夹紧。
54.更具体的,所述复位滑块上设置开口向后的盲孔,所述后固定块上设置与盲孔同轴的槽孔,所述弹簧的一端位于盲孔内并与盲孔底部相抵,另一端位于槽孔内并与槽孔底部相抵,盲孔与槽孔将弹簧进行限位,防止弹簧掉出。
55.所述打标装置包括打标架、打标抱夹块、打标头;所述打标架安装于打标工位的侧部,所述打标抱夹块通过打标气缸滑动安装于打标架侧部位于打标工位上方处,打标抱夹块的底部设置与待加工的工件顶部适配的夹口,所述打标头设置于打标抱夹块的夹口内;
56.待加工的工件为薄板壳体产品,在将工件进行真空氦检漏后,装配于工装板上的工件随物流系统的上料流水线行至打标工位,打标气缸带动打标抱夹块下降至使夹口夹住工件顶部,打标头在工件顶部打标;打标完成后,打标装置回到初始安全位,至此完成对工件的打标,工装板带动工件沿物流系统的流水线行至下一工位以进行对应的操作。
57.具体的,所述打标架上安装过度连接座,过度连接座上位于打标工位上方处安装气缸安装板,打标气缸的缸体与气缸安装板连接,活塞杆垂直向下穿过气缸安装板后与打标抱夹块连接;打标气缸伸长时带动打标抱夹块下降至使夹口夹住工件顶部,收缩时带动打标抱夹块上升初始安全位。
58.更具体的,所述打标装置还包括打标导杆,两个垂直设置的直线轴承安装于气缸安装板上打标气缸的两侧,两根打标导杆分别穿过直线轴承后与打标抱夹块顶部连接。打标导杆起导向作用,保证打标抱夹块垂直升降。更具体的,所述两根打标导杆的顶部通过导杆连接块连接。
59.具体的,所述打标头包括前盖、外壳、后盖、打标杆、打标弹簧、弹簧限位块、捶打芯、捶打触发块、复位片、捶打弹簧,所述前盖、后盖分别套设于所述外壳的前、后两端,所述外壳内设置横截尺寸从前向后依次递减的第一内腔、第二内腔、第三内腔;所述捶打弹簧设置于第三内腔且后端与所述后盖相抵;所述捶打芯与第二内腔间隙配合且前端径向向外延伸形成与第一内腔间隙配合的凸环、后端与捶打弹簧相抵,捶打芯前段设置轴向的第一内孔,捶打芯前端靠近凸环处设置径向贯穿所述第一内孔的第二内孔;所述捶打触发块与所述第二内孔间隙配合且长度不超过所述第二内腔的内径,捶打触发块上设置与所述第一内孔尺寸适配的第三内孔;所述复位片设置于所述第二内孔的一端开口处并将捶打触发块压至使第三内孔与第一内孔不同轴;所述弹簧限位块设置于第一内腔且前、后两端分别与前盖、捶打芯凸环前端相抵接;所述打标弹簧设置于前盖的内腔且后端与弹簧限位块相抵;所述打标杆穿过所述前盖后依次穿过打标弹簧、弹簧复位块,打标标的中段设置与所述打标
弹簧前端相抵的卡圈、后段与所述第一内孔同轴,打标杆的后端轴向向内收缩形成与所述捶打触发块的前端相抵的凸台。
60.打标前,工装板带动工件定位到打标工位,打标气缸带动打标抱夹块下降至使夹口夹住工件顶部以对工件进行中心导正,保证打标头与工件顶部中心处位置对应;打标头随打标气缸的向下运动过程中,打标头在工件顶部挤压下向后盖运动,运动的同时推动捶打触发块,由于此时捶打触发块位于第二内腔,第三内孔与第一内孔不同心,打标杆同时推动捶打触发块和捶打芯一起运动至将捶打触发块挤入第三内腔,期间捶打触发块同时沿第二内孔径向滑动至使第三内孔和第一内孔同心,此时,复位片被捶打触发块压至变形,打标弹簧、捶打弹簧被压至收缩;
61.当捶打触发块进入第三内腔使第三内孔与第一内孔同心的瞬间,被压缩的捶打弹簧回弹的同时将捶打芯从第三内腔向第二内腔回推,捶打芯回推过程中击打打标杆,打标杆的前端在工件顶部打出标记;
62.打标完成后,气缸回程往上运动,打标杆在打标弹簧和捶打弹簧的作用下回到初始状态,捶打触发块回到第二内腔后,复位片复位的同时将捶打触发块压至使第三内孔与第二内孔不同轴处,捶打触发块的前端再次抵在打标杆后端的凸台上,为下次打标做好准备。
63.更具体的,两个所述打标抱夹块分别通过两个打标气缸滑动安装于打标架侧部位于打标工位上方处,所述打标头包括分别设置于两个打标抱夹块夹口内的ok打标头、ng打标头,检漏合格的工件采用ok打标头打标,检漏不合格的工件采用ng打标头打标。
64.更具体的,所述ok打标头的打标杆前端设置圆点状标头,所述ng打标头的打标杆前端设置线状标头,ok打标头通过圆点状标头在工件上打出圆点标记证明工件合格,ng打标头通过线状标头在工件上打出线条标记证明工件不合格。
65.具体的,所述复位片采用半圆形的弹簧片,捶打触发块位于第二内腔时,复位片压着捶打触发块使第三内孔与第一内孔不同轴,从而使捶打触发块的前端与打标杆后端的凸台相抵,捶打触发块运动至第三内腔时,在第三内腔的腔壁作用下,捶打触发块推动复位片变形以便于第三内孔与第一内孔同轴以使捶打芯击打打标杆,打标后捶打触发块回到第二内腔时,复位片复位的同时将捶打触发块压至使第三内孔与第二内孔不同轴处,捶打触发块的前端再次抵在打标杆后端的凸台上,为下次打标做好准备。
66.具体的,待加工的工件装配于工装板上,所述工装板包括底板、夹板组件、移动支撑组件;
67.所述夹板组件包括平行设置的固定板与活动板,其中,固定板通过固定支架垂直安装于底板上,活动板通过活动支架安装于固定板后端的底板上;工件夹持于夹板组件的固定板与活动板之间;
68.所述移动支撑组件包括滑轨、支撑块,所述支撑块可滑动安装于滑轨上,两组所述移动支撑组件通过滑轨分别安装于夹板组件两侧的底板上,支撑块支撑于工件底部。
69.所述夹板组件还包括复位滑块、前固定块、后固定块、复位滑块、弹簧,其中,前固定块、后固定块分别位于复位滑块的前后两方并与底板固定连接;弹簧的两端分别与后固定块、复位滑块抵接;其中,所述前固定块上设置前后贯通的通孔,所述复位滑块的前端设置凸杆,凸杆的端部与前固定块上的通孔可滑动连接;所述固定板通过固定支架垂直安装
于复位滑块前端的底板上,所述活动板通过活动支架安装于复位滑块上;所述打标工位设置通过气缸控制的可水平伸缩的推紧杆,所述推紧杆与前固定块上的通孔适配。
70.工装板行至打标工位后,推紧杆伸出并插入前固定块上的通孔内且不接触复位滑块处,从而将工装板定位,进而将工件定位。
71.更具体的,所述夹板组件还包括导杆,两根所述导杆分别与复位滑块间隙配合且两端分别与前固定块、后固定块连接,通过导杆更好的限制复位滑块在前固定块、后固定块之间滑动。
72.具体的,所述移动支撑组件还包括定位条、定位销,所述定位条平行安装于滑轨一侧,定位条上均布若干定位孔,所述支撑块下端的端部水平延伸至定位条的上方形成限位块,限位块上设置与定位孔适配的限位孔,所述定位销穿过限位孔后插入定位孔中以将支撑块进行限位;在使用过程中,支撑块位置确定后把定位销插入限位孔、定位孔中,从而将支撑块位置限制住,避免工装板带动工件在物流系统中行走时支撑块在滑轨上移动而失去对工件的有效支撑。
73.更具体的,定位孔为倒锥形,定位销的下端带有与定位孔形状适配的倒锥形块,定位销的外部套设限位弹簧,限位弹簧的两端分别与限位块、倒锥形块相抵,作用是让定位销端部受力后顶在定位孔里面,不会移位置。
74.具体的,所述底板靠近边缘处的端部设置定位卡槽,工装板带动工件在物流系统中转运至靠近待操作的工位时,通过物流系统自带的拖动机构插入定位卡槽后将工装板拖至工位上,从而对工件初步定位。
75.具体的,所述底板上还设置id阅读卡,通过id阅读卡对工装板上的工件身份信息及每个工作工位的结果数据进行存储、并让数据跟随物流线一起捆绑传输。
76.具体的,所述底板靠近边缘处的端部还设置定位柱,当需要对工件进行真空氦检漏时,通过定位柱拖动工装板与工件进出用于进行氦检漏的真空箱,同时通过定位柱还能与真空箱内自带的定位槽对接以将工装板在真空箱内定位,从而将工件定位,便于真空箱内的检漏接头与工件上的密封接口连接用于对工件抽真空、充氦气。
77.具体的,所述工装板还包括充气组件,所述充气组件包括充气桩、充气头,所述充气桩安装于底板上,所述充气头通过气管与充气桩连接;所述充气桩上设置用于与真空箱内的检漏接头连接的充气口,所述充气头用于与待检漏工件上的接口连接。不同规格的工件上可能带有位置不同的接口,而氦检漏箱中的检漏接头不一定能够与所有工件上的接口位置都一一对应,因此设置位置固定的充气桩与位置灵活的充气头分别与氦检漏箱中的检漏接头、工件上的接口适配,从而便于对不同规格的工件进行氦检漏。
78.更具体的,所述底板上设置充气头座,所述充气头可拆卸安装于充气头座上,在进行氦检漏前,通过物流系统上的机械手将充气头从充气头座上取下后安装于工件的接口上即可。
79.更具体的,所述连接充气头与充气桩的气管为由外管和内管套接形成的双层管,所述充气桩上设置两个接口,一个接口与内管连通用于对工件抽真空和充氦,另一个与外管和内管的夹层腔连通用于对夹层腔抽气,采用双层管连接充气头与充气桩,充气管在不断的抽真空和充氦过程中,内管的氦气可能会渗透到夹层腔内,这样不会影响测试结果,如果采用单层管,氦气会直接渗透到真空箱内影响测试结果。
80.更具体的,4个所述定位柱分别设置于底板上的4个边角处。
81.本发明的有益效果:
82.在本技术的方案中,通过定位机构、拧堵头机构、拍照和涂油机构、装接头机构、检漏机构、打标机构和拆接头机构相互配合完成工件的物流转运,抱夹装置将工装板上的工件固定在预设的标准位置上,通过6轴机器人带动各夹具完成对工件的定位、拧堵头、拍照和涂油、装接头、检漏、打标和拆接头操作,本系统特别适用于尺寸薄、面积大、重量大的薄板壳体工件的自动化物流转运。
附图说明:
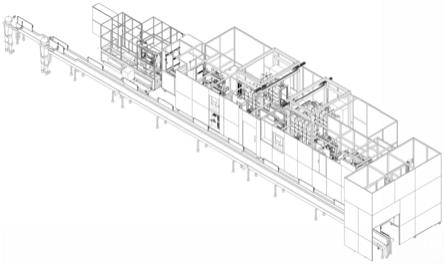
83.图1为产品自动化转运系统立体图;
84.图2为产品自动化转运系统俯视图;
85.图3为拧堵头机构侧视图;
86.图4为抱夹装置局部立体图;
87.图5为拧堵头装置局部立体图;
88.图6为工装板立体图;
89.图7为工件与工装板装配后立体图;
90.图8为夹板组件局部剖图;
91.图9为拍照和涂油机构侧视图;
92.图10为拍照和涂油装置局部立体图;
93.图11为密封接口装接头机构侧视图;
94.图12为装接头装置局部立体图;
95.图13、14为充气接头、封堵接头剖图;
96.图15为打标机构侧视图;
97.图16、17为打标杆剖视图;
98.图18为打标杆外壳示意图;
99.图19为复位片示意图;
100.图20为ok打标头的前端示意图;
101.图21为ng打标头的前端示意图;
102.图22为拆接头装置局部立体图;
103.图23为产品自动化转运系统技术路线图;
104.图24为装接头装置工装板立体图;
105.图25为装接头装置工件与工装板装配立体图。
106.图中标示:1a为堵头工位,1b为拍照和涂油工位,1c为装接头工位,1d为打标工位,1e为拆接头工位,1f为真空箱,1为底座,2为上支座,3抱夹块,4为顶夹块,5为弹性夹块,51为直线轴承,6为弹性压块,7为支架,8为6轴机器人,81为三轴机械手,91为电动螺丝刀,101为抱紧夹爪,9为照相头,10为涂油头,110为第二v型夹爪,92为活塞顶杆,10a为第一v型夹爪,11为工件,111为密封接口,111a为堵头,12为工装板,13为固定板,14为活动板,15为定位块,16为定位连接块,17为充气头座,18为充气接头,19为充气桩,20为封堵头座,21为封堵接头,22为卡爪,23为芯轴,24为外套,25为钢球,26为第一弹簧,27为第二弹簧,28为中大
套、29后套、30后盖、131为复位滑块,141为前固定块,151为后固定块,161为拧堵头固定板,171为拧堵头活动板,181为拧堵头定位块,191为拧堵头定位连接块,201为推紧杆,101为打标架,102为打标抱夹块,103为打标头,104为打标导杆,3a为前盖、3b为外壳、3b1为第一内腔,3b2为第二内腔,3b3为第三内腔,3c为后盖,3d为打标杆,3e为打标弹簧,3f为弹簧限位块,3g为捶打芯,3h为捶打触发块、3i复位片、3j为捶打弹簧。
具体实施方式
107.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合附图,对本发明实施例中的技术方案进行清楚、完整的描述。显然,所描述的实施例是本发明的一部分实施例,而不是全部的实施例。
108.因此,以下对本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的部分实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
109.需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征和技术方案可以相互组合。
110.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
111.在本发明的描述中,需要说明的是,术语“上”、“下”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,或者是本领域技术人员惯常理解的方位或位置关系,这类术语仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
112.实施例一:参见附图所示,
113.本实施例提供的一种产品自动化转运系统,包括上料流水线,工件11安放在入料板链线进入工件11定位机构,工件11定位后进入检漏机构,其特征在于:所述工件11定位后进入检漏机构前,工件11还包括依次通过拧堵头机构、拍照和涂油机构、装接头机构,工件11通过检漏机构后还包括依次通过打标机构和拆接头机构,所述拧堵头机构、拍照和涂油机构、装接头机构和拆接头机构的一侧设置抱夹装置,所述抱夹装置将工件11固定在预设的标准位置;
114.所述拧堵头机构还包括远离抱夹装置一侧的拧堵头装置,所述拧堵头装置对工件11接口处的堵头111a进行拧紧;
115.所述拍照和涂油机构还包括远离抱夹装置一侧的拍照和涂油装置,所述拍照和涂油装置通过6轴机器人8带动照相头9、涂油头10对工件11上的密封接口111进行拍照与涂油;
116.所述装接头机构还包括远离抱夹装置一侧的装接头装置,所述装接头装置通过6轴机器人8带动装接头夹具将封堵接头21从封堵头座20上取下后,安装于工件11上未与充气接头18连接的密封接口111以对工件11进行密封;
117.所述打标机构包括打标装置,所述打标装置通过打标抱夹块102夹住工件11顶部,
通过打标抱夹块102夹口内的打标头103在工件11顶部打标;
118.所述拆接头机构还包括远离抱夹装置一侧的拆接头装置,所述拆接头装置通过6轴机器人8带动拆接头夹具将封堵接头21从工件11上未与充气接头18连接的密封接口111上取下后安装于封堵头座20;
119.所述定位机构、拧堵头机构、拍照和涂油机构、装接头机构、检漏机构、打标机构和拆接头机构通过控制器控制。
120.所述6轴机器人8底部的连接端通过电动丝杆滑台可纵向滑动安装于支架7上,所述照相头9、涂油头10、装接头夹具和拆接头夹具通过安装块与6轴机器人8顶部可转动的圆盘法兰连接。
121.具体的,拧堵头过程中,抱夹装置包括底座1、上支座2、抱夹块3、顶夹块4;所述底座1安装于拧堵头工位的侧部,底座1上设置横向滑轨,上支座2通过滑块与所述横向滑轨可滑动连接,所述底座1上还安装气缸,气缸的缸体与底座1连接,活塞杆与上支座2连接;
122.上支座2靠近拧堵头工位的一侧设置垂直丝杆滑台,两个所述抱夹块3通过反向同动丝杆滑台安装于上支座2下侧位于垂直丝杆滑台下方处,两个抱夹块3互相靠近的一端分别设置与待加工的工件11两端适配的u形槽;
123.所述顶压块通过顶压安装板安装于垂直丝杆滑台的滑座上,顶压安装板为由水平板和垂直板端部对接形成的l形板,其中,垂直板与垂直丝杆滑台的滑座连接,两个垂直设置的直线轴承51通过法兰块安装于水平板顶部,两个导向轴杆的顶部分别穿过水平板后与直线轴承51适配连接,所述顶压块安装于导向轴杆的底部,顶压块底部设置聚氨酯材质的弹性垫块;
124.拧堵头装置包括支架7、三轴机械手81、电动螺丝刀91、抱紧夹爪101,所述支架7安装于拧堵头工位远离抱夹装置的一侧,所述三轴机械手81包括第一滑台、第二滑台、第三滑台,所述第一滑台水平安装于支架7顶部,第二滑台水平设置并安装于第一滑台的滑座上,第三滑台垂直设置并安装于第二滑台的滑座上,第三滑台的滑座上安装垂直的安装底板,所述电动螺丝刀91的刀柄通过安装块安装于安装底板上且刀头垂直向下;
125.抱紧夹爪101位于电动螺丝刀91的下方并安装于安装底板的下端,所述抱紧夹爪101的爪口与工件11侧部的管件适配,紧夹爪的爪口处设置聚氨酯材质的v型垫块。
126.所述抱夹装置、拧堵头装置通过控制器控制;
127.待加工的工件11装配于工装板12上,如图至所示,所述工装板12包括底板、夹板组件、移动支撑组件;底板前端靠近边缘处设置拧堵头定位块181,所述拧堵头定位块181上设置v形定位槽,所述拧堵头工位上设置拧堵头定位连接块191与定位气缸,所述拧堵头定位连接块191的一端与v形定位槽适配,另一端连接定位气缸的活塞杆,所述定位气缸的缸体通过连接板与拧堵头工位连接;拧堵头工位上还安装光电开关;
128.所述夹板组件包括复位滑块131、前固定块141、后固定块151、复位滑块131、弹簧、拧堵头固定板161与拧堵头活动板171,其中,前固定块141、后固定块151分别位于复位滑块131的前后两方并与底板固定连接;弹簧的两端分别与后固定块151、复位滑块131抵接;其中,所述前固定块141上设置前后贯通的通孔,所述复位滑块131的前端设置凸杆,凸杆的端部与前固定块141上的通孔可滑动连接;所述拧堵头固定板161通过固定支架7垂直安装于复位滑块131前端的工装板12上,所述拧堵头活动板171通过活动支架7安装于复位滑块131
上,工件11夹持于夹板组件的拧堵头固定板161与拧堵头活动板171之间;所述拧堵头工位设置通过气缸控制的可水平伸缩的推紧杆201,所述推紧杆201与前固定块141上的通孔适配;
129.所述移动支撑组件包括滑轨、支撑块,所述支撑块可滑动安装于滑轨上,两组所述移动支撑组件通过滑轨分别安装于夹板组件两侧的底板上;支撑块支撑于工件11底部;
130.所述拧堵头工位上还安装光电开关,用于检查工装板12上面有没有装配工件11。
131.本实施例中,待加工的工件11为薄板状工件11,工件11侧部带有圆形管状储液罐,储液罐顶部带有开口向上的接口,接口上带有待拧紧的堵头;装配于工装板12夹板组件上的工件11随物流系统的上料流水线行至拧堵头工位,定位气缸伸出以将拧堵头定位连接块191插入v形定位槽,从而将工装板12定位;推紧杆201伸出并插入前固定块141上的通孔以将复位滑块131向外推,从而将拧堵头活动板171与拧堵头固定板161之间的空间拉开以将工件11松弛,同时将弹簧压缩;上支座2向前行走至将抱夹块3、顶压块送至与工件11位置对应处,两个抱夹块3收缩以将工件11两端夹紧,顶压块下降以将工件11顶部压紧,从而将工件11固定在预设的标准位置上;三轴机械手81将电动螺丝刀91与抱紧夹爪101送至储液罐上方,第三滑台的滑座下滑以将,抱紧夹爪101下降至储液罐两侧,抱紧夹爪101收缩以将储液罐抱紧,电动螺丝刀91的刀头将储液罐顶部堵头拧入接口;拧堵头完成后,抱夹装置回到初始安全位,至此完成对工件11侧部储液罐顶部接口处堵头的拧紧,工装板12带动工件11沿物流系统的流水线行至拍照和涂油工位以进行对应的操作。
132.具体的,拍照和涂油过程,抱夹装置包括底座1、上支座2、抱夹块3、顶夹块4;所述底座1安装于涂油工位的侧部,底座1上设置横向滑轨,所述上支座2通过滑块与所述横向滑轨可滑动连接,所述底座1上还安装气缸,气缸的缸体与底座1连接,活塞杆与上支座2连接,气缸伸缩的同时带动上支座2在底座1上横向滑动,从而靠近或者远离拍照和涂油工位;上支座2靠近拍照和涂油工位的一侧设置垂直丝杆滑台;两个所述抱夹块3通过反向同动丝杆滑台安装于上支座2下侧位于垂直丝杆滑台下方处,两个抱夹块3互相靠近的一端分别设置与待加工的工件11两端适配的u形槽;两个所述顶夹块4通过反向同动丝杆滑台安装于垂直丝杆滑台的滑块上,顶夹块4由安装于薄型气爪的滑台下端的两个顶夹爪构成,两个顶夹爪互相靠近的一端下部分别设置弹性夹块5,所述薄型气爪的缸体上端通过连接块与反向同动丝杆滑台的滑块连接,下端设置弹性压块6,本实施例中,薄型气爪的缸体下端设置u形安装架,所述弹性压块6的顶部连接压杆,所述压杆的端部穿过一个弹簧后与u形安装架可活动连接;
133.拍照和涂油装置包括支架7、6轴机器人8、照相头9、涂油头10;所述支架7安装于涂油工位远离抱夹装置的一侧,6轴机器人8底部的连接端通过电动丝杆滑台可纵向滑动安装于支架7上,所述照相头9、涂油头10通过安装板与6轴机器人8顶部可转动的圆盘法兰连接;涂油头10的一侧通过连接件安装油雾器,外部的油源通过油雾器对涂油头10供油;
134.待加工的工件11装配于工装板12上,如图所示,所述工装板12包括底板、夹板组件、移动支撑组件;底板前端靠近边缘处设置定位块15,所述定位块15上设置v形定位槽,所述拍照和涂油工位上设置定位连接块16与定位气缸,所述定位连接块16的一端与v形定位槽适配,另一端连接定位气缸的活塞杆,所述定位气缸的缸体通过连接板与拍照和涂油工位连接;拍照和涂油工位上还安装光电开关;
135.所述夹板组件包括平行设置的固定板13与活动板14,其中,固定板13通过固定支架7垂直安装于底板上,活动板14通过活动支架7安装于固定板13后端的底板上,工件11夹持于夹板组件的固定板13与活动板14之间;
136.所述移动支撑组件包括滑轨、支撑块,所述支撑块可滑动安装于滑轨上,两组所述移动支撑组件通过滑轨分别安装于夹板组件两侧的底板上;支撑块支撑于工件11底部;
137.所述抱夹装置、拍照和涂油装置、定位气缸通过控制器控制。
138.待加工的工件11为薄板壳体产品,将工件11的中部夹持于夹板组件的固定板13与活动板14之间,工件11的两端支撑于滑动支撑块上即可将工件11与工装板12进行装配,装配于工装板12上的工件11随物流系统的上料流水线行至拍照和涂油工位,定位气缸伸出以将定位连接块16插入v形定位槽,从而将工装板12定位,光电开关检查工装板12上面有没有装配工件11;上支座2向前行走至将抱夹块3、顶夹块4送至与工件11位置对应处,抱夹块3将工件11两端夹紧,顶夹块4下降并将工件11顶部两侧夹紧,从而将工件11固定在预设的标准位置上,6轴机器人8将照相头9、涂油头10送至工件11上的密封接口111处,照相头9对密封接口111进行拍照后,设备记录工件11密封接口111的类型和具体位置,接着涂油头10对接口进行涂油;拍照和涂油完成后,抱夹装置回到初始安全位,至此完成对工件11密封口的视觉拍照和涂油;本装置特别适用于尺寸薄、面积大、重量大的薄板壳体工件11上密封接口111的拍照和涂油,同时适用于工件11的自动化物流转运。
139.具体的,装接头和拆接头过程,抱夹装置包括底座1、上支座2、抱夹块3、顶夹块4;底座1上设置横向滑轨,所述上支座2通过滑块与所述横向滑轨可滑动连接,所述底座1上还安装气缸,气缸的缸体与底座1连接,活塞杆与上支座2连接,气缸伸缩的同时带动上支座2在底座1上横向滑动,从而靠近或者远离装接头和拆接头工位;上支座2靠近装接头和拆接头工位的一侧设置垂直丝杆滑台;两个所述抱夹块3通过反向同动丝杆滑台安装于上支座2下侧位于垂直丝杆滑台下方处,两个抱夹块3互相靠近的一端分别设置与待加工的工件11两端适配的u形槽;两个所述顶夹块4通过反向同动丝杆滑台安装于垂直丝杆滑台的滑块上,顶夹块4由安装于薄型气爪的滑台下端的两个顶夹爪构成,两个顶夹爪互相靠近的一端下部分别设置弹性夹块5,所述薄型气爪的缸体上端通过连接块与反向同动丝杆滑台的滑块连接,下端设置弹性压块6,本实施例中,薄型气爪的缸体下端设置u形安装架,所述弹性压块6的顶部连接压杆,所述压杆的端部穿过一个弹簧后与u形安装架可活动连接;
140.装接头和拆接头装置包括支架7、6轴机器人8、装接头和拆接头夹具;所述支架7安装于装接头和拆接头工位远离抱夹装置的一侧,6轴机器人8底部的连接端通过电动丝杆滑台可纵向滑动安装于支架7上,所述装接头和拆接头夹具通过第一安装块与6轴机器人8顶部可转动的圆盘法兰连接;
141.待检漏的工件11装配于工装板12上,如图所示,所述工装板12包括底板、夹板组件、移动支撑组件;
142.底板前端靠近边缘处设置定位块15,所述定位块15上设置v形定位槽,如图所示,所述拆接头工位上设置定位连接块16与定位气缸,所述定位连接块16的一端与定位块15上的v形定位槽适配,另一端连接定位气缸的活塞杆,所述定位气缸的缸体通过连接板与装接头和拆接头工位连接;装接头和拆接头工位上还安装光电开关;
143.所述夹板组件包括平行设置的固定板13与活动板14,其中,固定板13通过固定支
架7垂直安装于底板上,活动板14通过活动支架7安装于固定板13后端的底板上,工件11夹持于夹板组件的固定板13与活动板14之间;
144.所述移动支撑组件包括滑轨、支撑块,所述支撑块可滑动安装于滑轨上,两组所述移动支撑组件通过滑轨分别安装于夹板组件两侧的底板上;支撑块支撑于工件11底部;
145.所述抱夹装置、装接头装置和拆接头装置、定位气缸通过控制器控制。
146.本实施例中,工件11上带有用于检漏的两个密封接口111;工装板12上带有充气头座17、充气桩19、封堵头座20,充气头座17上带有用于与工件11上的密封接口111连接的充气接头18,充气接头18通过气管与充气桩19连接,充气桩19上设置用于与真空箱内的检漏接头连接的充气口;封堵头座20上可拆卸安装有封堵接头21;装配于工装板12上的工件11随物流系统的上料流水线行至装接头和拆接头工位,定位气缸伸出以将定位连接块16插入定位块15上的v形定位槽,从而将工装板12定位,光电开关检查工装板12上面有没有装配工件11;上支座2向前行走至将抱夹块3、顶夹块4送至与工件11位置对应处,抱夹块3将工件11两端夹紧,顶夹块4下降并将工件11顶部两侧夹紧,从而将工件11固定在预设的标准位置上;
147.装充气接头时,6轴机器人8带动装接头夹具将充气接头18从充气头座17取下后安装于工件11上的一个密封接口111上以将工件11与充气桩19导通,接着带动装接头夹具将封堵接头21从封堵头座20上取下后安装于工件11上未与充气接头18连接的密封接口111以对工件11进行密封;充气接头18、封堵接头21安装完成后,抱夹装置、装接头装置回到初始安全位;工装板12带动工件11沿物流系统的流水线行至真空箱内进行氦检漏,氦检漏完成后,工装板12带动工件11沿物流系统的流水线行至打标工位以进行对应操作;本装置特别适用于尺寸薄、面积大、重量大的薄板壳体工件11上密封接口111上充气接头18、封堵接头21的安装,同时适用于工件11的自动化物流转运。
148.拆充气接头时,6轴机器人8将拆接头夹具送至工件11上的充气接头18处,第一v型夹爪10a收缩至夹紧充气接头18的后盖30,第二v型夹爪110收缩至夹紧充气接头18的外套24,第二v型夹爪110通过滑台气缸将外套24向后拉,从而使顶杆9将芯轴23向芯轴23方向推,芯轴23上的台阶圆环将钢球25顶起,顶起的钢球25一部分容纳于中大套28的第一通孔内,一部分与外套24作用,卡住外套24,使外套24上的第一内凸台与卡爪22上的第三功能面端部作用,外套24卡住卡爪22,卡爪22张开后与充气接头18分离;6轴机器人8控制拆接头夹具将充气接头18送至充气座上,第一v型夹爪10a、第二v型夹爪110张开,充气头座17与充气接头18的芯轴23端面接触并挤压芯轴23,芯轴23上的台阶圆环与钢球25脱离接触,钢球25落下,此时钢球25与外套24脱离接触,外套24在第一弹簧26的作用下,向靠近密封接口111的方向运动,外套24上的第一内凸台与卡爪22上的第三功能面在轴向上接触且第一内凸台挤压卡爪22上的第三功能面,同时外套24的第一功能面与卡爪22的第二功能面开始运动,当外套24的第一功能面卡死卡爪22的第二功能面后,运动停止,此时卡爪22处于闭合状态,卡爪22的爪头卡住充气头座17,从而实现充气头座17与充气接头18的对接安装;封堵接头21采用同样的方法送回至封堵头座20上,拆接头完成后,抱夹装置、拆接头装置回到初始安全位;工装板12带动工件11沿物流系统的流水线行至自动外观检查工位;本装置特别适用于尺寸薄、面积大、重量大的薄板壳体工件11上密封接口111上充气接头18、封堵接头21的拆卸,同时适用于工件11的自动化物流转运。。
149.具体的,打标过程,打标装置包括打标架101、打标抱夹块102、打标导杆104、打标头103;
150.所述打标架101安装于打标工位的侧部,打标架101上安装过度连接座,过度连接座上位于打标工位上方处安装气缸安装板,打标抱夹块102通过打标气缸滑动安装于气缸安装板上,打标气缸的缸体与气缸安装板连接,活塞杆垂直向下穿过气缸安装板后与打标抱夹块102顶部连接,打标抱夹块102的底部设置与待加工的工件11顶部适配的夹口;两个垂直设置的直线轴承51安装于气缸安装板上打标气缸的两侧,两根打标导杆104分别穿过直线轴承51后与打标抱夹块102顶部连接,两根打标导杆104的顶部通过导杆连接块连接;
151.如图至所示,打标头103包括前盖3a、外壳3b、后盖3c、打标杆3d、打标弹簧3e、弹簧限位块3f、捶打芯3g、捶打触发块3h、复位片3i、捶打弹簧3j,所述前盖3a、后盖3c分别套设于所述外壳3b的前、后两端,所述外壳3b内设置横截尺寸从前向后依次递减的第一内腔3b1、第二内腔3b2、第三内腔3b3;所述捶打弹簧3j设置于第三内腔3b且后端与所述后盖3c相抵;所述捶打芯3g与第二内腔3b2间隙配合且前端径向向外延伸形成与第一内腔3b1间隙配合的凸环、后端与捶打弹簧3j相抵,捶打芯3g前段设置轴向的第一内孔,捶打芯3g前端靠近凸环处设置径向贯穿所述第一内孔的第二内孔;所述捶打触发块3h与所述第二内孔间隙配合且长度不超过所述第二内腔3b2的内径,捶打触发块3h上设置与所述第一内孔尺寸适配的第三内孔;所述复位片3i设置于所述第二内孔的一端开口处并将捶打触发块3h压至使第三内孔与第一内孔不同轴;所述弹簧限位块3f设置于第一内腔3b1且前、后两端分别与前盖3a、捶打芯3g凸环前端相抵接;所述打标弹簧3e设置于前盖3a的内腔且后端与弹簧限位块3f相抵;所述打标杆3d穿过所述前盖3a后依次穿过打标弹簧3e、弹簧复位块,打标标的中段设置与所述打标弹簧3e前端相抵的卡圈、后段与所述第一内孔同轴,打标杆3d的后端轴向向内收缩形成与所述捶打触发块3h的前端相抵的凸台。
152.本实施例中,两个打标抱夹块102分别通过两个打标气缸滑动安装于打标架101上的气缸安装板上,打标头103包括分别设置于两个打标抱夹块102夹口内的ok打标头103、ng打标头103,如图所示,ok打标头103的打标杆3d前端设置圆点状标头,如图所示,ng打标头103的打标杆3d前端设置线状标头;
153.所述打标装置通过控制器控制;
154.待加工的工件11装配于工装板12上,如图至所示,所述工装板12包括底板、夹板组件、移动支撑组件;
155.所述移动支撑组件包括滑轨、支撑块,所述支撑块可滑动安装于滑轨上,两组所述移动支撑组件通过滑轨分别安装于夹板组件两侧的底板上;支撑块支撑于工件11底部;
156.所述打标工位上还安装光电开关,用于检查工装板12上面有没有装配工件11。
157.本实施例中,待加工的工件11为薄板状壳体产品,在将工件11真空氦检漏后,装配于工装板12上的工件11流系统的上料流水线行至打标工位,推紧杆201插入前固定块141的通孔内且不接触复位滑块131处,从而将工装板12定位;打标气缸带动打标抱夹块102下降至使夹口夹住工件11顶部以对工件11进行中心导正,将工件11定位的同时保证打标头103与工件11顶部中心处位置对应;
158.打标头103随打标气缸的向下运动过程中,打标杆3d接触工件11顶部后在工件11挤压下向后盖3c运动,运动的同时推动捶打触发块3h,由于此时捶打触发块3h位于第二内
腔3b2,第三内孔与第一内孔不同心,打标杆3d同时推动捶打触发块3h和捶打芯3g一起运动至将捶打触发块3h挤入第三内腔3b3,期间捶打触发块3h同时沿第二内孔径向滑动至使第三内孔和第一内孔同心,此时,复位片3i被捶打触发块3h压至变形,打标弹簧3e、捶打弹簧3j被压至收缩;
159.当捶打触发块3h进入第三内腔3b3使第三内孔与第一内孔同心的瞬间,被压缩的捶打弹簧3j回弹的同时将捶打芯3g从第三内腔3b向第二内腔3b回推,捶打芯3g回推过程中击打打标杆3d,打标杆3d的前端在工件11顶部打出标记;
160.打标完成后,气缸回程往上运动,打标杆3d在打标弹簧3e和捶打弹簧3j的作用下回到初始状态,捶打触发块3h回到第二内腔3b2后,复位片3i复位的同时将捶打触发块3h压至使第三内孔与第二内孔不同轴处,捶打触发块3h的前端再次抵在打标杆3d后端的凸台上,为下次打标做好准备;
161.如果工件11检漏合格,ok打标头103通过圆点状标头在工件11上打出圆点标记;如果工件11检漏不合格,ng打标头103通过线状标头在工件11上打出线条标记;打标完成后,打标装置回到初始安全位,至此完成对工件11的打标,工装板12带动工件11沿物流系统的流水线行至拆接头工位以进行对应的操作。
162.实施例二
163.本实施例进一步介绍充气接头18、封堵接头21,其结构如下:包括若干卡爪22、芯轴23、外套24、若干钢球25、第一弹簧26、第二弹簧27、中大套28、后套29、后盖30、第一螺钉;
164.所述芯轴23内部设置有第一阶梯通孔、外圆周上设置有用于支撑钢球25的台阶圆环,所述后盖30内部设置有第一阶梯盲孔、外圆周面上设置有若干与第一螺钉配合的第一螺纹孔,所述第二弹簧27设置在芯轴23第一阶梯通孔和后盖30第一阶梯盲孔内部,所述第二弹簧27处于压缩状态;所述中大套28内部设置有与芯轴23配合的第二阶梯通孔、若干与卡爪22配合的第一通槽、若干容纳钢球25穿过的第一通孔、若干与第一螺钉配合的第二通孔,所述中大套28设置在芯轴23圆周外表面;
165.所述后套29内部设置有容纳第一弹簧26的第三阶梯通孔,外圆周面设置有若干容纳第一螺钉穿过的第三通孔,所述第一弹簧26设置在后套29的第三阶梯通孔内,所述第一弹簧26处于压缩状态;所述后套29设置在中大套28外圆周面上;
166.所述外套24内部贯通,所述外套24内部设置有第一功能面、第一内凸台、容纳后套29的空腔,所述外套24设置在后套29外圆周表面;所述卡爪22上设置有爪头、与外套24第一功能面配合的第二功能面,与外套24第一内凸台配合的第三功能面,所述卡爪22与中大套28活动连接;
167.其中,所述充气接头18的芯轴23上带有充气通道用于与外接气管连接;
168.本实施例中的装接头夹具包括活塞顶杆92、第一v型夹爪10a、第一安装块,所述第一安装块为由水平板和垂直板端部对接构成的l形板,其中,垂直板通过浮动气缸的缸体安装于6轴机器人8顶部可转动的圆盘法兰上,所述活塞活塞顶杆92穿过浮动气缸的缸体并与之适配,通过浮动气缸控制活塞活塞顶杆92的运动,所述第一v型夹爪10a通过薄型气爪安装于水平板的端部;
169.使用时,6轴机器人8将第一v型夹爪10a送至充气头座17上的充气接头18处,第一v型夹爪10a通过薄型气爪收缩至夹紧充气接头18的外套24,活塞顶杆92通过气动控制将后
盖30向芯轴23方向推,芯轴23上的台阶圆环将钢球25顶起,顶起的钢球25一部分容纳于中大套28的第一通孔内,一部分与外套24作用,卡住外套24,使外套24上的第一内凸台与卡爪22上的第三功能面端部作用,外套24卡住卡爪22,卡爪22张开;6轴机器人8将第一v型夹爪10a与充气接头18送至工件11上的密封接口111处,第一v型夹爪10a张开,同时6轴机器人8沿密封接口111直线运动,密封接口111与充气接头18的芯轴23端面接触并挤压芯轴23,芯轴23上的台阶圆环与钢球25脱离接触,钢球25落下,此时钢球25与外套24脱离接触,外套24在第一弹簧26的作用下,向靠近密封接口111的方向运动,外套24上的第一内凸台与卡爪22上的第三功能面在轴向上接触且第一内凸台挤压卡爪22上的第三功能面,同时外套24的第一功能面与卡爪22的第二功能面开始运动,当外套24的第一功能面卡死卡爪22的第二功能面后,运动停止,此时卡爪22处于闭合状态,卡爪22的爪头卡住密封接口111,从而实现工件11上的密封接口111与充气接头18的对接安装;封堵接头21采用同样的方法进行安装即可。
170.以上实施例仅用以说明本发明而并非限制本发明所描述的技术方案,尽管本说明书参照上述的各个实施例对本发明已进行了详细的说明,但本发明不局限于上述具体实施方式,因此任何对本发明进行修改或等同替换;而一切不脱离发明的精神和范围的技术方案及其改进,其均涵盖在本发明的权利要求范围当中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。