1.本发明属于计算机技术领域,具体是指一种基于小家电行业装配流水线生产智能计算应用及方法。
背景技术:
2.车间是企业内部组织生产的基本单位,也是企业生产行政管理的一级组织。由若干工段或生产班组构成。它按企业内部产品生产各个阶段或产品各组成部分的专业性质和各辅助生产活动的专业性质而设置,拥有完成生产任务所必需的厂房或场地、机器设备、工具和一定的生产人员、技术人员和管理人员。
3.车间是产品生产加工的地方,在“互联网 制造”背景下,企业生产模式逐步向多品种、个性化定制的方向发展,使得车间越来越智能化,而在产品生产过程中对于生产计划的排程容易发生混乱,导致订单往往超时,没法交付。客户订单具有不同的订货量和交货日期不方便快速排程;生产任务单没有严格的优先次序限制,生产成本高。
技术实现要素:
4.针对上述情况,为克服现有技术的缺陷,本发明提供了一种排程不混乱,自动实现订单拆分,容易实现小批量,多品种快速排程,操作简单灵活,瓶颈工序的快速识别,自动完成多产线最优加工产线,让生产排程更加简单化,适应于小家电行业小批量,多品种生产模型的智能化排程计算与应用,提高小家电行业供应链管理效益的基于小家电行业装配流水线生产智能计算应用及方法。
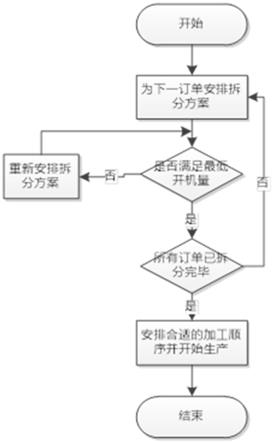
5.本发明采取的技术方案如下:本发明一种基于小家电行业装配流水线生产智能计算应用,具体步骤为:
6.s1:接到订单后将订单放入订单池;
7.s2:从订单池中取出订单并对取出过的订单其进行一种基于小家电行业装配流水线生产智能计算方法的安排;
8.s3:判断目前所安排方案中是否有机械满足最低开机量,如不满足则重复步骤s2;
9.s4:判断是否所有订单已拆分完毕,若没有分拣完毕则重复步骤s2;
10.s5:依拆分方案开始生产。
11.本发明一种基于小家电行业装配流水线生产智能计算方法,为基于saas微服务模式下的云计算算法。
12.进一步地,所述云计算算法具体步骤为:
[0013]ⅰ:对初始参数进行随初始群体分配:
[0014]ⅱ:对分配出的初始种群进行适应度函数计算,并依安排进行遗传交叉算法以及遗传变异算法处理种群;
[0015]ⅲ:对处理后的种群进行遗传选择处理并产生新种群;
[0016]ⅳ:对处理后的种群进行遗传选择处理并产生新种群,新种群中适应度最高个体
与处理前适应度最高个体一致时,输出最佳结果;新种群中适应度最高个体与处理前适应度最高个体不一致时重复步骤ⅲ。
[0017]
进一步地,所述拆分方案为非等同并行多机方案。
[0018]
本方案一种基于小家电行业装配流水线生产智能计算应用及方法,采用上述方案本发明取得的有益效果如下:
[0019]
1、因为采用云计算算法,使得排程不混乱,客户订单具有不同的订货量和交货日期,可以自动实现订单拆分,更容易实现小批量,实现多品种快速排程。
[0020]
2、根据生产节拍维护生产数量,操作简单,灵活;瓶颈工序的快速识别,围绕瓶颈工序进行前推后拉式排程模式。
[0021]
3、根据约束条件,自动完成多产线最优加工产线,也可以实现多产线自动匹配生产任务单,让生产排程更加简单化。
[0022]
4、本方案适应于小家电行业小批量,多品种生产模型的智能化排程计算与应用,可以提高小家电行业供应链管理效益。
附图说明
[0023]
图1为本发明一种基于小家电行业装配流水线生产智能计算应用及方法的整体结构示意图;
[0024]
图2为本发明一种基于小家电行业装配流水线生产智能计算应用及方法的拆分方案示意图。
[0025]
图3为实施例1中顺序分派规则的示意图;
[0026]
图4为实施例1中资源分派规则的示意图;
[0027]
图5为实施例1中排程模型的示意图;
[0028]
图6实施例1中一键智能排程计算功能的示意图;
[0029]
图7为实施例1中产线级的生产任务单和开始日期和结束日期的示意图;
[0030]
图8为实施例1中pmc计划部门与生产电子看板协同示意图;
[0031]
图9为实施例1中pmc计划与生产线协同示意图。
[0032]
附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。
具体实施方式
[0033]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例;基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0034]
如图1-2所示,本发明一种基于小家电行业装配流水线生产智能计算应用及方法,其特征在于:具体步骤为:
[0035]
s1:接到订单后将订单放入订单池;
[0036]
s2:从订单池中取出订单并对取出过的订单其进行一种基于小家电行业装配流水线生产智能计算方法的安排;
[0037]
s3:判断目前所安排方案中是否有机械满足最低开机量,如不满足则重复步骤s2;
[0038]
s4:判断是否所有订单已拆分完毕,若没有分拣完毕则重复步骤s2;
[0039]
s5:依拆分方案开始生产。
[0040]
其中,其特征在于:所述拆分方案的拆分方法为基于saas微服务模式下的云计算算法。所述拆分方案为非等同并行多机方案。
[0041]
所述云计算算法具体步骤为:
[0042]ⅰ:对初始参数进行随初始群体分配:
[0043]ⅱ:对分配出的初始种群进行适应度函数计算,并依安排进行遗传交叉算法以及遗传变异算法处理种群;
[0044]ⅲ:对处理后的种群进行遗传选择处理并产生新种群;
[0045]ⅳ:对处理后的种群进行遗传选择处理并产生新种群,新种群中适应度最高个体与处理前适应度最高个体一致时,输出最佳结果;新种群中适应度最高个体与处理前适应度最高个体不一致时重复步骤ⅲ。
[0046]
所述适应度函数的目标函数为:应度函数的目标函数为:
[0047]
适应度函数为:
[0048]
其中,在适应度函数中,符号表示如下:
[0049][0050]
所述遗传选择处理为采用轮盘赌选择法,其对于某个个体i,适应度函数为zi,种群规模为n,个体的选择概率计算如下:
[0051][0052]
a0=0,
[0053]
(a
i-1
,ai]
[0054]
r~u(0,1)a
i-1
《r≤ai→
选择个体i加入繁殖种群。
[0055]
所述遗传交叉算法如下:
[0056]
处理前:
[0057][0058][0059]
其中,第一列的元素n表示订单编号,第二列矩阵中的元素nm表示订单n分配到m机器加工的比例,每一行为一个基因表示第i号订单的分配方案。
[0060]
处理后:
[0061][0062][0063]
所述遗传变异算法如下:
[0064]
处理前:
[0065][0066]
处理后:
[0067][0068]
染色体中行顺序即表示订单加工的顺序,即生产顺序为从上往下以此生产。
[0069]
如图3-9所示,实施例1,本方案所包含的系统主要包括三部分组成:模型管理、后台管理端和云服务端,在使用过程中,云服务端无需进行部署,后端管理端直接通过pc端浏览器即可访问;而客户需要购买aps软件,或者购买云计算算法访问授权。
[0070]
结合后台管理端对实施例进行说明。
[0071]
通过aps计划排程实时管控,可以提升排程率,提高齐套率,并降低库存。根据相关数据显示,排程率可以提高50%,齐套率可以提升20%,切换损失下降10%,库存下降30%。
[0072]
实施例中,对部分规则进行说明:
[0073]
如图3所示,顺序分派规则,用于订单的拆分与约束。
[0074]
如图4所示,资源分派规则,用于选择生产线的约束。
[0075]
如图5所示,为排程模型,配置启动的算法。
[0076]
如图6所示,本方案可以实现一键智能排程计算功能。
[0077]
如图7所示,可以显示产线级的生产任务单和开始日期和结束日期。
[0078]
如图8所示,为pmc计划部门与生产电子看板协同。
[0079]
如图9所示,为pmc计划与生产线协同。
[0080]
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
[0081]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
[0082]
以上对本发明及其实施方式进行了描述,这种描述没有限制性,附图中所示的也只是本发明的实施方式之一,实际的结构并不局限于此。总而言之如果本领域的普通技术人员受其启示,在不脱离本发明创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
