1.本发明涉及车间调度技术,具体涉及一种基于数字孪生及扰动监测的车间动态调度方法,属于智能制造与调度技术领域。
背景技术:
2.随着科学技术的迅速发展,智能制造已成为制造企业的重要发展方向。制造企业从生产、管理到运维服务等都逐步向着智能化发展,智能化发展成为制造企业提升自身竞争力的重要途径。在制造企业中,车间调度是对车间生产进行指导的过程,有效的车间调度能极大地提升任务加工的效率,提升企业的效益。在车间的实际生产中,存在大量的扰动事件,如紧急插单、机器故障、交货期改变、不合格件、加工时间异常等,这使未考虑扰动情况的静态调度方案不再满足实际加工,需要考虑扰动,对动态调度方面进行研究,对调度方案做出相应的调整。
3.在扰动发生后进行调度的结果相对滞后,会影响车间生产进程和效率。问题的主要原因是信息化不足,缺乏智能性和先进性。在智能制造及大数据的背景下,需要运用智能化技术及对大量数据进行分析研究。数字孪生作为十大科技进展之一,是应对上述问题的一种行之有效的方法。数字孪生不同于建模仿真,而是物理车间和虚拟车间的实时映射交互,存在于产品的全生命周期,是物理空间与信息空间的融合互通,虚拟车间能反映出物理车间的生产加工情况,通过对采集到的各种相关数据的整合处理,以实现更加具有预见性、高效合理性的调度方案,使车间生产达到最大的效益。
技术实现要素:
4.本发明的目的是提供一种车间动态调度方法,基于数字孪生,以服务系统、物理车间、虚拟车间为主要构成部分,在生产制造过程中实现动态调度。以解决传统制造过程中的调度不能有效应对扰动情况,导致生产停滞、延期等问题。
5.本发明提出的方法能对车间生产过程的扰动及时做出调整,提高车间生产效率,并能根据不同目标选择相应的调度方案,使企业获得最大的效益。本发明采用的技术方案为基于数字孪生及扰动监测的车间动态调度方法,该方法的实现过程如下。
6.步骤1:数字孪生服务系统对物理车间进行生产状态的监控,获取生产任务信息,如产品信息、任务数量、工艺路线、交货期、所选择的加工设备以及加工时间等;车间资源信息,如物料资源、设备资源、人力资源、仓储资源、物流资源等;生产制造信息,如加工设备的运行状态信息。
7.步骤2:建立以完工时间、能耗为优化目标的车间多目标调度模型。其中车间包括若干待加工工件和若干功能类型不同的加工设备,根据资源分配方案和工件加工顺序调度方案确定出车间的完工时间和能耗,并使完工时间最短和能耗最小。
8.步骤2.1建立车间能耗模型;
9.在实际生产过程中,车间总能耗包含设备待机能耗、设备加工能耗和车间固能耗,
各部分能耗等于功率和时间的乘积。车间总能耗计算公式如下:
10.e=e
work
e
idle
e
constant
11.式中,e为总能耗,e
work
为设备加工能耗,e
idle
为设备待机能耗,e
constant
为车间固定能耗。
12.步骤2.2建立车间完工时间模型;
13.单个工件的完工时间是从工件开始加工时刻到最后一个工序加工完成为止花费的所有时间。因此,车间完工总完工时间等于所有工件的最大完工时间,可表示为如下:
14.c=max{c1,c2,...ci,...,cn}
15.式中,ci为第i个工件的加工完成时间,共有n个工件,c为所有工件的最大完成时间。
16.步骤2.3调度方案算法使用nsga-ii算法,采用基于工件工序的整数编码,首先生成初始种群,通过遗传操作,之后进行非支配排序和拥挤度计算,合并父子代种群,根据非支配排序后的等级和拥挤距离选择精英个体形成新的父代种群,循环直到达到最大迭代次数,最后输出调度甘特图。
17.步骤3:建立基于神经网络的扰动事件监测模型,对采集到的数据进行3层小波包分解,将小波包能量特征向量作为lvq神经输入向量,采用lvq神经网络进行训练及测试。
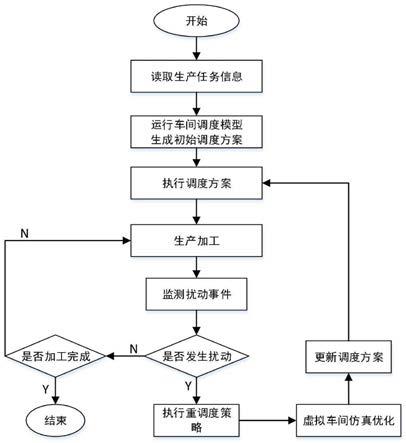
18.步骤4:执行基于数字孪生的车间生产动态调度流程。开始由服务系统根据生产任务信息生成初始调度方案,执行当前调度方案生产加工。同时监测扰动事件,当监测发生扰动事件时,根据不同的调度策略进行调整准备,并重新生成调度方案。循环执行此调度流程直到加工任务结束。
19.完全重调度策略:在扰动事件发生时,正在加工的工件继续加工完成,考虑扰动事件信息,各工件工序信息以及机器加工情况信息,将扰动发生时刻后为未进行加工的工序以及其可用的机器重新进行调度排产。
20.转移重调度策略:在扰动事件发生时,正在加工的工件继续加工完成,考虑扰动事件信息,各工件工序信息以及机器加工情况信息,找到直接受影响的工序,以及它们后续的工序,即间接受到影响的工序。不受影响的工序保持原调度方案的加工任务。受影响的工序在约束条件下,转移到最先空闲的机器上进行加工。
21.步骤5:对重调度方案进行稳定性分析,以综合评价指标对调度方案进行评价。
22.工序偏离度pd为重调度方案中各工序与初始调度方案开始加工时间差值的绝对值之和,工序偏离度越小则重调度方案的稳定性越好。
[0023][0024]
式中,j为各工件的第j道工序,共有t道工序,st
ij
表示初始调度方案各工件各工序的开始加工时间,st
ij
'表示重调度方案各工件各工序的开始加工时间。
[0025]
机器偏离度md体现了重调度方案中各机器上加工工序的数量变化,机器偏离度越小则重调度方案的稳定性越好。
[0026][0027]
式中,l为第l台机器,共有m台机器,sp
l
表示初始调度方案中各机器上的加工任务
数,sp
l
'表示重调度方案中各机器上的加工任务数。
[0028]
综合评价指标cei为归一化后调度方案的完工时间cn、能耗en、工序偏离度pdn以及机器偏离度mdn的加权和。
[0029]
cei=λ1cn λ2en λ3pdn λ4mdn[0030][0031]
式中,λk为权重系数,k为第k个权重系数,共有w个权重系数,各权重系数和为1。
[0032]
与现有技术相比,该发明具有以下优点:
[0033]
1、有效应对车间生产的动态调度任务。
[0034]
2、数字孪生服务系统对物理车间进行生产状态的监控,并进行扰动监测。
[0035]
3、发生扰动时,根据不同的调度策略进行调整准备。
[0036]
4、对重调度方案进行综合评价,使企业达到最大的效益。
附图说明
[0037]
图1为基于数字孪生的车间生产动态调度流程。
[0038]
图2为初始调度甘特图。
[0039]
图3为基于数字孪生的完全重调度甘特图。
[0040]
图4为基于数字孪生的转移重调度甘特图。
具体实施方式
[0041]
下面结合说明书附图详细描述本发明的技术方案:
[0042]
步骤一:服务系统得到生产任务信息,车间共有8台加工设备,有6个生产任务,每个生产任务包含若干加工工序,每道加工工序可以在至少一个候选设备资源上完成。各工件各工序可用加工设备及所需时间如表1,表2所示(时间单位:min),各设备功率表如表3所示(功率单位:kw)。
[0043]
表1各工序可用设备
[0044][0045][0046]
表2各设备加工时间
[0047][0048]
表3各设备功率表
[0049][0050]
步骤二:车间生产调度问题的模型为:有n个待加工工件、m台功能不同的加工设备。每个工件有多道工序,每道工序可以在不止一台机器上进行加工,每道工序在不同机器上的加工时间确定。通过优化资源分配和工序排序,在满足设备能力约束的条件下,获得最佳性能指标。以最大完工时间和能耗最小为调度目标,可描述为
[0051]
c=max{c1,c2,...,cn}
[0052]
e=e
work
e
idle
e
constant
[0053]
其中,c为所有工件的最大完成时间;ci为第i个工件的所有工序加工完成时间;e为总能耗;e
work
为设备加工能耗;e
idle
为设备待机能耗;e
constant
为车间固定能耗。
[0054]
满足如下基本假设:
[0055]
1)在初始时刻,所有机器设备的状态都是空闲可用的;
[0056]
2)在除机器故障等异常外,工序开始之后不会中途停止;
[0057]
3)工件的准备、运输、安装等时间包含在加工时间之内;
[0058]
4)各工件各工序至少有一台可用设备;
[0059]
5)各工件各工序的加工时间与机床设备有关;
[0060]
6)每个工件在加工前已知其交货期;
[0061]
7)在加工过程中,工件只能在一台设备上进行加工,直到加工完成;
[0062]
8)在加工过程中,每台机器加工工件数量满足约束条件;
[0063]
9)工件的加工必须在在前一道工序完成后才能开始。
[0064]
调度方案算法使用nsga-ii算法,采用基于工件工序的整数编码,首先生成初始种群,通过遗传操作,之后进行非支配排序和拥挤度计算,合并父子代种群,根据非支配排序后的等级和拥挤距离选择精英个体形成新的父代种群,循环直到达到最大迭代次数,设置种群规模200,交叉率0.8、变异率0.1、最大迭代次数50。生成初始调度方案如图2所示。
[0065]
步骤三:针对机床故障这一扰动情况,将采集到的振动信号进行3层小波包分解,提取机床机械振动信号的小波包能量。每种状态模式采集了114组数据。从采集到的数据中选取80组数据对神经网络进行训练,剩余34组数据作为神经网络测试数据,部分训练及测试数据见表4,其中类别1表示正常状态,2表示异常状态。
[0066]
表4神经网络训练及测试部分数据
[0067]
[0068][0069]
将采集到的机床振动信号的小波包能量特征向量作为输入向量,利用lvq神经网络进行训练及测试。lvq神经网络的输入层为8个神经元节点,分别对应输入数据的特征量,竞争层节点数为20,输出层为1个节点,学习速率采用0.01。利用训练好的模型对测试集数据进行分类。网络输出1表示正常状态,2表示异常状态。lvq神经网络分类结果见表5。
[0070]
在按原调度进行生产过程中,数字孪生服务系统在t1时刻得到机器6主轴振动信号的小波包能量,其小波包能量谱与正常状态小波包能量谱分布不同,服务系统利用神经
网络测试其处于异常状态,判断机器6将要发生故障,触发系统重调度过程。
[0071]
表5 lvq神经网络测试集分类结果
[0072][0073]
步骤四:
[0074]
执行基于数字孪生的车间生产动态调度流程,如图1所示。开始由服务系统根据生产任务信息生成初始调度方案,执行当前调度方案生产加工。同时监测扰动事件,当监测发生扰动事件时,根据不同的调度策略进行调整准备,并重新生成调度方案。循环执行此调度流程直到加工任务结束。
[0075]
完全重调度策略调度方案:在t1时刻将机器6上未加工工序安排到可替代机器上,非故障机器上正在加工的工序继续加工,将故障机器和非故障机器上剩余的工序构成待调度集合,利用调度算法生成重调度方案。将t1时刻正在加工的工件加工完成,将机器6上剩余未加工工序安排到其他可替代机器上,将故障机器和非故障机器上剩余的工序构成调度集合,利用调度算法生成重调度方案,得到的调度方案如图3所示。
[0076]
转移重调度策略调度方案:找到直接受影响和间接受影响的工序,其他工序保持不变,在约束条件下,将受影响的工序安排到最先空闲的可用机器上,得到的调度方案如图4所示。
[0077]
步骤五:表6所示为基于数字孪生的不同调度策略调度方案对比,综合评价指标中各权重系数相同。
[0078]
表6不同调度策略的仿真实验结果
[0079][0080][0081]
由表可知,在相同情况下,基于数字孪生的转移重调度策略的调度方案的工序偏离度和机器偏离度比完全重调度策略的调度方案小,说明转移重调度策略的调度方案的稳定性较好。完全重调度策略的调度方案的完工时间和能耗比转移重调度策略的调度方案小。调度方案的稳定性和完工时间以及能耗不会同时达到最优。在生产加工过程中,应根据实际情况,选择追求稳定性或是完工时间及能耗,以达到最高的效益。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。