1.本发明属于装饰膜印刷机械设备技术领域,涉及连线装饰膜印刷同步压纹生产装置。
背景技术:
2.目前装饰膜主要用于家具装饰行业,传统的装饰膜是对装饰纸印刷好图案后,利用三聚氰胺浸渍液浸涂处理,然后与家具等地板胶黏贴合在一起,再经过在压模机上进行多层堆叠压纹等工序,才能完成单张的装饰纸膜的生产。传统的装饰膜工艺复杂,对设备要求极高,使用的胶黏剂会释放甲醛等有害气体。
技术实现要素:
3.本发明的目的是提供连线装饰膜印刷同步压纹生产装置,解决现有装饰膜生产无法实现连线印刷同步压纹的问题。
4.本发明所采用的技术方案是,连线装饰膜印刷同步压纹生产装置,包括安装装饰膜基材的输送方向依次设置的膜层放卷单元、底膜放卷单元、一次预热复合单元、印刷单元、面层放卷单元、二次预热复合单元、大热辊单元、软化处理单元、同步压纹单元、底膜收卷单元、收卷单元,印刷单元上设置有烘干箱单元,大热辊单元的底部设置有冷却定型单元。
5.本发明的特征还在于,
6.一次预热复合单元包括一次预热复合机架,一次预热复合机架上设置有若干个展平辊i,展平辊的上方设置有底膜预热压辊,底膜预热压辊的上方依次设置有两个底膜预热辊,其中位于下方的底膜预热辊与底膜预热压辊相切,展平辊i的侧方设置有若干个展平辊ii,展平辊ii靠近展平辊i一侧的上方设置有膜层预热压辊,膜层预热压辊的上方依次设置有三个膜层预热辊,其中位于下方的膜层预热辊与膜层预热压辊相切,位于上方的膜层预热辊的上方设置有一次复合压辊,一次复合压辊与三个膜层预热辊构成倒“s”型,一次复合压辊与位于上方的底膜预热辊之间设置有一次复合辊,一次复合辊与一次复合压辊相切。
7.烘干箱单元包括立式烘干箱和水平烘干箱,水平烘干箱设置于印刷单元的上方,立式烘干箱设置于印刷单元的侧面。
8.二次预热复合单元包括二次预热复合机架上设置有印刷膜预热压辊,印刷膜预热压辊的上方设置有若干个印刷膜预热辊,其中靠近面层放卷单元的印刷膜预热辊与印刷膜预热压辊相切,印刷膜预热压辊的上方设置有面层预热压辊,面层预热压辊的上方设置有若干个面层预热辊,其中靠近面层放卷单元的面层预热辊与面层预热压辊相切,其中远离面层放卷单元的印刷膜预热辊与远离面层放卷单元的面层预热辊之间设置有二次复合压辊,二次复合压辊的上方设置有二次复合辊,二次复合压辊与二次复合辊相切。
9.大热辊单元包括辊体,辊体的两端沿其轴心分别设置有进油轴、回油轴,辊体的内壁设置有加热腔,进油轴位于辊体内的侧壁分别通过进油端出油分油管i、进油端回油分油
管ii与加热腔靠近进油轴的一端连通,进油轴位于辊体内的侧壁分别进油端回油分油管i、进油端出油分油管ii与加热腔远离进油轴的一端连通,回油轴位于辊体内的侧壁分别通过出油端出油分油管i、出油端回油分油管ii与加热腔靠近回油轴的一端连通,回油轴位于辊体内的侧壁分别通过出油端回油分油管i、出油端出油分油管ii与加热腔远离回油轴的一端连通。
10.软化处理单元包括软化机架,软化机架上设置有换向热辊,换向热辊的一侧依次设置有若干个加热辊,加热辊的上方设置有红外加热装置。
11.红外加热装置从上至下依次设置有上加热区、中加热区和下加热区。
12.同步压纹单元包括压纹胶辊,压纹胶辊的两侧分别设置有压纹辊、背压钢辊,背压钢辊远离压纹胶辊的一侧连接有同步机构,同步机构远离背压钢辊的一侧设置有加压系统,所述压纹辊远离压纹胶辊的一侧底部设置有压纹横向微调装置。
13.冷却定型单元包括冷却机架,冷却机架上设置有若干个小冷却辊,小冷却辊连接有小冷却辊传动系统,小冷却辊的一侧设置有若干个大冷却辊,大冷却辊连接有大冷却辊传动系统,若干大冷却辊设置为上下两层呈梯形。
14.本发明的有益效果是,本发明连线装饰膜印刷同步压纹生产装置,能够实现连线印刷同步压纹处理,并可对装饰膜面层处理;在二次预热复合单元后采用独特的大热辊单元加热处理,保证了复合后的料膜紧密贴合在一起;采用高效的软化处理单元,使得复合后的料膜保持在软化阶段,为后续的连线压纹提供保证;采用先进的同步压纹单元,解决了装饰膜连线同步压纹的技术瓶颈。
附图说明
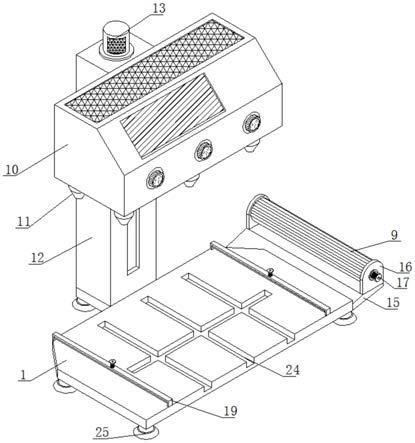
15.图1是本发明连线装饰膜印刷同步压纹生产装置的结构示意图;
16.图2是本发明连线装饰膜印刷同步压纹生产装置中膜层放卷单元的结构示意图;
17.图3是本发明连线装饰膜印刷同步压纹生产装置中底膜放卷单元的结构示意图;
18.图4是本发明连线装饰膜印刷同步压纹生产装置中一次预热复合单元的结构示意图;
19.图5是本发明连线装饰膜印刷同步压纹生产装置中印刷单元及烘干箱单元的结构示意图;
20.图6是本发明连线装饰膜印刷同步压纹生产装置中面层放卷单元的结构示意图;
21.图7是本发明连线装饰膜印刷同步压纹生产装置中二次预热复合单元的结构示意图;
22.图8是本发明连线装饰膜印刷同步压纹生产装置中大热辊单元的结构示意图;
23.图9是本发明连线装饰膜印刷同步压纹生产装置中软化处理单元的结构示意图;
24.图10是本发明连线装饰膜印刷同步压纹生产装置中红外加热装置的结构示意图;
25.图11是本发明连线装饰膜印刷同步压纹生产装置中同步压纹单元的结构示意图;
26.图12是本发明连线装饰膜印刷同步压纹生产装置中冷却定型单元的结构示意图;
27.图13是本发明连线装饰膜印刷同步压纹生产装置中底膜收卷单元的结构示意图;
28.图14是本发明连线装饰膜印刷同步压纹生产装置中收卷单元的结构示意图。
29.图中,1.膜层放卷单元,2.底膜放卷单元,3.一次预热复合单元,4.印刷单元,5.烘
干箱单元,6.面层放卷单元,7.二次预热复合单元,8.大热辊单元,9.软化处理单元,10.同步压纹单元,11.冷却定型单元,12.底膜收卷单元,13.收卷单元;
30.1-1.双工位放卷装置,1-2.放卷裁刀,1-3.放卷压辊,1-4.调偏辊,1-5.浮动辊,1-6.整体式纠偏装置,1-7.膜层放卷机架;
31.2-1.底膜放卷工位i,2-2.底膜放卷工位ii,2-3.接料压辊,2-4.纠偏装置,2-5.底膜放卷机架;
32.3-1.底膜,3-2.底膜预热压辊,3-3.底膜预热辊,3-4.膜层,3-5.膜层预热压辊,3-6.膜层预热辊,3-7.一次复合压辊,3-8.一次复合辊,3-9.展平辊i,3-10.一次预热复合机架;
33.4-1.刮刀装置,4-2.调偏辊i,4-3.墨槽装置,4-4.横向对版,4-5.伺服齿箱,4-6.压印装置,4-7.水冷辊装置,4-8.印刷机架;
34.5-1.立式烘干箱,5-2.水平烘干箱;
35.6-1.面层放卷工位i,6-2.面层放卷工位ii,6-3.接料压辊i,6-4.面层放卷机架;
36.7-1.印刷膜层,7-2.印刷膜预热压辊,7-3.印刷膜预热辊,7-4.面层,7-5.面层预热压辊,7-6.面层预热辊,7-7.二次复合压辊,7-8.二次复合辊,7-9.二次预热复合机架;
37.8-1.进油轴,8-2.进油端出油分油管i,8-3.进油端回油分油管i,8-4.进油端出油分油管ii,8-5.进油端回油分油管ii,8-6.加热腔,8-7.出油端回油分油管i,8-8.出油端出油分油管i,8-9.出油端出油分油管ii,8-10.出油端回油分油管ii,8-11.回油轴,8-12.辊体;
38.9-1.换向热辊,9-2.加热辊,9-3.红外加热装置,9-4.上加热区,9-5.中加热区,9-6.下加热区,9-7.软化机架;
39.10-1.压纹辊,10-2.压纹胶辊,10-3.背压钢辊,10-4.同步机构,10-5.加压系统,10-6.压纹横向微调装置;
40.11-1.小冷却辊,11-2.小冷却辊传动系统,11-3.大冷却辊,11-4.大冷却辊传动系统,11-5.冷却机架;
41.12-1.牵引浮动辊,12-2.牵引辊装置,12-3.剥离压辊,12-4.调偏辊ii,12-5.底膜收卷部,12-6.收卷浮动辊,12-7.底膜收卷机架;
42.13-1.收卷压辊,13-2.收卷裁刀,13-3.收卷工位i,13-4.内置式压辊装置,13-5.收卷工位ii,13-6.收卷机架。
具体实施方式
43.下面结合附图和具体实施方式对本发明进行详细说明。
44.本发明提供连线装饰膜印刷同步压纹生产装置,结构如图1所示,包括安装装饰膜基材的输送方向依次设置的膜层放卷单元1、底膜放卷单元2、一次预热复合单元3、印刷单元4、面层放卷单元6、二次预热复合单元7、大热辊单元8、软化处理单元9、同步压纹单元10、底膜收卷单元12、收卷单元13,印刷单元4上设置有烘干箱单元5,大热辊单元8的底部设置有冷却定型单元11。
45.如图2所示,膜层放卷单元1包括膜层放卷机架1-7,膜层放卷机架1-7上设置有双工位放卷装置1-1,膜层放卷机架1-7上设置有浮动辊1-5、放卷压辊1-3、放卷裁刀1-2,浮动
辊1-5上方且靠近双工位放卷装置1-1的一侧设置有调偏辊1-4,放卷压辊1-3设置于调偏辊1-4的下方且靠近双工位放卷装置1-1的一侧,放卷裁刀1-2设置于放卷压辊1-3的下方且远离调偏辊1-4的一侧,放卷裁刀1-2高度位于放卷压辊1-3与浮动辊1-5之间,膜层放卷机架1-7的底部设置有整体式纠偏装置1-6,调偏辊1-4可调整放卷的两侧的料膜松紧,浮动辊1-5通过闭环张立控制放卷的张力,整体式纠偏装置1-6保证膜层放卷料膜不跑偏,膜层放卷单元1用于膜层的放卷。
46.如图3所示,底膜放卷单元2包括底膜放卷机架2-5,底膜放卷机架2-5的顶部并排设置有底膜放卷工位i2-1、底膜放卷工位ii2-2,底膜放卷机架2-5上还设置有接料压辊2-3,接料压辊2-3位于底膜放卷工位i2-1和底膜放卷工位ii2-2下方且位于底膜放卷工位i2-1和底膜放卷工位ii2-2之间,底膜放卷机架2-5的底部设置有纠偏装置2-4,接料压辊2-3既可满足双工位底膜放卷接料,也可根据需要增加料膜打孔机构,纠偏装置2-4保证底层放卷料膜不跑偏,底膜放卷单元2用于底膜的放卷。
47.膜层放卷单元1与底膜放卷单元2通过一次预热复合单元3分别预热后,在一次复合辊3-8处贴合,完成一次复合,保证了在印刷前对膜层的热变形处理。
48.如图4所示,一次预热复合单元3包括一次预热复合机架3-10,一次预热复合机架3-10上设置有若干个展平辊i3-9,展平辊i3-9的上方设置有底膜预热压辊3-2,若干个展平辊i3-9与底膜预热压辊3-2呈弧形布设,底膜预热压辊3-2的上方依次设置有两个底膜预热辊3-3,两个底膜预热辊3-3上下布设,其中位于下方的底膜预热辊3-3与底膜预热压辊3-2相切,展平辊i3-9的侧方设置有若干个展平辊ii3-11,展平辊ii3-11靠近展平辊i3-9一侧的上方设置有膜层预热压辊3-5,膜层预热压辊3-5的上方依次设置有三个膜层预热辊3-6,其中位于下方的膜层预热辊3-6与膜层预热压辊3-5相切,位于上方的膜层预热辊3-6的上方设置有一次复合压辊3-7,一次复合压辊3-7、三个膜层预热辊3-6与膜层预热压辊3-5构成倒“s”型,一次复合压辊3-7与位于上方的底膜预热辊3-3之间设置有一次复合辊3-8,一次复合辊3-8与一次复合压辊3-7相切,膜预热压辊3-2、底膜预热辊3-3、膜层预热压辊3-5、膜层预热辊3-6具有加热功能。底膜3-1为基膜,膜层3-4为加热易变形的白膜,底膜3-1经展平辊i3-9后,底膜3-1经过底膜预热压辊3-2将其牵引至进入底膜预热辊3-3热烫处理;膜层3-4经过膜层预热压辊3-5将其牵引至一次复合压辊3-7前,通过手工将易变形的白膜贴合在底膜3-1上,一次复合压辊3-7将白膜在热态压延至冷态宽度,即与膜层3-4宽度相同,并使两层膜贴合在一起。一次预热复合时,底膜3-1和膜层3-4分别通过底膜预热辊3-3、膜层预热辊3-6两个不同的预热辊预热,由于材料的加热变形量不同,料长变化不同。首先,在机械上对底膜预热辊3-3、膜层预热辊3-6加工不同的速度递增量,其次,底膜预热辊3-3、膜层预热辊3-6和一次复合辊3-8连接有高精度的伺服电机驱动,在加热过程中,通过微调底膜预热辊3-3、膜层预热辊3-6的转速,使其在一次复合辊3-8处达到速度相同。
49.如图5所示,印刷单元采用凹版印刷结构,包括印刷机架4-8,印刷机架4-8上设置有墨槽装置4-3,墨槽装置4-3上方设置有横向对版4-4,横向对版4-4对侧设置有伺服齿箱4-5,横向对版4-4上方设置有压印装置4-6,压印装置4-6的侧方设置有调偏辊i4-2,调偏辊i4-2的下方且位于横向对版4-4的一侧设置有刮刀装置4-1,印刷机架4-8的上方和侧方设置有传输辊,刮刀装置4-1采用三点气动施压的箱式刮刀。
50.烘干箱单元5包括立式烘干箱5-1和水平烘干箱5-2,水平烘干箱5-2设置于印刷单
元4的上方,立式烘干箱5-1设置于印刷单元4的侧面,即水平烘干箱5-2设置于印刷机架4-8上方的传输辊上,立式烘干箱5-1设置于印刷机架4-8侧方的传输辊上;烘干箱单元5用于烘干,可适用于水性油墨。
51.如图6所示,面层放卷单元6包括面层放卷机架6-4,面层放卷机架6-4的顶部并排设置有面层放卷工位i6-1、面层放卷工位ii6-2,面层放卷工位i6-1、面层放卷工位ii6-2上还设置有接料压辊i6-3,接料压辊i6-3位于,面层放卷工位i6-1、面层放卷工位ii6-2的下方且位于面层放卷工位i6-1和面层放卷工位ii6-2之间;面层放卷单元6用于面层的放卷。
52.如图7所示,二次预热复合单元7包括二次预热复合机架7-9上设置有印刷膜预热压辊7-2,印刷膜预热压辊7-2的上方设置有若干个印刷膜预热辊7-3,印刷膜预热辊7-3具体为4个,其中靠近面层放卷单元6的印刷膜预热辊7-3与印刷膜预热压辊7-2相切,印刷膜预热压辊7-2的上方设置有面层预热压辊7-5,面层预热压辊7-5的上方设置有若干个面层预热辊7-6,面层预热辊7-6具体为4个,其中靠近面层放卷单元6的面层预热辊7-6与面层预热压辊7-5相切,其中远离面层放卷单元6的印刷膜预热辊7-3与远离面层放卷单元6的面层预热辊7-6之间设置有二次复合压辊7-7,二次复合压辊7-7的上方设置有二次复合辊7-8,二次复合压辊7-7与二次复合辊7-8相切;印刷膜预热压辊7-2、印刷膜预热辊7-3、面层预热压辊7-5、面层预热辊7-6具有加热功能。印刷膜层7-1作为新的底膜,面层7-4为需要加热软化、并压纹的面膜,印刷膜层7-1由印刷膜预热压辊7-2与印刷膜预热辊7-3对压,依次预热底膜的两个面将其牵引至二次复合前;面层7-4由面层预热压辊7-5与面层预热辊7-6对压,依次预热面膜的两个面将其牵引至二次复合前,在二次复合压辊7-7与二次复合辊7-8的压力作用下,两层膜实现二次复合。二次预热复合时,印刷膜层7-1和面层7-4分别通过上下两组印刷膜预热辊7-3、面层预热辊7-6预热,由于材料的加热变形量不同,料长变化不同;首先,在机械上对两组印刷膜预热辊7-3、面层预热辊7-6加工不同的速度递增量;其次,印刷膜预热辊7-3、面层预热辊7-6和二次复合辊7-8均连接有高精度的伺服电机,在加热过程中,通过微调印刷膜预热辊7-3、面层预热辊7-6的转速,使其在二次复合辊处达到速度相同。
53.二次预热复合单元7分别将面层放卷单元6的面层膜与印刷膜预热处理,呈上下两层布局,并在二次复合辊7-8处完成二次贴合,面层预热辊7-6为s型布局的4根大热辊,其中第一根热辊通冷水,后三根热辊通热水;印刷膜预热辊7-3为s型布局的4根大热辊,其中第一根热辊通冷水,后三根热辊通热水,面层预热辊7-6、印刷膜预热辊7-3均采用双夹层结构,介质通过一侧轴头导流至双夹层中,再回流至出水口,使得面层预热辊7-6、印刷膜预热辊7-3表面的预热效果均匀、可控,面层预热辊7-6、印刷膜预热辊7-3表面均采用特殊处理,保证加热的料膜不粘料。
54.如图8所示,大热辊单元8包括辊体8-12,辊体8-12的两端沿其轴心分别设置有进油轴8-1、回油轴8-11,辊体8-12的内壁设置有加热腔8-6,进油轴8-1位于辊体8-12内的侧壁分别通过进油端出油分油管i8-2、进油端回油分油管ii8-5与加热腔8-6靠近进油轴8-1的一端连通,进油轴8-1位于辊体8-12内的侧壁分别进油端回油分油管i8-3、进油端出油分油管ii8-4与加热腔8-6远离进油轴8-1的一端连通,回油轴8-11位于辊体8-12内的侧壁分别通过出油端出油分油管i8-8、出油端回油分油管ii8-10与加热腔8-6靠近回油轴8-11的一端连通,回油轴8-11位于辊体8-12内的侧壁分别通过出油端回油分油管i8-7、出油端出
油分油管ii8-9与加热腔8-6远离回油轴8-11的一端连通。大热辊单元8采用双层结构,热介质由进油轴8-1进入内管,并在进油端分别设置两个进油端出油分油管i8-2和进油端出油分油管ii8-4、进油端回油分油管i8-3和进油端回油分油管ii8-5,在出油端分别设置有出油端出油分油管i8-8和出油端出油分油管ii8-9、出油端回油分油管i8-7和出油端回油分油管ii9-0。通过内管中四进、四回的热介质循环流动在加热腔8-6中,加热腔8-6延辊体方向不具有导流板。以上结构的设计保证了大热辊整体的温度均匀性,大热辊单元8内部通热介质,将二次复合后的料膜进一步热处理,使其贴合更牢固。
55.如图9所示,软化处理单元9包括软化机架9-7,软化机架9-7上设置有换向热辊9-1,换向热辊9-1的一侧依次设置有若干个加热辊9-2,加热辊9-2的上方设置有红外加热装置9-3;如图10所示,红外加热装置9-3从上至下依次设置有上加热区9-4、中加热区9-5和下加热区9-6;换向热辊9-1、加热辊9-2具有加热功能。换向热辊9-1将复合后的料膜加热换向后,进入加热辊9-2并继续加热,料膜在加热辊9-2时,上方的红外加热装置9-3同时对料膜加热保温,使料膜呈软化状态,红外加热装置93的加热温控采用分区控制。软化处理单元9通过一排加热辊9-2与上部的红外加热装置9-3对二次复合后的料膜保温,并软化料膜的面层料,软化处理单元9的一排加热辊9-2及换向热辊9-1内部通热介质,将加热软化的料膜拖住、牵引至同步压纹单元10;上方的红外加热装置9-3采用红外线灯管加热,可分区控制加热温度及范围,加热灯管到料膜的距离可调,加热管的温度可实现无极调速满足不同的温度。最终,达到软化料膜的作用。
56.如图11所示,同步压纹单元10包括压纹胶辊10-2,压纹胶辊10-2的两侧分别设置有压纹辊10-1、背压钢辊10-3,背压钢辊10-3远离压纹胶辊10-2的一侧连接有同步机构10-4,同步机构10-4远离背压钢辊10-3的一侧设置有加压系统10-5,压纹辊10-1远离压纹胶辊10-2的一侧底部横向设置有压纹横向微调装置10-6,其中加压系统10-5采用液压缸等可产生大压力的装置实现,压纹辊10-1位置固定,采用快拆结构,压纹胶辊10-2与背压钢辊10-3通过同步机构10-4可联动,实现同退、同进,加压系统10-5对背压钢辊10-3施压,使压纹胶辊10-2与压纹辊10-1对压,将料膜压出相应的图案,加压系统10-5可实现g、m两侧的压力粗调和微调。
57.如图12所示,冷却定型单元11包括冷却机架11-5,冷却机架11-5上设置有若干个小冷却辊11-1,小冷却辊11-1连接有小冷却辊传动系统11-2,小冷却辊11-1的一侧设置有若干个大冷却辊11-3,大冷却辊11-3连接有大冷却辊传动系统11-4,若干大冷却辊11-3设置为上下两层呈梯形,小冷却辊11-1和大冷却辊11-3内部通有冷却介质,对压纹后的料膜迅速冷却、定型,若干个小冷却辊11-1和若干大冷却辊11-3的各辊辊径通过递增量实现速度均匀性,若干小冷却辊11-1采用“s”型走料,先预冷却料膜的两个面,若干大冷却辊11-3采用大“s”型走料布设两排,上下布局,对料膜进一步冷却、定型。
58.如图13所示,底膜收卷单元12包括底膜收卷机架12-7,底膜收卷机架12-7上设置有牵引浮动辊12-1,牵引浮动辊12-1的侧方设置有牵引辊装置12-2,牵引辊装置12-2远离牵引浮动辊12-1的一侧设置有剥离压辊12-3,牵引辊装置12-2与剥离压辊12-3相切,牵引浮动辊12-1的上方设置有收卷浮动辊12-6,剥离压辊12-3的上方设置有调偏辊ii12-4,调偏辊ii12-4的上方设置有底膜收卷部12-5。经过印刷同步压纹单元10的装饰膜材料在牵引辊装置12-2的牵引下向收卷前进,由剥离压辊12-3与其对压并在此处剥离底膜,底膜经调
偏辊12-4后进入底膜收卷部12-5,收成大卷。
59.如图14所示,收卷单元13采用双工位不停机自动收料架,包括收卷机架13-6,收卷机架13-6的上方设置有两个并排设置的收卷工位i13-3、收卷工位ii13-5,收卷工位i13-3上设置有收卷压辊13-1、收卷裁刀13-2,收卷工位i13-3、收卷工位ii13-5之间设置有内置式压辊装置13-4。剥离压辊12-3与牵引辊装置12-2对压并在此处剥离底膜,成品料膜经收卷浮动辊12-6收卷至收卷工位i13-3、收卷工位ii13-5中的一个,成品压纹膜由收卷单元13收成大卷。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。