1.本技术涉及防火板技术领域,更具体地说,涉及一种气凝胶复合保温防火板及其制造工艺。
背景技术:
2.防火板又名耐火板,学名为热固性树脂浸渍纸高压层积板,是表面装饰用耐火建材,有丰富的表面色彩,纹路以及特殊的物理性能。气凝胶是指通过溶胶凝胶法,用一定的干燥方式使气体取代凝胶中的液相而形成的一种纳米级多孔固态材料,气凝胶具有凝胶的性质,即具膨胀作用、触变作用、离浆作用。
3.现有的气凝胶防火板大多为夹心式结构,如公告号为cn105569200a的中国发明专利公开了一种玻璃棉硅铝气凝胶复合夹心保温防火板,复合夹心保温防火板由上下面层和玻璃棉增强的硅铝气凝胶中间层组成。
4.针对上述中的相关技术,发明人认为夹心式的保温复合板将气凝胶复合设置于板材中间层,主要是针对于横向穿透的热量辐射隔热性,部分热量会通过表面层纵向传递,对于热量的纵向阻隔性还不够。
技术实现要素:
5.为了进一步提升保温防火板的纵向隔热性,本技术提供一种气凝胶复合保温防火板及其制造工艺。
6.本技术提供的一种气凝胶复合保温防火板及其制造工艺采用如下的技术方案:
7.一种气凝胶复合保温防火板,包括由上至下依次复合设置的上表面层、防火层、隔热层、聚氨酯层以及下表面层;所述防火层内部中空,且所述防火层内部填充设置有氢氧化铝颗粒;所述防火层上开设有均匀分布的工孔,所述工孔内连接有密封螺柱;所述隔热层靠近所述防火层的表面上均匀开设有气凝胶安装凹槽,所述隔热层内开设有位于所述气凝胶安装凹槽远离防火层一侧的隔热气腔,所述隔热气腔与各个所述气凝胶安装凹槽连通;所述气凝胶安装凹槽内设置有气凝胶填充件。
8.通过上述技术方案,防火层内部中空,有利于隔绝横向辐射的热量,而隔热层上成型设置的气凝胶安装凹槽内填充设置有气凝胶填充件,气凝胶填充件增强了隔热层的横向隔热性能,而均匀布设的气凝胶填充件使得热量在通过隔热层纵向传递时不断反射,减小了热量的传播效率,进而增强了防火板的纵向隔热性能。
9.进一步的,所述隔热层由珍珠岩板制成,且所述气凝胶安装凹槽为球形凹槽;所述气凝胶填充件充满所述气凝胶安装凹槽,且所述气凝胶安装凹槽深度与防火层厚度一致。
10.通过上述技术方案,隔热层由珍珠岩板制成,具有良好的隔热性和防火性能,且气凝胶安装凹槽呈球形,使得气凝胶填充件表面对于各个方向的热量均具有良好的反射性,而气凝胶与隔热层之间的分界,也有利于进一步增强隔热层的隔热效果。
11.一种气凝胶复合保温防火板的制造工艺,包括如下步骤:
12.s1、备料,切割制作表面装饰板、防火板、隔热板以及聚氨酯板;
13.s2、复合,依次将防火板、隔热板以及聚氨酯板粘贴固定;
14.s3、放胶,将气凝胶填充件原料放入防火层上的工孔内;
15.s4、压胶,将气凝胶填充件压入气凝胶安装凹槽内,并封闭工孔;
16.s5、封装,将表面装饰板复合在防火层以及聚氨酯层上;
17.s6、检验。
18.通过上述技术方案,该制造工艺工序简单,可高效制造具有良好纵向隔热性的气凝胶复合保温防火板。
19.进一步的,在步骤s3、步骤s4中,引入压胶装置,所述压胶装置包括依次设置的第一传输带、工作台以及第二传输带,所述工作台中心设置有用于驱动工作台上产品的再驱动机构,且所述工作台两侧分别设置有用于在产品各个工孔内放胶的放胶机构以及用于将工孔内气凝胶填充件压入气凝胶安装凹槽内的压胶机构。
20.通过上述技术方案,在步骤2复合的产品通过第一传输带传递至工作台上,放胶机构将气凝胶填充件原料放入产品上的各个工孔内,然后压胶机构将工孔内的气凝胶填充件压入产品隔热层内的气凝胶安装凹槽,使得气凝胶填充件填充设置,然后再驱动机构驱动产品移动至第二传输带上,通过第二传输带移动至下一工序,自动化水平高,可一次性完成防火板的放料压胶,占地面积小,加工效率高。
21.进一步的,所述放胶机构包括固定于所述工作台侧壁上的第一操作臂,所述第一操作臂端部固定安装有内部中空设置的放料板,所述放料板水平设置,且放料板底面均匀成型有与产品工孔一一对应布设的放料管,所述放料管用于放置气凝胶填充件;所述放料板底面开设有与所述放料管内部连通的吸附孔,所述吸附孔内穿设有橡胶套,所述橡胶套端部延伸设置于所述放料管内;所述放胶机构还包括设置于所述工作台外的真空泵,所述真空泵与所述放料板之间连接有真空管,所述真空管与所述放料板内部连通。
22.通过上述技术方案,当产品移动至工作台上后,第一操作臂驱动放料板至气凝胶填充件原料放置处,使得气凝胶填充件插入各个放料管内,然后真空泵启动,使得放料板内形成负压,使得气凝胶填充件吸附在放料管内,橡胶套的设置,增强了对气凝胶填充件的吸附性,然后第一操作臂驱动放料板至产品上侧,且第一操作臂降下放料板,使得气凝胶填充件对准产品上的各个工孔,最后真空泵解除放料板内部负压,从而使得气凝胶填充件精准放置于工孔内,放料效率高。
23.进一步的,所述放料板底面朝上凹陷成型有多个压气凹槽,所述压气凹槽均匀布设于所述放料管之间。
24.通过上述技术方案,压气凹槽的设置,有利于增强放料板内的负压作用对气凝胶填充件原料的吸附性,防止气凝胶填充件坠落。
25.进一步的,所述工作台上还设有角固定机构,所述角固定机构包括滑动安装在所述工作台上的角套以及固定于工作台边角上的电动推杆,所述电动推杆活塞杆与所述角套固定连接;所述角套用于套接产品角端,所述角固定机构共设有四组,四组角固定机构分别设置于工作台四角。
26.通过上述技术方案,当防火板产品移动至工作台上后,工作台四角的电动推杆启动,使得角套朝向产品移动,直至四只角套套接在产品四角,使得产品固定,此外,通过电动
推杆的协调驱动,可调节产品的位置,有利于加强放胶的准确性。
27.进一步的,所述角套内边成型有过渡曲面,所述角套由聚四氟乙烯制成,且角套内厚度与产品防火层、隔热层和聚氨酯层的厚度之和一致。
28.通过上述技术方案,角套内过渡曲面以及材质的设置,有利于将产品边角压入角套内,防止产品与角套之间误抵触,且当产品边角压入角套后,进一步加强了产品上防火层、隔热层以及聚氨酯层之间的复合。
29.进一步的,所述压胶机构包括固定安装在工作台侧壁上的第二机械臂,所述第二机械臂用于安装产品上的密封螺柱;所述工作台内固定安装有用于加热产品的加热器。
30.通过上述技术方案,第二机械臂在产品上旋紧密封螺柱,与此同时,加热器启动,使得气凝胶填充件表面具有熔融态,在密封螺柱挤压气凝胶填充件的过程中,部分气凝胶填充件旋入密封螺柱与工孔之间的螺纹间隙内,增强了密封螺柱与防火层之间的密封性,进而加强防火层的隔热性。
31.进一步的,所述工作台中心开设有调节槽,所述再驱动机构设置于所述调节槽内;所述再驱动机构包括固定于所述调节槽底部的旋转电机、固定于所述旋转电机输出端上的第三传输带。
32.通过上述技术方案,当产品移动至工作台上时,产品位于第三传输带上,而旋转电机启动可驱动产品转动,从而调节了产品的方位,使得产品角端与各个角套对齐。
33.综上所述,本技术包括以下至少一个有益技术效果:
34.(1)防火层内部中空,有利于隔绝横向辐射的热量,而隔热层上成型设置的气凝胶安装凹槽内填充设置有气凝胶填充件,气凝胶填充件增强了隔热层的横向隔热性能,而均匀布设的气凝胶填充件使得热量在通过隔热层纵向传递时不断反射,减小了热量的传播效率,进而增强了防火板的纵向隔热性能;
35.(2)该制造工艺工序简单,可高效制造具有良好纵向隔热性的气凝胶复合保温防火板;
36.(3)在步骤2复合的产品通过第一传输带传递至工作台上,放胶机构将气凝胶填充件原料放入产品上的各个工孔内,然后压胶机构将工孔内的气凝胶填充件压入产品隔热层内的气凝胶安装凹槽,使得气凝胶填充件填充设置,然后再驱动机构驱动产品移动至第二传输带上,通过第二传输带移动至下一工序,自动化水平高,可一次性完成防火板的放料压胶,占地面积小,加工效率高。
附图说明
37.图1为实施例一气凝胶复合保温防火板的结构示意图;
38.图2为实施例二气凝胶复合保温防火板的制造工艺的步骤示意图;
39.图3为实施例三压胶装置的结构示意图;
40.图4为放料板的结构示意图;
41.图5为角套的结构示意图;
42.图6为再驱动机构的结构示意图。
43.图中标号说明:
44.11、上表面层;12、防火层;121、氢氧化铝颗粒;122、工孔;123、密封螺柱;13、隔热
层;131、气凝胶安装凹槽;132、气凝胶填充件;133、隔热气腔;14、聚氨酯层;15、下表面层;2、第一传输带;3、工作台;31、调节槽;4、第二传输带;5、再驱动机构;51、旋转电机;52、第三传输带;6、放胶机构;61、第一操作臂;62、放料板;621、放料管;622、压气凹槽;63、真空泵;631、真空管;7、压胶机构;8、角固定机构;81、电动推杆;82、角套;821、过渡曲面。
具体实施方式
45.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述;显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例,基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
46.在本技术的描述中,需要说明的是,术语“上”、“下”、“内”、“外”、“顶/底端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
47.在本技术的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“套设/接”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本技术中的具体含义。
48.以下结合附图1-6对本技术作进一步详细说明。
49.实施例一
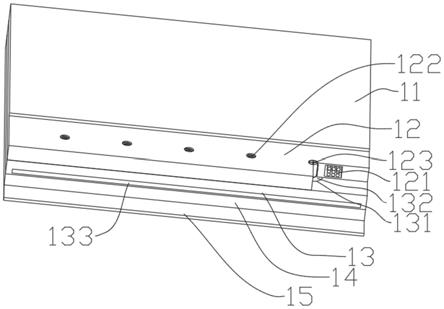
50.本技术实施例公开一种气凝胶复合保温防火板,请参阅图1,包括由上至下依次复合设置的上表面层11、防火层12、隔热层13、聚氨酯层14以及下表面层15。防火层12内部中空,且防火层12内部填充设置有氢氧化铝颗粒121。防火层12上开设有均匀分布的工孔122,工孔122内连接有密封螺柱123。隔热层13由珍珠岩板制成,隔热层13靠近防火层12的表面上均匀开设有气凝胶安装凹槽131,隔热层13内开设有位于气凝胶安装凹槽131远离防火层12一侧的隔热气腔133,隔热气腔133与各个气凝胶安装凹槽131连通。气凝胶安装凹槽131内设置有气凝胶填充件132,气凝胶安装凹槽131为球形凹槽。气凝胶填充件132充满气凝胶安装凹槽131,且气凝胶安装凹槽131深度与防火层12厚度一致。
51.本技术实施例一,一种气凝胶复合保温防火板的实施原理为:防火层12内部中空,有利于隔绝横向辐射的热量,而隔热层13上成型设置的气凝胶安装凹槽131内填充设置有气凝胶填充件132,气凝胶填充件132增强了隔热层13的横向隔热性能,而均匀布设的气凝胶填充件132使得热量在通过隔热层13纵向传递时不断反射,减小了热量的传播效率,进而增强了防火板的纵向隔热性能;此外,在气凝胶填充件132的填充过程中,将多余空气排入隔热气腔133,防止气凝胶填充件132填充不到位,设计巧妙。
52.实施例二
53.参照图2,一种气凝胶复合保温防火板的制造工艺,包括如下步骤:
54.s1、备料,切割制作表面装饰板、防火板、隔热板以及聚氨酯板;
55.s2、复合,依次将防火板、隔热板以及聚氨酯板粘贴固定;
56.s3、放胶,将气凝胶填充件132原料放入防火层12上的工孔122内;
57.s4、压胶,将气凝胶填充件132压入气凝胶安装凹槽131内,并封闭工孔122;
58.s5、封装,将表面装饰板复合在防火层12以及聚氨酯层14上;
59.s6、检验。
60.本技术实施例二,一种气凝胶复合保温防火板的制造工艺的实施原理为:该制造工艺工序简单,可高效制造具有良好纵向隔热性的气凝胶复合保温防火板。
61.实施例三
62.参照图3,本实施例与实施例二的区别在于,在实施例二中的步骤s3、步骤s4中引入压胶装置,压胶装置包括依次设置的第一传输带2、工作台3以及第二传输带4,工作台3中心设置有用于驱动工作台3上产品的再驱动机构5,且工作台3两侧分别设置有用于在产品各个工孔122内放胶的放胶机构6以及用于将工孔122内气凝胶填充件132压入气凝胶安装凹槽131内的压胶机构7。
63.参照图3,放胶机构6包括固定于工作台3侧壁上的第一操作臂61,第一操作臂61端部固定安装有内部中空设置的放料板62,结合图4所示,放料板62水平设置,且放料板62底面均匀成型有与产品工孔122一一对应布设的放料管621,放料管621用于放置气凝胶填充件132。放料板62底面开设有与放料管621内部连通的吸附孔,吸附孔内穿设有橡胶套,橡胶套端部延伸设置于放料管621内。放胶机构6还包括设置于工作台3外的真空泵63,真空泵63与放料板62之间连接有真空管631,真空管631与放料板62内部连通。当产品移动至工作台3上后,第一操作臂61驱动放料板62至气凝胶填充件132原料放置处,使得气凝胶填充件132插入各个放料管621内,然后真空泵63启动,使得放料板62内形成负压,使得气凝胶填充件132吸附在放料管621内,橡胶套的设置,增强了对气凝胶填充件132的吸附性,然后第一操作臂61驱动放料板62至产品上侧,且第一操作臂61降下放料板62,使得气凝胶填充件132对准产品上的各个工孔122,最后真空泵63解除放料板62内部负压,从而使得气凝胶填充件132精准放置于工孔122内,放料效率高。此外,放料板62底面朝上凹陷成型有多个压气凹槽622,压气凹槽622均匀布设于放料管621之间,压气凹槽622的设置,有利于增强放料板62内的负压作用对气凝胶填充件132原料的吸附性,防止气凝胶填充件132坠落。
64.参照图3、图5,工作台3上还设有角固定机构8,角固定机构8包括滑动安装在工作台3上的角套82以及固定于工作台3边角上的电动推杆81,电动推杆81活塞杆与角套82固定连接。角套82用于套接产品角端,角固定机构8共设有四组,四组角固定机构8分别设置于工作台3四角。当防火板产品移动至工作台3上后,工作台3四角的电动推杆81启动,使得角套82朝向产品移动,直至四只角套82套接在产品四角,使得产品固定,此外,通过电动推杆81的协调驱动,可调节产品的位置,有利于加强放胶的准确性。角套82内边成型有过渡曲面821,角套82由聚四氟乙烯制成,且角套82内厚度与产品防火层12、隔热层13和聚氨酯层14的厚度之和一致。角套82内过渡曲面821以及材质的设置,有利于将产品边角压入角套82内,防止产品与角套82之间误抵触,且当产品边角压入角套82后,进一步加强了产品上防火层12、隔热层13以及聚氨酯层14之间的复合。
65.参照图3,压胶机构7包括固定安装在工作台3侧壁上的第二机械臂,第二机械臂用于安装产品上的密封螺柱123。工作台3内固定安装有用于加热产品的加热器。第二机械臂
在产品上旋紧密封螺柱123,与此同时,加热器启动,使得气凝胶填充件132表面具有熔融态,在密封螺柱123挤压气凝胶填充件132的过程中,部分气凝胶填充件132旋入密封螺柱123与工孔122之间的螺纹间隙内,增强了密封螺柱123与防火层12之间的密封性,进而加强防火层12的隔热性。
66.参照图6,工作台3中心开设有调节槽31,再驱动机构5设置于调节槽31内。再驱动机构5包括固定于调节槽31底部的旋转电机51、固定于旋转电机51输出端上的第三传输带52,当产品移动至工作台3上时,产品位于第三传输带52上,而旋转电机51启动可驱动产品转动,从而调节了产品的方位,使得产品角端与各个角套82对齐。
67.本技术实施例三中压胶装置的实施原理为:在步骤2复合的产品通过第一传输带2传递至工作台3上,再驱动机构5中的旋转电机51启动,使得产品角端与角固定机构8中的角套82对齐,然后角固定机构8中的电动推杆81启动,推动角套82移动,直至角套82将产品固定,然后放胶机构6中的第一操作臂61与真空泵63协调配合,将气凝胶填充件132原料放入产品上的各个工孔122内,然后压胶机构7将工孔122内的气凝胶填充件132压入产品隔热层13内的气凝胶安装凹槽131,使得气凝胶填充件132填充设置,然后第三传输带52驱动产品移动至第二传输带4上,通过第二传输带4移动至下一工序,自动化水平高,可一次性完成防火板的放料压胶,占地面积小,加工效率高。
68.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。