1.本发明涉及精密装配领域,尤其是涉及一种摄像头芯片焊装焊点良坏检测的贴装方法、系统及终端。
背景技术:
2.随着科学技术的发展,人们对生产工艺的要求也越来越高。目前,在摄像头流水加工的前段工序中,需要将提前加工完成的镜头芯片安装到fpc板上。
3.在实现本技术过程中,发明人发现该技术中至少存在如下问题:传统的成品率较低,容易造成生产材料的浪费,使得生产成本的增加;譬如:fpc板品质较好,但是在镜头芯片的金线蘸锡膏的时候,出现漏蘸或者金线之间的锡膏相互粘连,使得镜头芯片在fpc板上发生短路的情况,使得fpc板报废;fpc板的pad点存在相互粘连或者缺少的情况,使得镜头芯片本身质量较好、蘸锡膏质量较好时,安装后的产品依旧无法使用,导致镜头芯片连同fpc板报废;金线蘸锡膏与fpc板均无质量问题,但是由于在贴合的过程中,镜头芯片与fpc板的位置未正对,导致金线与pad点发生偏移,使得整体产品报废。对此,有待进一步改进。
技术实现要素:
4.为了减少生产材料的浪费、减少生产成本,本技术提供一种摄像头模组芯片的贴装方法、系统、终端及存储介质。
5.第一方面,本技术提供一种摄像头模组芯片的贴装方法,采用如下的技术方案:一种摄像头模组芯片的贴装方法,包括镜头芯片、与所述镜头芯片相适配的fpc板,所述镜头芯片安装有用于连通电路的金线,所述fpc板安装有用于与金线相适配的焊接点,所述方法包括以下步骤:获得焊接点的位置信息,根据所述焊接点的位置信息生成画胶路径;获得金线的位置信息,并在金线的尾部涂设锡膏;将镜头芯片贴合到fpc板上,直至金线与焊接点相重合。
6.通过采用上述技术方案,使金线与焊接点相重合,提高成品率,减少镜头芯片与fpc板的位置未正对的情况,从而减少生产材料的浪费、减少生产成本。
7.可选的,所述获得焊接点的位置信息,根据所述焊接点的位置信息生成画胶路径,具体包括:通过上视相机获得焊接点的位置信息,所述焊接点的位置信息包括焊接点的中心点信息;通过上视相机获得焊接点的面积信息;基于所述焊接点的面积信息与预存面积信息相比较,生成相似度数值信息;若所述相似度数值信息大于或等于预设值,则根据焊接点的中心点信息获得fpc板的中心点信息,并根据fpc板的中心点信息生成画胶路径;若所述相似度数值信息小于预设值,则跳过fpc板。
8.通过采用上述技术方案,能够初步筛选出合格的fpc板,减少基于不符合生产要求的fpc板执行后续加工操作的情况,避免因fpc板不符合生产要求而导致产品报废的情况,从而减少生产成本。
9.可选的,通过halcon算法调整画胶路径的参数,实现对画胶路径进行独立编辑处理,所述画胶路径的参数包括画胶速度、画胶厚度以及画胶长度。
10.通过采用上述技术方案,能够对画胶路径进行独立编辑处理,从而适用于更多的生产要求和提高实用性。
11.可选的,所述获得金线的位置信息,并在金线的尾部涂设锡膏,具体包括:通过下视相机获得金线的位置信息,所述金线的位置信息包括金线的长度信息、金线的宽度信息、金线的面积信息、不同金线之间的间距信息、金线的中心点信息;根据金线的中心点信息,生成用于表示金线的中心点与对角的金线的中心点相连成直线的金线中心点连线信息,所述金线中心点连线信息包括直线的中心坐标信息;根据所述直线的中心坐标信息,获得镜头芯片的中心位置信息;在金线的尾部涂设锡膏。
12.通过采用上述技术方案,能够获得镜头芯片的中心位置信息,便于后续把镜头芯片精准贴装到fpc板上,从而提高生产效率。
13.可选的,在所述在金线的尾部涂设锡膏之后,通过下视相机获得锡膏的位置信息,并再次执行所述根据所述直线的中心坐标信息,获得镜头芯片的中心位置信息,所述锡膏的位置信息包括锡膏的面积信息和锡膏的间距信息;基于所述锡膏的面积信息与预存面积数值范围信息相比较,生成第一蘸锡效果信息,所述第一蘸锡效果信息包括面积通过信息或面积不通过信息;若所述锡膏的面积信息位于预存面积数值范围信息内,则第一蘸锡效果信息为面积通过信息;若所述锡膏的面积信息不位于预存面积数值范围信息内,则第一蘸锡效果信息为面积不通过信息;基于所述锡膏的间距信息与预存间距数值范围信息相比较,生成第二蘸锡效果信息,所述第二蘸锡效果信息包括间距通过信息或间距不通过信息;若所述锡膏的间距信息位于预存间距数值范围信息内,则第二蘸锡效果信息为间距通过信息;若所述锡膏的间距信息不位于预存间距数值范围信息内,则第二蘸锡效果信息为间距不通过信息;若所述第一蘸锡效果信息为面积通过信息且第二蘸锡效果信息为间距通过信息,则生成蘸锡通过信息;若所述第一蘸锡效果信息为面积不通过信息或第二蘸锡效果信息为间距不通过信息,则生成蘸锡不通过信息。
14.通过采用上述技术方案,能够初步筛选出涂锡效果较差的金线,减少基于漏蘸、连胶、多胶、少胶的金线进行后续生产加工的情况,从而提高成品率,减少生产成本。
15.可选的,所述将镜头芯片贴合到fpc板上,直至金线与焊接点相重合,具体包括:通过上视相机获得fpc板的旋转角度信息;
通过所述旋转角度信息,获得镜头芯片的角度补偿信息;通过所述fpc板的中心位置信息,获得镜头芯片的位置补偿信息;根据所述镜头芯片的位置补偿信息、镜头芯片的角度补偿信息、镜头芯片的中心位置信息,将镜头芯片贴合到fpc板上,直至金线与焊接点相重合。
16.通过采用上述技术方案,能够使镜头芯片精准贴合到fpc板上,实现金线与焊接点相重合,提高成品率,从而减少生产材料的浪费、减少生产成本。
17.第二方面,本技术提供一种摄像头模组芯片的贴装系统,采用如下的技术方案:一种摄像头模组芯片的贴装系统,所述系统包括,生成路径模块:用于获得焊接点的位置信息,根据所述焊接点的位置信息生成画胶路径;涂设模块:用于获得金线的位置信息,根据所述金线的位置信息与画胶路径在金线的尾部涂设锡膏;贴合模块:用于将镜头芯片贴合到fpc板上,直至金线与焊接点相重合。
18.通过采用上述技术方案,使金线与焊接点相重合,提高成品率,减少镜头芯片与fpc板的位置未正对的情况,从而减少生产材料的浪费、减少生产成本。
19.第三方面,本技术提供一种智能终端,采用如下的技术方案:一种智能终端,包括存储器和处理器,所述存储器上存储有能够被处理器加载并执行上述方法的计算机程序。
20.第四方面,本技术提供一种计算机可读存储介质,采用如下的技术方案:一种计算机可读存储介质,存储有能够被处理器加载并执行上述方法的计算机程序。
21.综上所述,本技术包括以下至少一种有益技术效果:使金线与焊接点相重合,提高成品率,减少镜头芯片与fpc板的位置未正对的情况,从而减少生产材料的浪费、减少生产成本;能够初步筛选出涂锡效果较差的金线,减少基于漏蘸、连胶、多胶、少胶的金线进行后续生产加工的情况,从而提高成品率,减少生产成本。
附图说明
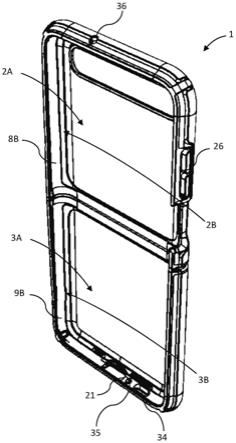
22.图1是本技术的一种实施例的结构示意图。
23.图2是本技术的一种实施例的结构示意图。
24.图3是本技术的一种实施例的方法流程示意图。
25.图4是本技术的一种实施例中s1的子流程图。
26.图5是本技术的一种实施例中s2的子流程图。
27.图6是本技术的一种实施例的s25至s294的流程图。
28.图7是本技术的一种实施例中s3的子流程图。
29.图8是本技术的一种实施例的系统的结构方框示意图。
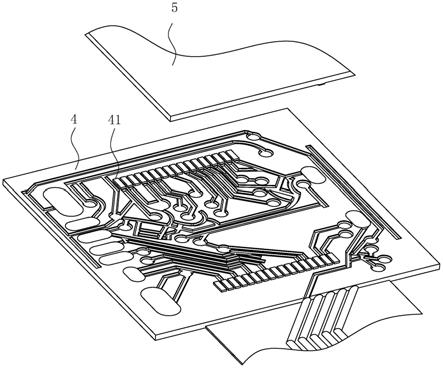
30.附图标记说明:1、生成路径模块;2、涂设模块;3、贴合模块;4、fpc板;41、焊接点;5、镜头芯片;51、金线。
具体实施方式
31.为了使本技术的目的、技术方案及优点更加清楚明白,以下结合附图1-8以及实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本技术,并不用于限定本技术。
32.本技术实施例公开了一种摄像头模组芯片的贴装方法。
33.如图1和图2所示,fpc板4的形状与镜头芯片5形状相适配,在镜头芯片5安装有若干金线51,金线51能够连通电路,并且能够导热;在fpc板4上安装有若干焊接点41,焊接点41的形状与金线51的形状相适配;如图3所示,贴装方法包括以下步骤:s1,获得焊接点41的位置信息,生成画胶路径;具体来说,在获得焊接点41的位置信息之前,先根据实际的生产要求调配uv胶,uv胶有利于后续镜头芯片5的主体固定在fpc板4上;然后获得焊接点41的位置信息,在根据焊接点41的位置信息,生成画胶路径。
34.如图3和图4所示,s1包括s11、s12、s13、s14和s15这五个子步骤,具体包括:s11,通过上视相机获得焊接点41的位置信息;具体来说,通过上视相机拍照定位fpc板4上的焊接点41,焊接点41的位置信息包括焊接点41的中心点信息。
35.s12,通过上视相机获得焊接点41的面积信息;具体来说,焊接点41的面积信息表示焊接点41的面积大小和焊接点41的表面情况。
36.s13,基于焊接点41的面积信息与预存面积信息相比较,生成相似度数值信息;具体来说,预存面积信息表示一个合格产品的模板图,而相似度数值信息表示对应产品的拍图与合格产品的模板图之间的相似程度。
37.s14,若相似度数值信息大于或等于预设值,则根据焊接点41的中心点信息获得fpc板4的中心点信息,生成画胶路径;具体来说,预设值根据实际生产要求进行调整,在本实施例中,采用临界点作为预设值;若相似度数值信息大于或等于预设值,则说明对应产品的拍图与合格产品的模板图相似,该对应产品合格;然后根据焊接点41的中心点信息,获得fpc板4的中心点信息,fpc板4的中心点信息表示fpc板4的中心点坐标;并根据fpc板4的中心点信息,生成画胶路径。
38.其中,可以通过halcon里已经封装的算法调整画胶路径的参数,实现对画胶路径进行独立编辑处理;在本实施例中,画胶路径的参数包括画胶速度、画胶厚度以及画胶长度。
39.s15,若相似度数值信息小于预设值,则跳过fpc板4;具体来说,若相似度数值信息小于预设值,则说明焊接点41上存在粘附有脏物的可能性,或者该焊接点41已经损坏的可能性;在摄像头流水加工的前段工序中跳过该块fpc,可以减少焊接点41粘附有脏污使得两个焊接点41连接在一起,继而造成线路短路,使得产品报废的情况。
40.s2,获得金线51的位置信息,在金线51的尾部涂设锡膏;如图3和图5所示,s2包括s21、s22、s23和s24这四个子步骤,具体包括:s21,通过下视相机获得金线51的位置信息;
具体来说,通过下视相机拍照定位镜头芯片5上的金线51;金线51的位置信息包括金线51的长度信息、金线51的宽度信息、金线51的面积信息、两根金线51之间的间距信息、金线51的中心点信息。
41.s22,根据金线51的中心点信息,生成金线51中心点连线信息;具体来说,金线51中心点连线信息表示每根金线51的中心点与对角的金线51的中心点相连成一条直线,而多根对角线连成的直线会有一个交点;金线51中心点连线信息包括直线的中心坐标信息,直线的中心坐标信息由多根直线的中心位置的平均值得出。
42.s23,根据直线的中心坐标信息,获得镜头芯片5的中心位置信息;具体来说,根据直线的中心坐标信息,从而获得镜头芯片5的中心位置信息;。
43.s24,在金线51的尾部涂设锡膏;具体来说,在金线51的尾部进行涂设锡膏处理。
44.如图6所示,在执行s24步骤之后,执行s25、s26、s27、s28、s29、s291、s292、s293和s294这7个步骤,具体为:s25,通过下视相机获得锡膏的位置信息,并再次执行s23步骤;具体来说,锡膏的位置信息包括锡膏的面积信息和锡膏的间距信息;在本实施例中,为了检测更加准确,该下视相机为另外的一部下视相机。
45.s26,基于锡膏的面积信息与预存面积数值范围信息相比较,生成第一蘸锡效果信息;具体来说,预存面积数值范围信息根据实际生产要求进行调整;第一蘸锡效果信息包括面积通过信息或面积不通过信息。
46.s27,若锡膏的面积信息位于预存面积数值范围信息内,则第一蘸锡效果信息为面积通过信息;具体来说,若锡膏的面积信息位于预存面积数值范围信息内,则说明锡膏的面积符合生产要求,从而避免少胶的情况。
47.s28,若锡膏的面积信息不位于预存面积数值范围信息内,则第一蘸锡效果信息为面积不通过信息;具体来说,若锡膏的面积信息不位于预存面积数值范围信息内,则说明锡膏的面积符合生产要求,从而避免多胶的情况。
48.s29,基于锡膏的间距信息与预存间距数值范围信息相比较,生成第二蘸锡效果信息;具体来说,预存间距数值范围信息根据实际生产要求进行调整;第二蘸锡效果信息包括间距通过信息或间距不通过信息。
49.s291,若锡膏的间距信息位于预存间距数值范围信息内,则第二蘸锡效果信息为间距通过信息;具体来说,若锡膏的间距信息位于预存间距数值范围信息内,则说明锡膏的间距符合生产要求,从而避免少胶的情况。
50.s292、若锡膏的间距信息不位于预存间距数值范围信息内,则第二蘸锡效果信息为间距不通过信息;具体来说,若锡膏的间距信息不位于预存间距数值范围信息内,譬如不同锡膏之
间的间距为0mm,则说明锡膏的间距不符合生产要求,从而避免连胶的情况。
51.s293,若第一蘸锡效果信息为面积通过信息且第二蘸锡效果信息为间距通过信息,则生成蘸锡通过信息;具体来说,若第一蘸锡效果信息为面积通过信息且第二蘸锡效果信息为间距通过信息,则说明蘸锡效果较好,符合生产要求。
52.s294,若第一蘸锡效果信息为面积不通过信息或第二蘸锡效果信息为间距不通过信息,则生成蘸锡不通过信息;具体来说,若第一蘸锡效果信息为面积不通过信息或者第二蘸锡效果信息为间距不通过信息,则说明蘸锡效果较差,不符合生产要求,从而减少基于漏蘸、连胶、多胶、少胶的金线进行生产情况。
53.s3,将镜头芯片5贴合到fpc板4上,直至金线51与焊接点41相重合;如图3和图7所示,s3包括s31、s32、s33和s34这四个子步骤,具体包括:s31,通过上视相机获得fpc板4的旋转角度信息;具体来说,由于fpc板4在排版的时候,存在可能往不同方向旋转的情况,故通过上视相机在指定视野范围内定位每个fpc板4,获得镜头芯片5的旋转角度信息,镜头芯片5的旋转角度信息表示fpc板4旋转的角度;若fpc板4超出指定视野范围,则根据实际生产要求执行自动跳过处理或执行报警处理;在本实施例中,为了减少摄像头流水加工的停机时间,提高生产效率,可以在两个fpc板4之间预留五个fpc板4的位置,在其他实施例中,可以预留两个或者三个fpc板4的位置。
54.s32,通过旋转角度信息,获得镜头芯片5的角度补偿信息;具体来说,通过旋转角度信息,从而获得镜头芯片5的角度补偿信息。
55.s33,通过fpc板4的中心位置信息,获得镜头芯片5的位置补偿信息;具体来说,上视相机会把旋转角度信息和中心位置信息反馈给下视相机;通过镜头芯片5的中心位置信息,从而获得镜头芯片5的位置补偿信息。
56.s34,根据镜头芯片5的位置补偿信息、镜头芯片5的角度补偿信息、镜头芯片5的中心位置信息,将镜头芯片5贴合到fpc板4上,直至金线51与焊接点41相重合;具体来说,结合镜头芯片5的位置补偿信息、镜头芯片5的角度补偿信息,对距离的偏移、角度的偏移进行补偿,将镜头芯片5贴合到fpc板4上,实现金线51与焊接点41精准重合,实现高精度贴装;最后再把高精度贴装的成品整体安装到摄像镜头上,完成加工。
57.本技术实施例一种摄像头模组芯片的贴装方法的实施原理为:获得焊接点41的位置信息,根据焊接点41的位置信息生成画胶路径;获得金线51的位置信息,并在金线51的尾部涂设锡膏;将镜头芯片5贴合到fpc板4上,直至金线51与焊接点41相重合。
58.本技术实施例还公开了一种摄像头模组芯片的贴装系统。
59.参照图8,贴装系统包括:生成路径模块1:获得焊接点41的位置信息,根据焊接点41的位置信息生成画胶路径;涂设模块2:获得金线51的位置信息,并在金线51的尾部涂设锡膏;贴合模块3:将镜头芯片5贴合到fpc板4上,直至金线51与焊接点41相重合。
60.本技术实施例还公开了一种智能终端。
61.具体的,该智能终端包括存储器和处理器,存储器上存储有能够被处理器加载并执行上述方法的计算机程序。
62.本技术实施例还公开一种计算机可读存储介质。
63.该存储介质存储有能够被处理器加载并执行上述方法的计算机程序,该存储介质可以采用移动硬盘、只读存储器(read-onlymemory,rom)、随机存取存储器(randomaccessmemory,ram)、磁碟或者光盘等各种可以存储程序代码的介质。
64.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、原理、结构所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。