1.本实用新型涉及电池上料设备领域,特别涉及一种电池周转框上下料机构。
背景技术:
2.在电池的生产过程中,为了提高电池加工的效率,一般将多组电池整齐摆放在载盘上,整齐叠放的多组载盘再放置在周转框中,通过运输周转框对电池进行批量运输,在上料时,需要从最上层的载盘中抓取电池进行上料,当最上层的载盘被取空后,空载盘需要移走,下一层载盘需要上升至取料位置,然而,载盘在上升过程中,容易因为震动而产生位置偏移,导致后续工序无法准确抓取电池,因此,有必要制作出一种电池周转框上下料机构,能够精确地对周转框内的载盘进行向上输送,以便后续工序精确抓取电池。
技术实现要素:
3.本实用新型的目的是提供一种电池周转框上下料机构以解决背景技术中所提及的问题。
4.为了实现上述目的,本实用新型提供如下技术方案:
5.一种电池周转框上下料机构,包括周转框上料组件、周转框下料组件、载盘顶升组件、载盘定位组件和周转框转移组件,周转框上料组件和周转框下料组件并排设置,周转框转移组件包括转移电机、第一滑板、第一水平气缸、第一滑台、第二滑板、第二水平气缸、第二滑台、活动夹块和固定夹块,转移电机固定设置在周转框上料组件和周转框下料组件的后侧,第一滑板固定在转移电机的动力输出端,第一水平气缸固定在第一滑板上,第一滑台设置两组并固定在第一滑板的左右两侧,第二滑板固定在第一水平气缸的动力输出端且与第一滑台滑动连接,第一水平气缸驱动第二滑板前后运行,第二水平气缸和第二滑台固定在第二滑板的一侧,活动夹块固定在第二水平气缸的动力输出端且与第二滑台滑动连接,第二水平气缸驱动活动夹块左右运行,固定夹块固定在第二滑板的另一侧,活动夹块和固定夹块沿左右方向排列,载盘顶升组件固定设置在周转框上料组件后侧下方,用于抬升周转框内的载盘,载盘定位组件固定设置在周转框上料组件后侧上方,用于固定周转框内的载盘。
6.对本实用新型的进一步描述:载盘定位组件包括x轴定位组件和y轴定位组件,x轴定位组件包括第一安装支架、x轴气缸和第一推块,y轴定位组件包括第二安装支架、y轴气缸和第二推块,第一安装支架和第二安装支架分别固定设置在周转框上料组件的左侧和后侧,x轴气缸固定在第一安装支架上,第一推块固定在x轴气缸的动力输出端且由x轴气缸驱动左右运行,y轴气缸固定在第二安装支架上,第二推块固定在y轴气缸的动力输出端且由y轴气缸驱动前后运行。
7.本实用新型的有益效果为:周转框通过周转框上料组件输送到后端,载盘顶升组件穿设过周转框底部将周转框内的载盘整体向上抬升,接着载盘定位组件穿设过周转框,对周转框内最上层的载盘进行推动,使载盘贴紧周转框内侧壁,以达到载盘的精确定位,使
后续工序能够精确地从载盘上抓取电池进行上料,周转框内的所有电池被取走后,通过周转框转移组件将周转框输送到周转框下料组件上并对周转框进行下料,本设计能够精确地对周转框内的载盘进行向上输送,以便后续工序精确抓取电池。
附图说明
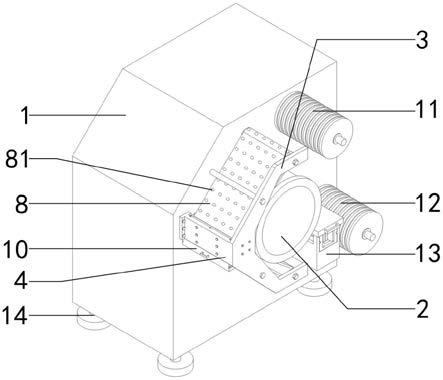
8.图1是本实用新型的整体结构图;
9.图2是本实用新型周转框转移组件的结构图;
10.图3是本实用新型载盘定位组件的结构图;
11.附图标记说明:
12.1、周转框上料组件;2、周转框下料组件;3、载盘顶升组件;4、载盘定位组件;41、第一安装支架;42、x轴气缸;43、第一推块;44、第二安装支架;45、y轴气缸;46、第二推块;5、周转框转移组件;51、转移电机;52、第一滑板;53、第一水平气缸;54、第一滑台;55、第二滑板;
13.56、第二水平气缸;57、第二滑台;58、活动夹块;59、固定夹块。
具体实施方式
14.以下结合附图对本实用新型进行进一步说明:
15.如图1至3所示,一种电池周转框上下料机构,包括周转框上料组件1、周转框下料组件2、载盘顶升组件3、载盘定位组件4和周转框转移组件5,周转框上料组件1和周转框下料组件2并排设置,周转框转移组件5包括转移电机51、第一滑板52、第一水平气缸53、第一滑台54、第二滑板55、第二水平气缸56、第二滑台57、活动夹块58和固定夹块59,转移电机51固定设置在周转框上料组件1和周转框下料组件2的后侧,第一滑板52固定在转移电机51的动力输出端,第一水平气缸53固定在第一滑板52上,第一滑台54设置两组并固定在第一滑板52的左右两侧,第二滑板55固定在第一水平气缸53的动力输出端且与第一滑台54滑动连接,第一水平气缸53驱动第二滑板55前后运行,第二水平气缸56和第二滑台57固定在第二滑板55的一侧,活动夹块58固定在第二水平气缸56的动力输出端且与第二滑台57滑动连接,第二水平气缸56驱动活动夹块58左右运行,固定夹块59固定在第二滑板55的另一侧,活动夹块58和固定夹块59沿左右方向排列,载盘顶升组件3固定设置在周转框上料组件1后侧下方,用于抬升周转框内的载盘,载盘定位组件4固定设置在周转框上料组件1后侧上方,用于固定周转框内的载盘。
16.周转框通过周转框上料组件1输送到后端,载盘顶升组件3穿设过周转框底部将周转框内的载盘整体向上抬升,接着载盘定位组件4穿设过周转框,对周转框内最上层的载盘进行推动,使载盘贴紧周转框内侧壁,以达到载盘的精确定位,使后续工序能够精确地从载盘上抓取电池进行上料,周转框内的所有电池被取走后,通过周转框转移组件5将周转框输送到周转框下料组件2上并对周转框进行下料。
17.周转框转移组件5移动料框时,通过第一水平气缸53驱动第二滑板55向前端伸出,使活动夹块58和固定夹块59对应在料框的两侧,接着,第二水平气缸56驱动活动夹块58在第二滑台57上滑行并向固定夹块59一侧靠拢,使活动夹块58和固定夹块59将料框夹紧,之后通过转移电机51驱动第一滑板52向右运行,从而驱动料框向右运行。
18.所述载盘定位组件4包括x轴定位组件和y轴定位组件,x轴定位组件包括第一安装
支架41、x轴气缸42和第一推块43,y轴定位组件包括第二安装支架44、y轴气缸45和第二推块46,第一安装支架41和第二安装支架44分别固定设置在周转框上料组件1的左侧和后侧,x轴气缸42固定在第一安装支架41上,第一推块43固定在x轴气缸42的动力输出端且由x轴气缸42驱动左右运行,y轴气缸45固定在第二安装支架44上,第二推块46固定在y轴气缸45的动力输出端且由y轴气缸45驱动前后运行。
19.载盘定位组件4用于固定周转框内的载盘,当载盘通过载盘顶升组件3上升至规定的取料位置,x轴气缸42驱动第一推块43伸出,第一推块43穿设过料框并将载盘向x轴方向推动,使第一推块43和料框的内壁将载盘夹紧,使载盘在x轴方向上的位置固定,在y轴方向上,同样原理,y轴气缸45驱动第二推块46伸出,第二推块46穿设过料框并将载盘向y轴方向推动,使第二推块46和料框的内壁将载盘夹紧,使载盘在y轴方向上的位置固定。
20.以上并非对本实用新型的技术范围作任何限制,凡依据本实用新型技术实质对以上的实施例所作的任何修改、等同变化与修饰,均仍属于本实用新型的技术方案的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。