1.本发明属于电池技术领域,尤其涉及一种负极片及包括该负极片的电池。
背景技术:
2.电池由于具有能量密度高、工作电压高、循环储存性能好等一系列优点,已被广泛应用于手机、笔记本电脑、新能源汽车等领域。
3.随着目前对锂离子电池能量密度和快充性能的要求越来越高,传统的提高锂离子电池能量密度的方法是在电极的面密度和快充性能之间做折中平衡,这意味着提升倍率性能的时候必然会牺牲电池的能量密度。
4.不仅如此,高能量密度的锂离子电池在快充条件下,由于极化作用及电解液浓度不均,极易导致负极片的利用率低下、表面析锂,严重影响了锂离子电池的使用,通过三维立体直通孔可提升传输速率,但孔内部电解液得不到及时补充,也会形成析锂。
技术实现要素:
5.为了改善现有技术中存在的问题,本发明提供了一种负极片及包括该负极片的电池,所述负极片可以提升电池的倍率性能和能量密度,同时可以有效解决高能量密度的电池在快充条件下负极片的利用率低下、表面析锂的问题。
6.本发明目的是通过如下技术方案实现的:
7.一种负极片,所述负极片包括负极集流体、电解质补充层和负极活性物质层;所述电解质补充层位于负极集流体一侧或两侧表面上,所述负极活性物质层位于电解质补充层表面上;所述负极活性物质层设置有第一取向孔。
8.根据本发明的实施方式,所述第一取向孔的半径为r,所述负极活性物质层的厚度为h,所述电解质补充层的厚度为h;
9.所述负极片满足如下式(1)所示的关系式:
10.1.4≤(h-h)/r≤2.5
ꢀꢀꢀ
式(1)。
11.根据本发明的实施方式,所述第一取向孔的半径为r,所述负极活性物质的中值粒径为dv50,所述电解质补充层的厚度为h;
12.所述负极片满足如下式(2)所示的关系式:
13.0≤h-r/dv50≤3
ꢀꢀꢀꢀ
式(2)。
14.根据本发明的实施方式,所述第一取向孔的半径为r,所述负极片的面密度为cd,所述电解质补充层的厚度为h;
15.所述负极片满足如下式(3)所示的关系式:
16.0.5≤(r/cd)/h≤1.7
ꢀꢀꢀꢀ
式(3)。
17.根据本发明的实施方式,在负极活性物质层构筑第一取向孔,其可以作为快速离子通道供充放电过程中离子(如锂离子)快速通过,改善由于极化作用及电解液浓度不均,导致的负极片表面析锂等问题;同时还可以提升电池的倍率性能和能量密度,进一步地,通
过在负极活性物质层与负极集流体中间设置电解质补充层,电解质补充层可提供补充消耗的li
,改善孔道周围析锂的问题。
18.进一步研究发现,电解质补充层的厚度会影响取向孔附近浓差极化的改善,不同的负极活性物质层的厚度h对li 扩散能力的要求是不同的,在不同负极活性物质层的厚度h下,不同的第一取向孔的孔径和电解质补充层的厚度对极片的性能的有显著影响,本发明通过将负极集流体表面的负极活性物质层和电解质补充层的厚度与第一取向孔的孔径进行匹配,可显著提升电池的倍率性能和能量密度。当(h-h)/r小于1.4时,由于负极片相对孔隙率较大,导致孔隙边缘析锂,进一步降低电池的能量密度。当(h-h)/r大于2.5时,由于负极片孔隙较小,对液相扩散改善较小,导致浓差极化未得到改善,从而使得负极片表面容易出现析锂等问题。
19.根据本发明的实施方式,所述(h-h)/r为1.4、1.5、1.6、1.7、1.8、1.9、2.0、2.1、2.2、2.3、2.4、2.5或上述两两点值组成的范围中的任意点值。
20.进一步研究发现,电解质补充层的厚度会影响取向孔附近浓差极化的改善,不同的负极活性物质的中值粒径dv50对li 扩散能力的要求是不同的,在不同负极活性物质的中值粒径dv50下,不同的第一取向孔的孔径和电解质补充层的厚度对极片的性能的有显著影响,本发明通过将负极集流体表面的负极活性物质层中的负极活性物质的中值粒径dv50和电解质补充层的厚度h与第一取向孔的孔径进行匹配,可显著提升电池的倍率性能和能量密度。当h-r/dv50小于0时,由于负极片相对孔隙率较大,导致孔隙边缘析锂,进一步降低电池的能量密度。当h-r/dv50大于3时,电解质补充层厚度增加,增加了极片内阻,同时由于负极片孔隙较小,对液相扩散改善较小,导致浓差极化未得到改善,从而使得负极片表面容易出现析锂等问题。
21.根据本发明的实施方式,所述h-r/dv50为0、0.1、0.2、0.3、0.5、0.6、0.7、0.8、0.9、1.0、1.2、1.3、1.4、1.5、1.6、1.7、1.8、1.9、2.0、2.1、2.2、2.3、2.4、2.5、2.6、2.8、3或上述两两点值组成的范围中的任意点值。
22.进一步研究发现,电解质补充层的厚度会影响取向孔附近浓差极化的改善,不同的负极片的面密度cd对li 扩散能力的要求是不同的,在不同负极片的面密度cd下,不同的第一取向孔的孔径和电解质补充层的厚度对极片的性能的有显著影响,本发明通过将负极片的面密度cd和电解质补充层的厚度h与第一取向孔的孔径进行匹配,可显著提升电池的倍率性能和能量密度。当(r/cd)/h小于0.5时,由于负极片相对孔隙率较小,对液相扩散改善较小,导致浓差极化未得到改善,从而使得负极片表面容易出现析锂等问题。当(r/cd)/h大于1.7时,电解质补充层厚度较小,li 得不到及时补充,同时由于负极片孔隙较大,孔周围对li 浓度要求较高,得不到补充会在孔周围形成析锂。
23.根据本发明的实施方式,所述(r/cd)/h为0.5、0.6、0.7、0.8、0.9、1.0、1.2、1.3、1.4、1.5、1.6、1.7或上述两两点值组成的范围中的任意点值。
24.根据本发明的实施方式,所述第一取向孔的体积占负极活性物质层总体积的体积百分含量为1vol%~50vol%。示例性地,所述第一取向孔的体积占负极活性物质层总体积的体积百分含量为1vol%、2vol%、5vol%、8vol%、10vol%、12vol%、15vol%、18vol%、20vol%、25vol%、30vol%、35vol%、40vol%、45vol%、50vol%或上述两两点值组成的范围中的任意点值。
25.根据本发明的实施方式,所述第一取向孔的半径r为5μm~150μm,优选为10μm~70μm。示例性地,所述第一取向孔的半径r为5μm、10μm、15μm、20μm、30μm、40μm、50μm、60μm、70μm、80μm、90μm、100μm、110μm、120μm、130μm、140μm、150μm或上述两两点值组成的范围中的任意点值。
26.根据本发明的实施方式,所述负极活性物质层的厚度h为10μm~200μm,优选为20μm~100μm。示例性地,所述负极活性物质层的厚度h为10μm、15μm、20μm、30μm、40μm、50μm、60μm、70μm、80μm、90μm、100μm、110μm、120μm、130μm、140μm、150μm、160μm、170μm、180μm、190μm、200μm或上述两两点值组成的范围中的任意点值。
27.根据本发明的实施方式,所述电解质补充层的厚度h为0.5μm~10μm,优选为3μm~6μm。示例性地,所述电解质补充层的厚度h为0.5μm、1μm、1.5μm、2μm、3μm、4μm、5μm、6μm、7μm、8μm、9μm、10μm或上述两两点值组成的范围中的任意点值。
28.根据本发明的实施方式,所述负极活性物质的中值粒径dv50为5μm~30μm。示例性地,所述负极活性物质的中值粒径dv50为5μm、6μm、8μm、10μm、12μm、15μm、18μm、20μm、22μm、25μm、26μm、28μm、30μm或上述两两点值组成的范围中的任意点值。
29.根据本发明的实施方式,所述负极片的面密度cd为0.003g/cm2~0.015g/cm2。示例性地,所述负极片的面密度cd为0.003g/cm2、0.004g/cm2、0.005g/cm2、0.006g/cm2、0.007g/cm2、0.008g/cm2、0.009g/cm2、0.01g/cm2、0.011g/cm2、0.012g/cm2、0.013g/cm2、0.014g/cm2、0.015g/cm2或上述两两点值组成的范围中的任意点值。
30.根据本发明的实施方式,所述第一取向孔为贯穿孔或者为非贯穿孔,所述贯穿孔是指第一取向孔贯穿负极活性物质层,即所述第一取向孔的孔深度等于所述负极活性物质层的厚度;所述非贯穿孔是指第一取向孔未贯穿负极活性物质层,即所述第一取向孔的孔深度小于所述负极活性物质层的厚度。
31.根据本发明的实施方式,所述电解质补充层包括固态电解质。
32.根据本发明的实施方式,所述固态电解质选自石榴石型固态电解质,
33.所述石榴石型固态电解质选自掺杂或未掺杂的锂镧锆氧电解质,其中,所述掺杂元素选自al、ga、fe、ge、ca、ba、sr、y、nb、ta、w、sb元素中的至少一种;优选地,所述石榴石型固态电解质选自li
7-m
la3zr
2-m
tamo
12
(0≤m≤0.6)、li
7-y
la3zr
2-y
nbyo
12
(0≤y≤0.6)和li
6.4-p
la3zr
2-p
ta
p
al
0.2o12
(0.2≤p≤0.5)中的至少一种,示例性地,所述石榴石型固态电解质选自li7la3zr2o
12
(llzo)。
34.根据本发明的实施方式,所述负极片还包括第二取向孔,所述第二取向孔设置在电解质补充层上。
35.根据本发明的实施方式,所述第二取向孔的半径为r,所述负极片进一步满足如下式(4)所示的关系式:
36.1.4≤(h-h)/r≤2.5
ꢀꢀꢀꢀ
式(4)。
37.根据本发明的实施方式,所述第二取向孔的半径为r,所述负极片进一步满足如下式(5)所示的关系式:
38.0≤h-r/dv50≤3
ꢀꢀꢀ
式(5)。
39.根据本发明的实施方式,所述第二取向孔的半径为r,所述负极片进一步满足如下式(6)所示的关系式:
40.0.5≤(r/cd)/h≤1.7
ꢀꢀꢀ
式(6)。
41.根据本发明的实施方式,在电解质补充层构筑第二取向孔,在电解液充足的条件下,其同样可以作为快速离子通道供充放电过程中离子(如锂离子)快速通过,改善由于极化作用及电解液浓度不均导致的负极片表面析锂等问题;同时还可以提升电池的倍率性能和能量密度。
42.根据本发明的实施方式,所述第二取向孔的体积占电解质补充层总体积的体积百分含量为1vol%~50vol%。示例性地,所述第二取向孔的体积占电解质补充层总体积的体积百分含量为1vol%、2vol%、5vol%、8vol%、10vol%、12vol%、15vol%、18vol%、20vol%、25vol%、30vol%、35vol%、40vol%、45vol%、50vol%或上述两两点值组成的范围中的任意点值。
43.根据本发明的实施方式,所述第二取向孔的半径r为5μm~150μm,优选为10μm~70μm。示例性地,所述第二取向孔的半径r为5μm、10μm、15μm、20μm、30μm、40μm、50μm、60μm、70μm、80μm、90μm、100μm、110μm、120μm、130μm、140μm、150μm或上述两两点值组成的范围中的任意点值。
44.根据本发明的实施方式,所述第二取向孔为贯穿孔或者为非贯穿孔,所述贯穿孔是指第二取向孔贯穿电解质补充层,即所述第二取向孔的孔深度等于所述电解质补充层的厚度;所述非贯穿孔是指第二取向孔未贯穿电解质补充层,即所述第二取向孔的孔深度小于所述电解质补充层的厚度。
45.根据本发明的实施方式,所述负极片还包括第三取向孔,所述第三取向孔设置在负极集流体上。
46.根据本发明的实施方式,所述第三取向孔的半径为l,所述负极片进一步满足如下式(7)所示的关系式:
47.1.4≤(h-h)/l≤2.5
ꢀꢀꢀ
式(7)。
48.根据本发明的实施方式,所述第三取向孔的半径为l,所述负极片进一步满足如下式(8)所示的关系式:
49.0≤h-l/dv50≤3
ꢀꢀꢀ
式(8)。
50.根据本发明的实施方式,所述第三取向孔的半径为l,所述负极片进一步满足如下式(9)所示的关系式:
51.0.5≤(l/cd)/h≤1.7
ꢀꢀꢀ
式(9)。
52.根据本发明的实施方式,在负极集流体上构筑第三取向孔,其同样可以作为快速离子通道供充放电过程中离子(如锂离子)快速通过,改善由于极化作用及电解液浓度不均,导致的负极片表面析锂等问题;同时还可以提升电池的倍率性能和能量密度。
53.根据本发明的实施方式,所述第三取向孔的体积占负极集流体总体积的体积百分含量为1vol%~50vol%。示例性地,所述第三取向孔的体积占集流体总体积的体积百分含量为1vol%、2vol%、5vol%、8vol%、10vol%、12vol%、15vol%、18vol%、20vol%、25vol%、30vol%、35vol%、40vol%、45vol%、50vol%或上述两两点值组成的范围中的任意点值。
54.根据本发明的实施方式,所述第三取向孔的半径l为5μm~150μm,优选为10μm~70μm。示例性地,所述第三取向孔的半径l为5μm、10μm、15μm、20μm、30μm、40μm、50μm、60μm、70μ
m、80μm、90μm、100μm、110μm、120μm、130μm、140μm、150μm或上述两两点值组成的范围中的任意点值。
55.根据本发明的实施方式,所述第三取向孔为贯穿孔或者为非贯穿孔,所述贯穿孔是指第三取向孔贯穿负极集流体,即所述第三取向孔的孔深度等于所述负极集流体的厚度;所述非贯穿孔是指第三取向孔未贯穿负极集流体,即所述第三取向孔的孔深度小于所述负极集流体的厚度。
56.根据本发明的实施方式,所述第一取向孔、第二取向孔的构筑方法包括但不限于模板法、挥发剂造孔法、激光打卡法、钉板辊压法等中的至少一种。
57.根据本发明的实施方式,所述第三取向孔的构筑方法包括但不限于激光打卡法、钉板辊压法等中的至少一种。
58.根据本发明的实施方式,所述第二取向孔的设置位置与第一取向孔的设置位置优选相同。即在负极集流体表面的负极活性物质层和电解质补充层内构筑取向孔,分别在负极活性物质层内形成第一取向孔,在电解质补充层内形成第二取向孔。
59.根据本发明的实施方式,所述第三取向孔的设置位置、第二取向孔的设置位置与第一取向孔的设置位置相同。即在负极片上构筑取向孔,分别在负极活性物质层内形成第一取向孔,在电解质补充层内形成第二取向孔,在负极集流体内形成第三取向孔。
60.根据本发明的实施方式,所述负极集流体选自铜箔或涂炭铜箔。
61.根据本发明的实施方式,所述负极集流体的厚度为5μm~20μm。
62.根据本发明的实施方式,所述负极活性物质层包括负极活性物质、导电剂和粘结剂。
63.根据本发明的实施方式,所述负极活性物质层中各组分的质量百分含量为:90~99.2wt%的负极活性物质、0.2~4wt%的导电剂、0.6~6wt%的粘结剂。
64.根据本发明的实施方式,所述导电剂选自导电炭黑、乙炔黑、科琴黑、导电石墨、导电碳纤维、碳纳米管、金属粉中的至少一种。
65.根据本发明的实施方式,所述粘结剂选自聚乙烯醇、羧甲基纤维钠、丁苯乳胶、聚四氟乙烯、聚氧化乙烯中的至少一种。
66.根据本发明的实施方式,所述负极活性物质选自siox(0《x《2)、含锂过渡金属氧化物、锡的氧化物、锡基复合氧化物、人造石墨、天然石墨、硬碳、软碳、中间相微球、富勒烯、石墨烯中的至少一种。
67.根据本发明的实施方式,所述负极片的面密度为0.003~0.015g/cm2。
68.本发明还提供上述负极片的制备方法,所述方法包括如下步骤:
69.1)分别配制形成负极活性物质层的浆料以及形成电解质补充层的浆料;
70.2)沿负极集流体长度方向,将形成电解质补充层的浆料涂覆在负极集流体的一侧或两侧表面,形成电解质补充层;将形成负极活性物质层的浆料涂覆在电解质补充层表面,形成负极活性物质层;经过辊压分切造孔,制备得到所述负极片。
71.根据本发明的实施方式,步骤1)中,所述形成负极活性物质层的浆料的固含量为40~50wt%。所述形成负极活性物质层的浆料的粘度为2000~5000mpa
·
s。
72.根据本发明的实施方式,步骤1)中,所述形成电解质补充层的浆料的固含量为40~50wt%。所述形成电解质补充层的浆料的粘度为2000~5000mpa
·
s。
73.本发明还提供一种电池,所述电池包括上述的负极片。
74.根据本发明的实施方式,所述电池具有卷绕或叠片结构。
75.根据本发明的实施方式,所述电池为锂离子电池。
76.本发明的有益效果:
77.本发明通过提供一种负极片及包含该负极片的电池,同时提高了电池倍率性能及能量密度。通过电化学理论计算,在电极片中,负极片靠近隔膜表面电位更低,极化及电解液浓度不均,导致极片利用率低下,析锂风险更大,通过在极片表面构筑取向孔快速离子通道,降低析锂风险,提升电极片利用率,提高能量密度;进一步地,通过在负极片表面设置电解质补充层,改善取向孔附近浓差极化,避免析锂,同时可显著提升电池的倍率性能和能量密度。
附图说明
78.图1为本发明一个优选方案所述的负极片的结构示意图。
79.图2为本发明一个优选方案所述的负极片的结构示意图。
80.图3为本发明一个优选方案所述的负极片的结构示意图。
具体实施方式
81.下文将结合具体实施例对本发明做更进一步的详细说明。应当理解,下列实施例仅为示例性地说明和解释本发明,而不应被解释为对本发明保护范围的限制。凡基于本发明上述内容所实现的技术均涵盖在本发明旨在保护的范围内。
82.下述实施例中所使用的实验方法如无特殊说明,均为常规方法;下述实施例中所用的试剂、材料等,如无特殊说明,均可从商业途径得到。
83.实施例1
84.将80wt%的石榴石型固态电解质llzo、5wt%的导电炭黑和15wt%的聚偏氟乙烯混合,加入n-甲基吡咯烷酮搅拌分散制成浆料,即电解质补充层浆料。
85.以粒径dv50为15μm的石墨作为负极活性材料制备负极浆料:按照负极活性物质96.8%,导电剂(导电炭黑)1.2%,粘结剂(丁苯橡胶)2%的质量配比与水混合、搅拌制备得到负极活性物质层浆料,浆料粘度为2000~5000mpa
·
s,固含量为40%~50%。
86.使用双层涂布设备把电解质补充层浆料和负极活性物质层浆料涂布在负极集流体上,其中,电解质补充层涂覆在负极集流体上,负极活性物质层涂覆在电解质补充层上,经过烘干辊压后得到电解质补充层厚度为3μm,负极活性物质层厚度为53μm的负极片,且所述负极片的面密度cd为0.007g/cm2,采用脉冲激光造孔的方法,在负极活性材料层上构筑半径r为25μm的第一取向孔,所述第一取向孔的体积占负极活性物质层总体积的20vol%~25vol%。且所述第一取向孔为贯穿孔,即第一取向孔的孔深度等于负极活性物质层的厚度,具体结构如图1所示。
87.以正极活性材料制备正极浆料:按照正极活性物质(钴酸锂)96%,导电剂(导电炭黑)2.5%,粘结剂(pvdf)1.5%的质量配比与nmp混合、搅拌制备得到正极浆料,浆料粘度为2000~7000mpa
·
s,固含量为70%~80%。将上述正极浆料过筛网后涂覆到正极集流体两侧表面上,经过烘干辊压后制备得到正极片。
88.将以上得到的正、负极片辊压、模切分切后,通过卷绕组装成卷芯,短路测试合格后以铝塑膜封装,入烤箱烘烤除去水分致达到注液所需的水分标准后注入电解液,经过24~48h陈化后以热压化成的工艺完成首次充电得到活化后的电芯。
89.实施例2~3
90.其他操作同实施例1,区别仅在于经过烘干辊压后负极活性物质层的厚度h和第一取向孔的半径r不同,具体如表1所示。
91.实施例4
92.其他操作同实施例1,区别在于:采用阵列排布钉板辊压的方法,在负极活性物质层上构筑半径r为25μm的第一取向孔,在电解质补充层上构筑半径r为25μm的第二取向孔,在负极集流体上构筑半径l为25μm的第三取向孔,具体结构如图2所示。
93.对比例1
94.其他操作同实施例1,区别在于:不进行造孔处理,即经过烘干辊压后得到电解质补充层厚度为3μm,负极活性物质层厚度为53μm的负极片,并将其组装成锂离子电池。
95.对比例2
96.其他操作同实施例1,区别在于:不进行造孔处理,且不包括电解质补充层,即使用涂布设备把负极活性物质层浆料涂布在负极集流体上,其中,负极活性物质层涂覆在负极集流体上,经过烘干辊压后得到负极活性物质层厚度为53μm的负极片,并将其组装成锂离子电池。
97.对比例3
98.其他操作同实施例1,区别在于:不进行造孔处理,且不包括电解质补充层,即使用涂布设备把负极活性物质层浆料涂布在负极集流体上,其中,负极活性物质层涂覆在负极集流体上,经过烘干辊压后得到负极活性物质层厚度为40μm的负极片,并将其组装成锂离子电池。
99.对比例4
100.其他操作同实施例1,区别在于:不包括电解质补充层,即使用涂布设备把负极活性物质层浆料涂布在负极集流体上,其中,负极活性物质层涂覆在负极集流体上,经过烘干辊压后得到负极活性物质层厚度为53μm的负极片,造孔后将其组装成锂离子电池。
101.对比例5~6
102.其他操作同实施例1,区别仅在于经过烘干辊压后负极活性物质层的厚度h和第一取向孔的半径r不同,具体如表1所示。
103.以上实施例1~4及对比例1~6制备的电芯以0.5c倍率充电,0.5c倍率放电的能量e与电芯体积v的比值为能量密度ed/wh
·
l-1
。
104.以上实施例1~4及对比例1~6制备的电芯以3c倍率充电,1c倍率放电,进行循环700次的寿命测试,测试电芯容量保持率。
105.以上实施例1~4及对比例1~6制备的电芯以5c倍率充电,0.5c倍率放电,充放电循环20次后解剖电芯查看负极表面析锂情况。
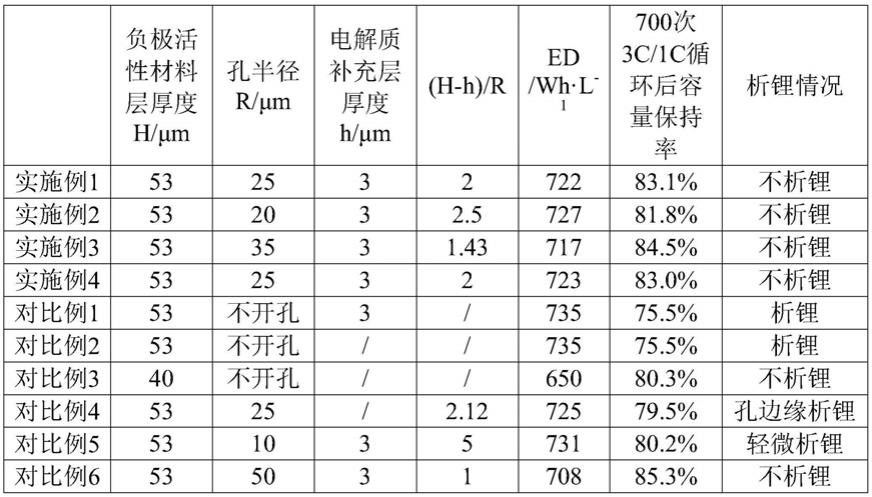
106.表1实施例1~4和对比例1~6的锂离子电池的性能测试结果
[0107][0108]
以上结果显示按照本发明制备的负极片相对于常规方式制备的负极片提升了电池的倍率性能和能量密度,同时可以有效解决高能量密度的电池在快充条件下负极片的利用率低下、表面析锂的问题。
[0109]
具体地,实施例1的负极片相较于对比例1,解决了电芯析锂及循环保持率问题;相较于对比例2,在保证不析锂的前提下提升了能量密度;在实施例1的基础上,实施例2~3分别对能量密度和循环保持率进行了优化。实施例1与实施例4对比说明第一取向孔和第二取向孔同时设置时,可以进一步改善电芯析锂和能量密度提升问题。
[0110]
对比例3说明常规设计要达到一定的循环保持率和倍率,需要损耗很大的能量密度。对比例4相较于实施例1在孔负极析锂,说明了电解质补充层对电芯析锂性能的提升。对比例5~6说明较大或较小的相对孔径都不能显著改善电芯析锂和能量密度提升问题。
[0111]
实施例5
[0112]
将80wt%的石榴石型固态电解质llzo、5wt%的导电炭黑和15wt%的聚偏氟乙烯混合,加入n-甲基吡咯烷酮搅拌分散制成浆料,即电解质补充层浆料。
[0113]
以粒径dv50为15μm的石墨作为负极活性物质制备负极浆料:按照负极活性物质96.8%,导电剂(导电炭黑)1.2%,粘结剂(丁苯橡胶)2%的质量配比与水混合、搅拌制备得到负极活性物质层浆料,浆料粘度为2000~5000mpa
·
s,固含量为40%~50%。
[0114]
使用双层涂布设备把电解质补充层浆料和负极活性物质层浆料涂布在负极集流体上,其中,电解质补充层涂覆在负极集流体上,负极活性物质层涂覆在电解质补充层上,经过烘干辊压后得到电解质补充层厚度为3μm,负极活性物质层厚度为53μm的负极片,且所述负极片的面密度cd为0.0075g/cm2,采用脉冲激光造孔的方法,在负极活性物质层上构筑半径r为30μm的第一取向孔,所述第一取向孔的体积占负极活性物质层总体积的20vol%~25vol%。且所述第一取向孔为贯穿孔,即第一取向孔的孔深度等于负极活性物质层的厚度,具体结构如图1所示。
[0115]
以正极活性物质制备正极浆料:按照正极活性物质(钴酸锂)96%,导电剂(导电炭黑)2.5%,粘结剂(pvdf)1.5%的质量配比与nmp混合、搅拌制备得到正极浆料,浆料粘度为
2000~7000mpa
·
s,固含量为70%~80%。将上述正极浆料过筛网后涂覆到正极集流体两侧表面上,经过烘干辊压后制备得到正极片。
[0116]
将以上得到的正、负极片辊压、模切分切后,通过卷绕组装成卷芯,短路测试合格后以铝塑膜封装,入烤箱烘烤除去水分致达到注液所需的水分标准后注入电解液,经过24~48h陈化后以热压化成的工艺完成首次充电得到活化后的电芯。
[0117]
实施例6~16
[0118]
其他操作同实施例5,区别仅在于负极活性物质的中值粒径dv50和第一取向孔的半径r不同,具体如表2所示。
[0119]
实施例17
[0120]
其他操作同实施例5,区别在于:采用阵列排布钉板辊压的方法,在负极活性物质层上构筑半径r为30μm的第一取向孔,在电解质补充层上构筑半径r为30μm的第二取向孔,在负极集流体上构筑半径l为30μm的第三取向孔,具体结构如图2所示。
[0121]
对比例7
[0122]
其他操作同实施例5,区别在于:不进行造孔处理,即经过烘干辊压后得到电解质补充层厚度为3μm,负极活性物质层厚度为53μm的负极片,并将其组装成锂离子电池。
[0123]
对比例8~10
[0124]
其他操作同实施例5,区别在于:不进行造孔处理,且不包括电解质补充层,即使用涂布设备把负极活性物质层浆料涂布在负极集流体上,其中,负极活性物质层涂覆在负极集流体上,经过烘干辊压后得到负极活性物质层厚度为53μm的负极片,并将其组装成锂离子电池。
[0125]
对比例11~15
[0126]
其他操作同实施例5,区别仅在于负极活性物质的中值粒径dv50和第一取向孔的半径r不同,具体如表2所示。
[0127]
以上实施例5~17及对比例7~15制备的电芯以0.5c倍率充电,0.5c倍率放电的能量e与电芯体积v的比值为能量密度ed/wh
·
l-1
。
[0128]
以上实施例5~17及对比例7~15制备的电芯以不同倍率充满电,0.5c放电,充放电20次后解剖电芯查看析锂情况,确定其所能支持最大倍率(即超过该倍率进行充放电时,电池会发生析锂现象)。
[0129]
表2实施例5~17和对比例7~15的锂离子电池的性能测试结果
[0130]
[0131][0132]
以上结果显示按照本发明制备的负极片相对于常规方式制备的负极片提升了电池的倍率性能和能量密度,同时可以有效解决高能量密度的电池在快充条件下负极片的利用率低下、表面析锂的问题。
[0133]
通过实施例5~17和对比例7~11对比可以看出,在负极活性物质层构筑第一取向孔,其可以作为快速离子通道供充放电过程中离子(如锂离子)快速通过,改善由于极化作用及电解液浓度不均,导致的负极片表面析锂等问题;同时还可以提升电池的倍率性能和能量密度,进一步地,通过在负极活性物质层与负极集流体中间设置电解质补充层,电解质补充层可提供补充消耗的li
,改善孔道周围析锂的问题。
[0134]
通过实施例5~17和对比例12~15对比可以看出,当h-r/dv50小于0时,由于负极片相对孔隙率较大,导致孔隙边缘析锂,进一步降低电池的能量密度。当h-r/dv50大于3时,电解质补充层厚度增加,增加了极片内阻,同时由于负极片孔隙较小,对液相扩散改善较小,导致浓差极化未得到改善,从而使得负极片表面容易出现析锂等问题。
[0135]
实施例18
[0136]
将80wt%的石榴石型固态电解质llzo、5wt%的导电炭黑和15wt%的聚偏氟乙烯混合,加入n-甲基吡咯烷酮搅拌分散制成浆料,即电解质补充层浆料。
[0137]
以粒径dv50为12μm的石墨作为负极活性物质制备负极浆料:按照负极活性物质96.8%,导电剂(导电炭黑)1.2%,粘结剂(丁苯橡胶)2%的质量配比与水混合、搅拌制备得到负极活性物质层浆料,浆料粘度为2000~5000mpa
·
s,固含量为40%~50%。
[0138]
使用双层涂布设备把电解质补充层浆料和负极活性物质层浆料涂布在负极集流体上,其中,电解质补充层涂覆在负极集流体上,负极活性物质层涂覆在电解质补充层上,
经过烘干辊压后得到电解质补充层厚度为3μm,负极活性物质层厚度为53μm的负极片,且所述负极片的面密度cd为0.007g/cm2,采用脉冲激光造孔的方法,在负极活性物质层上构筑半径r为28μm的第一取向孔,所述第一取向孔的体积占负极活性物质层总体积的20vol%~25vol%。且所述第一取向孔为贯穿孔,即第一取向孔的孔深度等于负极活性物质层的厚度,具体结构如图1所示。
[0139]
以正极活性物质制备正极浆料:按照正极活性物质(钴酸锂)96%,导电剂(导电炭黑)2.5%,粘结剂(pvdf)1.5%的质量配比与nmp混合、搅拌制备得到正极浆料,浆料粘度为2000~7000mpa
·
s,固含量为70%~80%。将上述正极浆料过筛网后涂覆到正极集流体两侧表面上,经过烘干辊压后制备得到正极片。
[0140]
将以上得到的正、负极片辊压、模切分切后,通过卷绕组装成卷芯,短路测试合格后以铝塑膜封装,入烤箱烘烤除去水分致达到注液所需的水分标准后注入电解液,经过24~48h陈化后以热压化成的工艺完成首次充电得到活化后的电芯。
[0141]
实施例19~29
[0142]
其他操作同实施例18,区别仅在于负极片的面密度cd和第一取向孔的半径r不同,具体如表3所示。
[0143]
实施例30
[0144]
其他操作同实施例18,区别在于:采用阵列排布钉板辊压的方法,在负极活性物质层上构筑半径r为28μm的第一取向孔,在电解质补充层上构筑半径r为28μm的第二取向孔,在负极集流体上构筑半径l为28μm的第三取向孔,具体结构如图2所示。
[0145]
对比例16
[0146]
其他操作同实施例18,区别在于:不进行造孔处理,即经过烘干辊压后得到电解质补充层厚度为3μm,负极活性物质层厚度为53μm的负极片,并将其组装成锂离子电池。
[0147]
对比例17~19
[0148]
其他操作同实施例18,区别在于:不进行造孔处理,且不包括电解质补充层,即使用涂布设备把负极活性物质层浆料涂布在负极集流体上,其中,负极活性物质层涂覆在负极集流体上,经过烘干辊压后得到负极活性物质层厚度为53μm的负极片,并将其组装成锂离子电池。
[0149]
对比例20~23
[0150]
其他操作同实施例18,区别仅在于负极片的面密度cd和第一取向孔的半径r不同,具体如表3所示。
[0151]
以上实施例18~30及对比例16~23制备的电芯以0.5c倍率充电,0.5c倍率放电的能量e与电芯体积v的比值为能量密度ed/wh
·
l-1
。
[0152]
以上实施例18~30及对比例16~23制备的电芯以不同倍率充满电,0.5c放电,充放电20次后解剖电芯查看析锂情况,确定其所能支持最大倍率(即超过该倍率进行充放电时,电池会发生析锂现象)。
[0153]
表3实施例18~30和对比例16~23的锂离子电池的性能测试结果
[0154][0155]
以上结果显示按照本发明制备的负极片相对于常规方式制备的负极片提升了电池的倍率性能和能量密度,同时可以有效解决高能量密度的电池在快充条件下负极片的利用率低下、表面析锂的问题。
[0156]
通过实施例1~13和对比例1~3对比可以看出,在负极活性物质层构筑第一取向孔,其可以作为快速离子通道供充放电过程中离子(如锂离子)快速通过,改善由于极化作用及电解液浓度不均,导致的负极片表面析锂等问题;同时还可以提升电池的倍率性能和能量密度,进一步地,通过在负极活性物质层与负极集流体中间设置电解质补充层,电解质补充层可提供补充消耗的li
,改善孔道周围析锂的问题。
[0157]
通过实施例1~13和对比例4对比可以看出,对比例4相较于实施例1~13更容易析锂,说明了电解质补充层对电芯析锂性能的提升。
[0158]
通过实施例1~13和对比例5~8对比可以看出,当(r/cd)/h小于0.5时,由于负极片相对孔隙率较小,对液相扩散改善较小,导致浓差极化未得到改善,从而使得负极片表面容易出现析锂等问题。当(r/cd)/h大于1.7时,电解质补充层厚度较小,li 得不到及时补充,同时由于负极片孔隙较大,孔周围对li 浓度要求较高,得不到补充会在孔周围形成析锂。
[0159]
以上,对本发明的实施方式进行了说明。但是,本发明不限定于上述实施方式。例如,在负极活性物质层上构筑半径为r的第一取向孔,在电解质补充层上构筑半径为r的第
二取向孔,具体结构如图3所示,这样的负极片同样适用于本技术的保护范围,且基于实施例1和实施例4的性能测试结果,可以预期其组装成电池后的性能与实施例1和实施例4相似。因此,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。