技术特征:
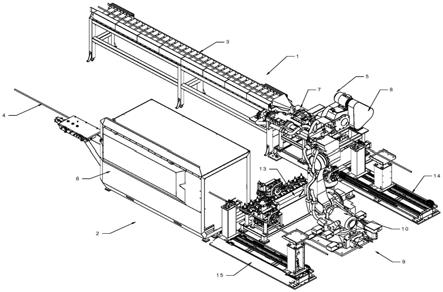
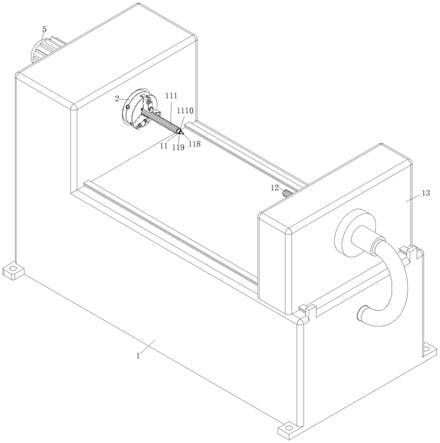
1.一种棒料和盘条钢筋智能折弯方法,其特征在于:包括以下步骤:s1、上料,分别牵引棒料钢筋和盘条钢筋移动输送;s2、切断,对上料输送到位的棒料钢筋和盘条钢筋分别进行送筋切断和调直切断,截成特定长度的条状钢筋料;s3、折弯,对上位后的条状钢筋料采用液压驱动或伺服驱动的方式进行折弯,折成特定弯度的曲状钢筋料;s4、送料,夹取折弯完成后的曲状钢筋料并移动送料。2.如权利要求1所述的棒料和盘条钢筋智能折弯方法,其特征在于:包括两套加工工艺线,分别为:针对不同直径粗细、长度大小的棒料钢筋进行加工的棒料钢筋加工工艺线(1),以及针对不同直径粗细、弯曲曲率的盘条钢筋进行加工的盘条钢筋加工工艺线(2)。3.如权利要求2所述的棒料和盘条钢筋智能折弯方法,其特征在于:所述步骤s1中的上料是分别通过所述棒料钢筋加工工艺线(1)中的滚筒线上料机构(3)、所述盘条钢筋加工工艺线(2)中的上料架机构(4)完成的;设置时间轴,利用人工或机械的方式将钢筋吊装至所述滚筒线上料机构(3)或所述上料架机构(4)上,所述滚筒线上料机构(3)将每根不同直径粗细、长度大小的棒料钢筋逐一移动传送至定尺驱动工位,所述上料架机构(4)将每根不同直径粗细、弯曲曲率的盘条钢筋的端头逐一牵引至所述步骤s2中的切断工位的入口位置处。4.如权利要求3所述的棒料和盘条钢筋智能折弯方法,其特征在于:所述步骤s2中的切断是分别通过所述棒料钢筋加工工艺线(1)中的调整切断机构(5)、所述盘条钢筋加工工艺线(2)中的调直切断机构(6)完成的;所述滚筒线上料机构(3)将棒料钢筋传送至所述定尺驱动工位后,逐一归整码平,驱动送筋机构(7)逐一牵引棒料钢筋并传输出一段特定的长度,切断机(8)切断下该棒料钢筋输出的特定长度,截成固定长度的所述条状钢筋料;所述上料架机构(4)将盘条钢筋的端头牵引至调直切断机构(6)的入口位置处后,自动调直形成长条状并传输出一段特定的长度,切断下该长条状钢筋输出的特定长度,截成固定长度的所述条状钢筋料。5.如权利要求4所述的棒料和盘条钢筋智能折弯方法,其特征在于:所述驱动送筋机构(7)基于离线编程软件输出的自动化加工程序驱动自身的驱动轮运转,从而实现棒料钢筋的牵引,所述驱动送筋机构(7)可以根据轮式结构而定制,所述驱动送筋机构(7)传输出的特定长度由编码器实现间接测量和控制;所述调直切断机构(6)基于数控模组调控并自动调整滚轮的间距,将盘条钢筋放置于驱动轮处,由电机自动牵引并实现调直,所述调直切断机构(6)基于所述自动化加工程序将调直后形成的所述长条状钢筋传输出特定的长度。6.如权利要求5所述的棒料和盘条钢筋智能折弯方法,其特征在于:所述步骤s3中的折弯是通过折弯机构(9)完成的,所述折弯机构(9)放置在所述棒料钢筋加工工艺线(1)和盘条钢筋加工工艺线(2)之间,所述折弯机构(9)包括工业机器人(10)、液压折弯工具头(11)和伺服折弯工具头(12);所述液压折弯工具头(11)和伺服折弯工具头(12)上均固定有用于与外界设备组装连接或拆卸分离的快换盘,所述工业机器人(10)基于所述离线编程软件输出的自动化加工程
序以及上位控制系统的控制,驱动自身的末端执行器手腕与所述快换盘相固定,根据实际加工需求实现所述工业机器人(10)与所述液压折弯工具头(11)或与所述伺服折弯工具头(12)的快速切换安装,分别针对所述棒料钢筋加工工艺线(1)或所述盘条钢筋加工工艺线(2)进行所述条状钢筋料的夹紧和折弯,折成特定弯度的所述曲状钢筋料。7.如权利要求6所述的棒料和盘条钢筋智能折弯方法,其特征在于:所述折弯机构(9)还包括放置在所述工业机器人(10)身前的模具库放置架(13),所述模具库放置架(13)上分别设置有用于所述液压折弯工具头(11)和伺服折弯工具头(12)放置固定的存放区,所述液压折弯工具头(11)与所述伺服折弯工具头(12)上分别可拆卸更换安装有液压折弯模组和伺服折弯模组,所述液压折弯模组与所述伺服折弯模组分别具有多组,各组尺寸均不相同,分别对应匹配于不同直径粗细的所述条状钢筋料进行更换备用,所述模具库放置架(13)上还设置有用于存放多组所述液压折弯模组、伺服折弯模组的放置区。8.如权利要求7所述的棒料和盘条钢筋智能折弯方法,其特征在于:所述步骤s4中的送料是分别通过所述棒料钢筋加工工艺线(1)中的第一辅助送料机构(14)、所述盘条钢筋加工工艺线(2)中的第二辅助送料机构(15)完成的;所述第一辅助送料机构(14)包括第一水平传动模组、第一夹持模组和第一支撑模组,所述第一夹持模组和第一支撑模组分别安装在所述第一水平传动模组上,并在所述第一水平传动模组的驱动下可沿直线实现往复移动,所述第一夹持模组夹紧由所述液压折弯工具头(11)折弯形成的所述曲状钢筋料后移送至所述第一支撑模组上,所述第一支撑模组带动所述曲状钢筋料移动送料;所述第二辅助送料机构(15)包括第二水平传动模组、第二夹持模组和第二支撑模组,所述第二夹持模组和第二支撑模组分别安装在所述第二水平传动模组上,并在所述第二水平传动模组的驱动下可沿直线实现往复移动,所述第二夹持模组夹紧由所述伺服折弯工具头(12)折弯形成的所述曲状钢筋料后移送至所述第二支撑模组上,所述第二支撑模组带动所述曲状钢筋料移动送料。9.如权利要求8所述的棒料和盘条钢筋智能折弯方法,其特征在于:所述棒料钢筋加工工艺线(1)至少包括从前往后依次成线性排布的所述滚筒线上料机构(3)、所述驱动送筋机构(7)、所述切断机(8)和所述第一辅助送料机构(14)。10.如权利要求8所述的棒料和盘条钢筋智能折弯方法,其特征在于:所述盘条钢筋加工工艺线(2)至少包括从前往后依次成线性排布的所述上料架机构(4)、所述调直切断机构(6)和第二辅助送料机构(15)。
技术总结
本发明公开了一种棒料和盘条钢筋智能折弯方法,包括以下步骤:S1、上料,分别牵引棒料钢筋和盘条钢筋移动输送;S2、切断,对上料输送到位的棒料钢筋和盘条钢筋分别进行送筋切断和调直切断,截成特定长度的条状钢筋料;S3、折弯,对上位后的条状钢筋料采用液压驱动或伺服驱动的方式进行折弯,折成特定弯度的曲状钢筋料;S4、送料,夹取折弯完成后的曲状钢筋料并移动送料。本发明中,基于离线编程软件输出的加工程序以及数控调控系统输出的指令可以实现该棒料和盘条钢筋折弯加工系统整体工艺的智能可控性和全面自动化;基于液压或伺服两套折弯系统针对异型、不规则的钢筋可以实现多样式自动折弯,大大保证产品质量的稳定性。大大保证产品质量的稳定性。大大保证产品质量的稳定性。
技术研发人员:朱海军 彭长长 曾庆 张磊 戴岭 刘文琦 何洪普 钟伟豪
受保护的技术使用者:中建铁路投资建设集团有限公司 上海大界机器人科技有限公司
技术研发日:2022.01.14
技术公布日:2022/5/17
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。