1.本技术涉及电化学技术领域,特别是涉及电化学装置及包含该电化学装置的电子装置。
背景技术:
2.电化学装置,如锂离子电池,因其具有工作电压高、能量密度高、环境友好、循环稳定等优点,被广泛应用于穿戴设备、智能手机、无人机、笔记本电脑等领域。随着现代信息技术的发展及电化学装置应用的拓展,对锂离子电池的安全性能要求越来越高。
3.但是,目前电化学装置在充电或使用过程中,容易出现短路、过电流充电等异常,这类异常使电化学装置内部温度升高,甚至会面临因其内部温度过高而发生起火、爆炸等安全问题,降低电化学装置的安全性能。
技术实现要素:
4.本技术的目的在于提供一种电化学装置及包含该电化学装置的电子装置,以提升电化学装置的安全性能。具体技术方案如下:
5.本技术第一方面提供了一种电化学装置,其包含电极组件、极耳、极耳胶以及容纳所述电极组件的壳体,所述极耳的一端电连接所述电极组件,所述极耳的另一端延伸出所述壳体,所述极耳包含第一区域和除所述第一区域以外的第二区域,所述第一区域被所述极耳胶覆盖;所述第一区域的单位长度电阻r1与所述第二区域的单位长度电阻r2满足:1.5≤ r1/r2≤12。通过使第一区域的单位长度电阻r1大于第二区域的单位长度电阻r2,且二者满足上述关系,使第一区域相较于第二区域的电阻增大。这样,电化学装置出现短路、过电流充电等异常时,电流经过第一区域可辅助产热,较第二区域更快速地实现升温。由此,第一区域处的极耳胶发生熔融,熔融部分所对应的极耳与壳体的顶封封装处失效,电解液产生的气体由顶封封装失效处排出,电化学装置提前实现排气效果。从而降低了电化学装置起火、爆炸等的风险,提升了电化学装置的安全性能。
6.在本技术的一种实施方案中,所述第一区域的材料包括镍、铝、铜镀镍、铁合金、镍合金、铝镍合金或铝合金中的至少一种。上述材料具有较高的电阻率,将其应用于第一区域,更利于增大第一区域的电阻。这样,第一区域处的极耳胶发生熔融,电化学装置能够提前实现排气效果,降低了发生起火、爆炸等的风险。由此,电化学装置的安全性能得以提升。
7.在本技术的一种实施方案中,所述第一区域设有至少一个沿所述极耳的厚度方向的凹槽或至少一个沿所述极耳的厚度方向贯穿的镂空结构。通过在第一区域设置凹槽或镂空结构,能够使第一区域的单位长度电阻r1和第二区域的单位长度电阻r2满足1.5≤r1/r2≤12,相较于第二区域的电阻,第一区域的电阻增大,从而提升电化学装置的安全性能。
8.在本技术的一种实施方案中,沿所述极耳的宽度方向观察,所述凹槽的形状为三角形、半圆形、长方形或正方形中的至少一种,所述凹槽的面积在所述第一区域总面积中的占比为大于0%且小于等于50%。通过设置凹槽的面积在上述范围内,可以增大第一区域的
电阻,使得第一区域的单位长度电阻r1与第二区域的单位长度电阻r2满足1.5≤r1/r2≤12,相较于第二区域的电阻,第一区域的电阻增大,从而提升电化学装置的安全性能。。
9.在本技术的一种实施方案中,沿所述极耳的厚度方向观察,所述镂空结构的形状为三角形、半圆形、长方形或正方形中的至少一种,所述镂空结构的面积在所述第一区域总面积中的占比为大于0%且小于等于50%。通过设置镂空结构的面积在上述范围内,可以增大第一区域的电阻,使得第一区域的单位长度电阻r1与第二区域的单位长度电阻r2满足1.5≤ r1/r2≤12。
10.在本技术的一种实施方案中,所述极耳胶包含第一胶层和第二胶层,所述第一胶层的熔点为110℃至135℃,所述第二胶层的熔点为145℃至180℃。这样,更利于使电化学装置提前实现排气效果,也更利于提高极耳与壳体的封装强度,从而提升电化学装置的安全性能。
11.在本技术的一种实施方案中,沿所述极耳的宽度方向,所述极耳胶为条状复合结构,所述第二胶层和所述第一胶层沿所述极耳的宽度方向间隔设置,所述第一胶层的条数为1条至4条。上述结构的极耳胶的设置,更利于减少顶封封装占用的厚度。
12.在本技术的一种实施方案中,所述极耳胶的厚度为40μm至200μm。将设置极耳胶的厚度调控在上述范围内,可以充分发挥极耳胶的保护作用,降低电化学装置能量密度减少的可能性。
13.在本技术的一种实施方案中,沿所述极耳的厚度方向观察,所述第一胶层的面积在所述极耳胶的总面积中的占比为20%至80%。通过将第一胶层的面积占比调控在上述范围内,更利于提升电化学装置的安全性能。
14.在本技术的一种实施方案中,沿所述极耳的厚度方向,所述极耳胶为多层复合结构,所述第二胶层和所述第一胶层沿所述极耳的厚度方向间隔层叠,所述第一胶层的层数为1层至3层;所述极耳胶中与所述极耳接触的一侧为所述第一胶层,所述极耳胶中与所述壳体内表面接触的一侧为所述第二胶层。上述结构的极耳胶的设置,制备工艺简单,更利于应用于工业生产中,提升极耳胶的生产效率,从而提升电化学装置的生产效率。第一胶层和第二胶层的相对设置位置,更利于提升电化学装置的安全性能。
15.在本技术的一种实施方案中,所述第一胶层的单层厚度为20μm至200μm,所述第二胶层的单层厚度为20μm至200μm。将第一胶层的单层厚度和第二胶层的单层厚度调控在上述范围内,可以充分发挥极耳胶的保护作用,降低电化学装置能量密度减少的可能性。
16.在本技术的一种实施方案中,与所述极耳的引出方向垂直的所述极耳胶的横截面中,所述第一胶层的面积在所述极耳胶的总面积中的占比为20%至80%。将第一胶层的面积调控在上述范围内,更利于提升电化学装置的安全性能。
17.在本技术的一种实施方案中,所述极耳胶的宽度为1mm至10mm,所述极耳胶的肩宽为0.2mm至10mm;所述极耳胶的肩宽为沿所述极耳的宽度方向,所述极耳胶的一侧超出同一侧的所述极耳边缘的距离。将极耳胶的宽度和肩宽调控在上述范围内,更利于提高极耳与壳体的封装强度,防止极耳胶过熔造成极耳与壳体之间的腐蚀及短路,从而提升电化学装置的安全性能。
18.在本技术的一种实施方案中,所述第一胶层的材料包含聚乙烯(pe)、聚丙烯(pp)、聚氨酯(pu)或乙烯-丙烯共聚物中的至少一种,所述第二胶层的材料包含聚乙烯、聚丙烯、
聚氨酯或乙烯-丙烯共聚物中的至少一种。上述材料的选用,使第一胶层和第二胶层的熔点调控在本技术范围内,更利于电化学装置提前实现排气效果,同时提高电化学装置的封装强度,使电化学装置的安全性能得以提升。
19.本技术的第二方面提供了一种电子装置,其包含上述任一实施方案所述的电化学装置。该电子装置具有良好的安全性能。
20.本技术提供了一种电化学装置及包含该电化学装置的电子装置,该电化学装置中,通过使第一区域的单位长度电阻r1大于第二区域的单位长度电阻r2,且二者满足1.5≤r1/r2 ≤12,相较于第二区域的电阻,第一区域的电阻增大。这样,电化学装置出现短路、过电流充电等异常时,电流经过第一区域可辅助产热,较第二区域更快速地实现升温。由此,第一区域处的极耳胶发生熔融,熔融部分所对应的极耳与壳体的顶封封装处失效,电解液产生的气体由顶封封装失效处排出,电化学装置提前实现排气效果。从而降低了电化学装置起火、爆炸等的风险,提升了电化学装置的安全性能。
21.当然,实施本技术的任一产品或方法并不一定需要同时达到以上所述的所有优点。
附图说明
22.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,还可以根据这些附图获得其他的实施例。
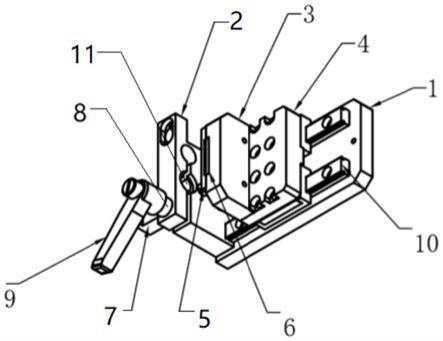
23.图1为本技术一种实施方案中的电化学装置结构示意图;
24.图2a为图1中的极耳沿a-a方向的剖面结构示意图;
25.图2b为图1中的极耳沿a-a方向的剖面结构示意图;
26.图2c为图1中的极耳沿a-a方向的剖面结构示意图;
27.图2d为图1中的极耳沿a-a方向的剖面结构示意图;
28.图3a为本技术的另一种实施方案中的极耳结构示意图;
29.图3b为本技术的再一种实施方案中的极耳结构示意图;
30.图3c为本技术的再一种实施方案中的极耳结构示意图;
31.图3d为本技术的再一种实施方案中的极耳结构示意图;
32.图3e为本技术的再一种实施方案中的极耳结构示意图;
33.图4为本技术一些实施例电化学装置中的极耳胶结构示意图;
34.图5为图4中的极耳胶沿m-m方向的剖面结构示意图;
35.图6为本技术另一些实施例电化学装置中的极耳胶结构示意图;
36.图7为图6中的极耳胶沿y-y方向的剖面结构示意图;
37.图8为本技术另一些实施例中的极耳胶结构示意图;
38.图9为图8中的极耳胶沿n-n方向的剖面结构示意图;
39.图10为本技术的另一种实施方案电化学装置中的极耳胶结构示意图;
40.图11为图10中的极耳胶沿q-q方向的剖面结构示意图;
41.图12为图10中的极耳胶经顶封热压后的结构示意图;
42.图13为本技术的另一种实施方案中的极耳和极耳胶的结构示意图。
43.具体实施方式中的附图标记说明:
44.1极耳;11第一区域;12第二区域;111凹槽;112镂空结构;2极耳胶;21第一胶层; 22第二胶层;221通孔;3壳体;100电化学装置。
具体实施方式
45.为使本技术的目的、技术方案及优点更加清楚明白,以下参照附图和实施例,对本技术进一步详细说明。显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员所获得的所有其他技术方案,都属于本技术保护的范围。
46.需要说明的是,本技术的具体实施方式中,以锂离子电池作为电化学装置的例子来解释本技术,但是本技术的电化学装置并不仅限于锂离子电池。
47.如图1所示,本技术提供了一种电化学装置100,其包含电极组件(未图示)、极耳1、极耳胶2以及容纳电极组件的壳体3,极耳1的一端电连接电极组件,极耳1的另一端延伸出壳体3。极耳1包含第一区域11和除第一区域11以外的第二区域12,第一区域11被极耳胶2覆盖。第一区域11的单位长度电阻r1与第二区域12的单位长度电阻r2满足:1.5 ≤r1/r2≤12。其中,单位长度电阻的单位为mω/mm。
48.本技术的发明人发现,通过使第一区域11的单位长度电阻r1大于第二区域12的单位长度电阻r2,且二者满足上述关系,使第一区域11的电阻较第二区域12的电阻增大。这样,电化学装置100出现短路、过电流充电等异常时,电流经过第一区域11可辅助产热,较第二区域12更快速地实现升温。由此,第一区域11处的极耳胶2发生熔融,熔融部分所对应的极耳1与壳体3的顶封封装处失效。电解液产生的气体,在电化学装置100温度达到自身临界失效温度之前,可以由顶封封装失效处排出,使电化学装置100提前实现排气效果。从而降低了电化学装置100起火、爆炸等的风险,提升了电化学装置100的安全性能。
49.需要说明的是,本技术对第一区域的单位长度电阻r1与第二区域的单位长度电阻r2没有特别限制,只要能够实现本技术目的即可。可以理解的是,第二区域的单位长度电阻r2 通常由正极极耳和/或负极极耳中第二区域的材料所决定,而第一区域的单位长度电阻r1可以根据r1/r2的数值得出。例如,第二区域的单位长度电阻r2为0.05mω/mm至0.3mω/mm,优选为0.088mω/mm至0.214mω/mm;第一区域的单位长度电阻r1为0.075mω/mm至 3.6mω/mm,优选为0.146mω/mm至2.5mω/mm。
50.在本技术的一种实施方案中,第一区域的材料包括镍、铝、铜镀镍合金、铁合金、镍合金、铝镍合金或铝合金中的至少一种。上述材料具有较高的电阻率,将其应用于第一区域,能够使第一区域的单位长度电阻r1和第二区域的单位长度电阻r2满足1.5≤r1/r2≤12,相较于第二区域的电阻,第一区域的电阻增大。这样,第一区域处的极耳胶发生熔融,电化学装置能够提前实现排气效果,降低了发生起火、爆炸等的风险。由此,电化学装置的安全性能得以提升。
51.优选地,第一区域的材料包括铁合金、镍合金、铝镍合金或铝合金中的至少一种。上述优选材料具有更高的电阻率,可以进一步增大第一区域的第一区域的电阻。更利于第一区域处的极耳胶发生熔融,使得电化学装置提前实现排气效果,更利于提升电化学装置
的安全性能。
52.在本技术的一种实施方案中,如图2a至图2d和图3a至图3e所示,第一区域11设有至少一个沿极耳1的厚度方向的凹槽111或至少一个沿极耳1的厚度方向(参考图2a至图 2d)贯穿的镂空结构112。通过在第一区域11设置凹槽111或镂空结构112,能够使第一区域11的单位长度电阻r1和第二区域12的单位长度电阻r2满足1.5≤r1/r2≤12,相较于第二区域12的电阻,第一区域11的电阻增大。这样,第一区域11处的极耳胶发生熔融,电化学装置100能够提前实现排气效果,降低了发生起火、爆炸等的风险。由此,电化学装置100的安全性能得以提升。
53.需要说明的是,上述第一区域11中沿极耳1的厚度方向设置的凹槽111,至少为一个,本领域技术人员可以根据实际需要,在极耳1的厚度方向的两侧设置大于等于一个凹槽111。例如,一个、两个、三个或四个等。本技术对凹槽111的具体设置位置不做限制,只要设置于第一区域11即可,实现本技术目的即可。图2a至图2d仅示例性地给出了凹槽111的几种形状,并不表示对凹槽111的形状的限制。上述第一区域11中沿极耳1的厚度方向贯穿的镂空结构112,至少为一个,本领域技术人员可以根据实际需要,在极耳1的厚度方向设置大于或等于一个镂空结构112。例如,一个、两个、三个或四个等。本技术对镂空结构112 的具体设置位置不做限制,只要设置于第一区域11即可,实现本技术目的即可。图3a至图 3e仅示例性地给出了镂空结构112的几种形状,并不表示对镂空结构112的形状的限制。还需要说明,在本技术中,“大于等于”即“≥”,也可以理解为大于或等于,同理,“小于等于”即“≤”也可以理解为小于或等于。
54.应理解,本技术中的宽度方向和厚度方向,均是相对于极耳自身进行定义。以上对于方向的定义是为了方便描述本技术的目的,可以根据附图与实际装置的元素的相对位置来理解本技术定义的方向。
55.在本技术的一种实施方案中,如图2a至图2d所示,沿极耳1的宽度方向(可参考图1) 观察,凹槽111的形状为三角形(如图2c)、半圆形(如图2a)、长方形(如图2b)或正方形(如图2d)中的至少一种,凹槽111的面积在第一区域11总面积中的占比s1为大于0%且小于等于50%。通过将凹槽111的面积占比s1调控在上述范围内,使得第一区域11的单位长度电阻r1和第二区域12的单位长度电阻r2满足1.5≤r1/r2≤12,相较于第二区域 12的电阻,第一区域11的电阻增大。这样,第一区域11处的极耳胶2发生熔融,电化学装置100能够提前实现排气效果,降低了发生起火、爆炸等的风险。由此,电化学装置100 的安全性能得以提升。
56.进一步地,第一区域的材料包括铁合金、镍合金、铝镍合金或铝合金中的至少一种时,凹槽的面积在第一区域总面积中的占比s1为大于0%且小于等于50%。优选地,凹槽的面积在第一区域总面积中的占比s1大于等于1%且小于或等于40%。这样,通过将上述具有高电阻率的材料应用于第一区域中,且在第一区域设置面积占比s1在上述范围内的凹槽,使得第一区域的单位长度电阻r1和第二区域的单位长度电阻r2满足1.5≤r1/r2≤12,相较于第二区域的电阻,第一区域的电阻增大。这样,第一区域处的极耳胶发生熔融,电化学装置能够提前实现排气效果,降低了发生起火、爆炸等的风险。由此,电化学装置的安全性能得以提升。
57.在本技术的一种实施方案中,如图3a至图3e所示,沿极耳1的厚度方向(参考图2a 至图2d)观察,镂空结构112的形状为三角形(如图3a)、半圆形(如图3b)、长方形(如图3e)或
正方形(如图3c和图3d)中的至少一种,镂空结构112的面积在第一区域11总面积中的占比s2为大于0%且小于等于50%。通过将镂空结构112的面积占比s2调控在上述范围内,使得第一区域11的单位长度电阻r1和第二区域12的单位长度电阻r2满足1.5 ≤r1/r2≤12,相较于第二区域12的电阻,第一区域11的电阻增大。这样,第一区域11 处的极耳胶2发生熔融,电化学装置100能够提前实现排气效果,降低了发生起火、爆炸等的风险。由此,电化学装置100的安全性能得以提升。
58.进一步地,第一区域的材料包括铁合金、镍合金、铝镍合金或铝合金中的至少一种时,镂空结构的面积在第一区域总面积中的占比s2为大于0%且小于等于50%。优选地,镂空结构的面积在第一区域总面积中的占比s2大于或等于1%且小于等于40%。这样,通过将上述具有高电阻率的材料应用于第一区域中,且在第一区域设置面积占比在上述范围内的镂空结构,使得第一区域的单位长度电阻r1和第二区域的单位长度电阻r2满足1.5≤r1/r2 ≤12,相较于第二区域的电阻,第一区域的电阻增大。这样,第一区域处的极耳胶发生熔融,电化学装置能够提前实现排气效果,降低了发生起火、爆炸等的风险。由此,电化学装置的安全性能得以提升。
59.在本技术的一种实施方案中,极耳胶包含第一胶层和第二胶层,第一胶层的熔点为110℃至135℃,第二胶层的熔点为145℃至180℃。这样,第一区域实现升温时,低熔点的第一胶层率先发生熔融,熔融部分所对应的极耳与壳体的顶封封装处失效。电解液产生的气体,在电化学装置温度达到自身临界失效温度之前,可以由顶封封装失效处排出,使电化学装置提前实现排气效果。从而降低了电化学装置起火、爆炸等的风险,提升了电化学装置的安全性能。同时,高熔点的第二胶层的设置,可以提高极耳与壳体的封装强度,防止极耳胶过熔造成极耳与壳体之间的腐蚀及短路,进而提升电化学装置的安全性能。
60.在本技术的一种实施方案中,沿极耳的宽度方向,极耳胶为条状复合结构,第一胶层和第二胶层沿极耳的宽度方向间隔设置,第一胶层的条数为1条至4条。上述结构的极耳胶的设置,更利于减少顶封封装占用的厚度。例如,第一胶层21的条数为1条、2条、3 条或4条。示例性地,如图4和图5所示,图4示出了本技术一些实施例中的极耳胶结构的示意图(含极耳,未示出),沿极耳1的宽度方向(可参考图1),极耳胶2为条状复合结构,第一胶层21和第二胶层22沿极耳1的宽度方向间隔设置,第一胶层21的条数为4条。示例性地,如图6和图7所示,图6示出了本技术另一些实施例中的极耳胶的结构示意图,第一胶层21的条数为1条的条状复合结构的极耳胶2。如图7所示,第一胶层21优先与极耳1相接触,更利于电化学装置100提前实现排气效果。本技术对第二胶层22的条数没有特别限制,只要能够实现本技术目的即可。
61.在本技术的一种实施方案中,参见图4,沿极耳1的厚度方向观察,第一胶层21的面积在极耳胶2的总面积中的占比s3为20%至80%。第一胶层21的面积在极耳胶2的总面积中的占比s3过小(例如小于20%)时,影响电化学装置100提前实现排气效果,进而影响电化学装置100的安全性能。第一胶层21的面积在极耳胶2的总面积中的占比s3过大 (例如大于80%)时,影响极耳1与壳体3的封装强度,进而影响电化学装置100的安全性能。通过将第一胶层21的面积占比调控在上述范围内,更利于提升电化学装置100的安全性能。
62.在本技术的一种实施方案中,参见图5,极耳胶2的厚度h为40μm至200μm。将极耳胶2的厚度h调控在上述范围内,可以充分发挥极耳胶2的保护作用,并且避免了由于极耳胶2
的厚度过大(例如大于200μm)所带来的电化学装置100能量密度的损失,从而降低了电化学装置100能量密度减少的可能性。
63.在本技术的一种实施方案中,参见图5,在极耳1的厚度方向上,极耳1的两侧均设置有极耳胶2,极耳1两侧的极耳胶2的结构以及性质相同。需要说明,在本技术的另一种实施方案中,极耳两侧的极耳胶的结构和性质可以不同,只要能够实现本技术目的即可。
64.在本技术的一种实施方案中,沿极耳的厚度方向,极耳胶为多层复合结构,第一胶层和第二胶层沿极耳的厚度方向间隔层叠,第一胶层的层数为1层至3层。例如,第一胶层的层数为1层、2层或3层。极耳胶中与极耳接触的一侧为第一胶层,极耳胶中与壳体内表面接触的一侧为第二胶层。上述结构的极耳胶的设置,制备工艺简单,更利于应用于工业生产中,提升极耳胶的生产效率,从而提升电化学装置的生产效率。示例性地,图8和图9 示出了本技术一些实施例中的极耳胶结构示意图,沿极耳1的厚度方向,极耳胶2为多层复合结构,第一胶层21和第二胶层22沿极耳1的厚度方向间隔层叠设置,第一胶层21的层数为1层。其中,第一胶层21与极耳1接触,更利于低熔点的第一胶层21率先发生熔融,从而更利于电化学装置100提前实现排气效果,提升电化学装置100的安全性能。高熔点的第二胶层22与壳体3的内表面接触,这样,更利于提高极耳1与壳体3的封装强度,防止极耳胶2过熔造成极耳1与壳体3之间的腐蚀及短路,进而提升电化学装置100的安全性能。本技术对第二胶层22的层数没有特别限制,只要能够实现本技术目的即可。
65.在本技术的一种实施方案中,参见图9,第一胶层21的单层厚度h1为20μm至200μm,第二胶层22的单层厚度h2为20μm至200μm。通过将第一胶层21的单层厚度h1和第二胶层22的单层厚度h2调控在上述范围内,可以充分发挥极耳胶2的保护作用,并且避免了由于极耳胶2的厚度过大(例如第一胶层21的单层厚度h1大于20μm,第二胶层22的单层厚度h2大于200μm)所带来的电化学装置100能量密度的损失,从而降低了电化学装置100能量密度减少的可能性。
66.在本技术的一种实施方案中,参见图9,与极耳1的引出方向垂直的极耳胶2的横截面中,第一胶层21的面积在极耳胶2的总面积中的占比s4为20%至80%。将第一胶层21的面积占比s4调控在上述范围内,更利于提升电化学装置100的安全性能。
67.本技术对极耳胶的制备方法没有特别限制,只要能够实现本技术目的即可。例如,条状复合结构的极耳胶可以采用如下步骤制备:将第一胶层原料、第二胶层原料分别送入对应的挤出机料斗中进行热熔共挤出,然后快速冷却定型成胶片。通过横向间隔设置多个第一胶层和第二胶层挤出口,实现单层条状复合结构的极耳胶。将极耳置于2片上述极耳胶之间,通过施加热压实现极耳胶与极耳的复合。
68.多层复合结构的极耳胶可以采用如下步骤制备:将第一胶层原料、第二胶层原料分别送入对应的挤出机料斗中进行热熔共挤出,然后快速冷却定型成胶片。通过纵向设置第一胶层和第二胶层挤出口,实现多层复合结构的极耳胶。将极耳置于2片上述极耳胶之间(低熔点胶层朝向极耳),通过施加热压实现极耳胶与极耳的复合。
69.在本技术的一种实施方案中,如图10和图11所示,极耳胶2包含第一胶层21和第二胶层22,第二胶层22包括多个沿第二胶层22的厚度方向(与极耳1的厚度方向相同)贯穿的通孔221,经顶封热压后,如图12所示,第一胶层21嵌入第二胶层22的通孔221内,可以增强第一胶层21和第二胶层22的粘接性,降低第一胶层21和第二胶层22分层的可能性。由此,可
以提高极耳1与壳体3的封装强度,防止极耳胶2过熔造成极耳1与壳体3 之间的腐蚀及短路,从而提升电化学装置100的安全性能。需要说明的是,本技术对通孔 221的大小、数量和设置位置均没有特别限制,只要能够实现本技术目的即可,图10至图 12仅作为示例性的说明。
70.在本技术的一种实施方案中,参见图13,极耳胶2的宽度w1为1mm至10mm,极耳胶2的肩宽w2为0.2mm至10mm;极耳胶2的肩宽w2为沿极耳的宽度方向,极耳胶2 的一侧超出同一侧的极耳1边缘的距离。将极耳胶2的宽度w1和肩宽w2调控在上述范围内,更利于提高极耳1与壳体3的封装强度,防止极耳胶2过熔造成极耳1与壳体3之间的腐蚀及短路,从而提升电化学装置100的安全性能。
71.在本技术的一种实施方案中,第一胶层的材料包含聚乙烯、聚丙烯、聚氨酯或乙烯-丙烯共聚物中的至少一种,第二胶层的材料包含聚乙烯、聚丙烯、聚氨酯或乙烯-丙烯共聚物中的至少一种。上述材料的选用,使第一胶层和第二胶层的熔点调控在本技术范围内,更利于电化学装置提前实现排气效果,同时提高电化学装置的封装强度,使电化学装置的安全性能得以提升。本技术对上述各种材料的重均分子量没有特别限制,只要能够实现本技术目的即可。
72.本技术的电极组件包含隔膜、正极极片和负极极片,隔膜用以分隔正极极片和负极极片,防止电化学装置内部短路,允许电解质离子自由通过,完成电化学充放电过程的作用。本技术对电极组件的结构没有特别限制,只要能够实现本技术目的即可。例如,电极组件的结构可以为卷绕结构和叠片结构。在本技术中,对隔膜、正极极片和负极极片的数量和种类均没有特别限制,只要能实现本技术目的即可。
73.本技术中,“极耳”包括正极极耳和/或负极极耳。正极极耳是从正极极片上引出,负极极耳是从负极极片上引出。本技术的“第一区域”是指,正极极耳和/或负极极耳的第一区域。本领域技术人员应当理解,在本技术的一些实施例中,正极极耳的第一区域被本技术的极耳胶覆盖,负极极耳的第一区域被现有技术中的极耳胶覆盖。在本技术的另一些实施例中,负极极耳的第一区域被本技术的极耳胶覆盖,正极极耳的第一区域被现有技术中的极耳胶覆盖。在本技术的再一些实施例中,正极极耳的第一区域和负极极耳的第一区域均被本技术的极耳胶覆盖。
74.本技术对极耳的厚度、宽度和长度没有特别限制,只要能够实现本技术目的即可。例如,极耳的厚度为0.05mm至0.5mm,极耳的宽度为2mm至20mm,极耳的长度为15mm 至100mm。
75.在本技术中,对极耳第二区域的材料不做特别限定,只要能实现本技术的目的即可。例如,正极极耳第二区域的材料包括铝(al)、铝镍合金或铝合金中的至少一种,负极极耳第二区域的材料包括镍(ni)、铜(cu)或铜镀镍(ni-cu)中的至少一种。
76.本技术的壳体通常是指铝塑膜壳体。
77.本技术的电化学装置还包括电解液,本技术对电解液的种类没有特别限制,只要能够实现本技术目的即可。
78.本技术第二方面提供了一种电子装置,包含本技术前述任一实施方案中的电化学装置。本技术提供的电化学装置具有良好的安全性能,因此该电子装置也具有良好的安全性能。
79.本技术的电子装置没有特别限定,其可以是现有技术中已知的任何电子装置。例如,显示装置包括但不限于笔记本电脑、笔输入型计算机、移动电脑、电子书播放器、便携式电话、便携式传真机、便携式复印机、便携式打印机、头戴式立体声耳机、录像机、液晶电视、手提式清洁器、便携cd机、迷你光盘、收发机、电子记事本、计算器、存储卡、便携式录音机、收音机、备用电源、电机、汽车、摩托车、助力自行车、自行车、照明器具、玩具、游戏机、钟表、电动工具、闪光灯、照相机、家庭用大型蓄电池和锂离子电容器等。
80.本技术中所用的术语一般为本领域技术人员常用的术语,如果与常用术语不一致,以本技术中的术语为准。
81.以下,举出实施例及对比例来对本技术的实施方式进行更具体地说明。各种的试验及评价按照下述的方法进行。另外,只要无特别说明,“份”、“%”为质量基准。
82.测试方法和设备:
83.单位长度电阻的测试:
84.单位长度电阻=样品电阻/样品长度,使用万用表测试样品电阻。
85.过充测试:
86.将锂离子电池在25℃下,将满放的锂离子电池充电至6v,再恒压充电7h,监控锂离子电池主体表面温度和极耳封装处的温度变化,不着火不冒烟即为通过。其中,监控过程中,锂离子电池主体表面最高温度记为t1(℃),极耳封装处最高温度记为t2(℃)。
87.实施例1-1
88.选用型号为702850(生产厂商:宁德新能源科技有限公司)的锂离子电池。
89.其中,正极极耳的厚度为0.08mm、宽度为4mm、长度为40mm、第一区域和第二区域的材料均为铝,覆盖正极极耳的第一区域的极耳胶为单层结构,极耳胶的材料为聚丙烯,熔点为160℃,极耳胶的厚度为80μm,极耳胶的宽度为4.5mm,极耳胶的肩宽为2.2mm。
90.负极极耳的厚度为0.08mm、宽度为4mm、长度40mm、第一区域和第二区域的材料均为镍,负极极耳的第一区域设置有如图3b所示的两个形状为半圆形(半径1mm)的镂空结构,镂空结构的面积在第一区域总面积中的占比s2为39%。覆盖负极极耳的第一区域的极耳胶为如图6和图7所示的条状复合结构,第一胶层21的条数为1条,第二胶层22的条数为2条,第一胶层21位于两个第二胶层22中间、且与负极极耳的第一区域相接触。第一胶层的熔点为120℃、材料为pe,第二胶层的熔点为160℃、材料为pp。极耳胶的厚度 h为80μm,极耳胶的宽度w1为4.5mm,极耳胶的肩宽w2为2.2mm,第一胶层的宽度 w3为3mm;第一胶层的面积在极耳胶的总面积中的占比s3为33%。
91.实施例1-2至实施例1-4
92.除了按照表1调整相关制备参数以外,其余与实施例1-1相同。
93.实施例1-5至实施例1-7
94.除了按照表1调整相关制备参数,以及覆盖正极极耳的第一区域和负极极耳的第一区域的极耳胶与实施例1-1相反以外,其余与实施例1-1相同。
95.实施例1-8
96.除了按照表1调整相关制备参数,以及覆盖正极极耳的第一区域和负极极耳的第一区域的极耳胶均为实施例1-1中覆盖负极极耳的第一区域的极耳胶以外,其余与实施例1-1相同。
97.实施例1-9至实施例1-10
98.除了按照表1调整相关制备参数以外,其余与实施例1-4相同。
99.实施例1-11
100.除了负极极耳的第一区域设置有如图2a所示的两个形状为半圆形(半径1mm)的凹槽 111,凹槽111的面积在第一区域总面积中的占比s1为1%,以及按照表1调整相关制备参数以外,其余与实施例1-1相同。
101.实施例1-12至实施例1-13
102.除了按照表1调整相关制备参数以外,其余与实施例1-11相同。
103.实施例2-1至实施例2-5
104.除了按照表1调整相关制备参数以外,其余与实施例1-1相同。
105.实施例2-6
106.除了将覆盖负极极耳的第一区域的极耳胶替换为如图9所示的多层复合结构,第一胶层21(厚度为20μm)的层数为1层,第二胶层22(厚度为200μm)的层数为1层,第一胶层21与极耳1接触,第二胶层22与壳体3内表面接触以外,其余与实施例1-1相同。
107.实施例2-7至实施例2-12
108.除了按照表1调整相关制备参数以外,其余与实施例2-6相同。
109.实施例2-13至实施例2-14
110.除了按照表1调整相关制备参数以外,其余与实施例1-1相同。
111.实施例2-15
112.除了第二胶层包括如图10所示的8个通孔221以外,其余与实施例2-6相同。
113.对比例1
114.除了在负极极耳的第一区域不设置镂空结构,覆盖负极极耳的第一区域的极耳胶与覆盖正极极耳的第一区域的极耳胶相同以外,其余与实施例1-1相同。
115.对比例2
116.除了在负极极耳的第一区域不设置镂空结构以外,其余与实施例1-1相同。
117.各实施例和对比例的制备参数和性能参数如以下表1至表2所示。
118.119.[0120][0121]
从实施例1-1至实施例1-13、对比例1至对比例2可以看出,本技术的电化学装置通过在正极极耳和/或负极极耳的第一区域设置具有高电阻率的材料,和/或在第一区域设置凹槽或镂空结构,使正极极耳和/或负极极耳的第一区域的单位长度电阻r1与第二区域的单位长度电阻r2满足1.5≤r1/r2≤12。相比于对比例1至对比例2的电化学装置,实施例1-1
至实施例1-13的电化学装置中,极耳封装处的最高温度t2接近或大于或等于第一胶层的熔点,使顶封封装处失效,电解液产生的气体由顶封封装失效处排出。因此实施例1-1至实施例 1-13的电化学装置能够通过过充测试,具有更优的安全性能。
[0122]
第一胶层和第二胶层的熔点通常也会影响电化学装置的安全性能。从实施例1-1、实施例2-1至实施例2-2、实施例2-6至实施例2-8可以看出,第一胶层和第二胶层的熔点在本技术范围内的电化学装置,具有良好的安全性能。
[0123]
第一胶层的面积占比s3或s4通常也会影响电化学装置的安全性能。从实施例1-1、实施例2-4、实施例2-5、实施例2-10至实施例2-12可以看出,第一胶层的面积占比s3/s4在本技术范围内的电化学装置,具有良好的安全性能。
[0124]
极耳胶的结构为条状复合结构时,第一胶层的条数通常也会影响电化学装置的安全性能。从实施例1-1、实施例2-3可以看出,第一胶层的条数在本技术范围内的电化学装置,具有良好的安全性能。
[0125]
极耳胶的结构为多层复合结构时,第一胶层的层数通常也会影响电化学装置的安全性能。从实施例2-6、实施例2-9可以看出,第一胶层的条数在本技术范围内的电化学装置,具有良好的安全性能。
[0126]
极耳胶的宽度和肩宽通常也会影响电化学装置的安全性能。从实施例1-1、实施例2-13、实施例2-14可以看出,极耳胶的宽度和肩宽在本技术范围内的电化学装置,具有良好的安全性能。
[0127]
第二胶层上的通孔通常也会影响电化学装置的安全性能。从实施例2-6、实施例2-15 可以看出,第二胶层上设置有通孔的电化学装置,具有良好的安全性能。
[0128]
以上所述仅为本技术的较佳实施例,并不用以限制本技术,凡在本技术的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本技术保护的范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。