v300三向壳体自动粘贴隔离器的装置
技术领域
1.本实用新型涉及一种v300三向壳体自动粘贴隔离器的装置。
背景技术:
2.在光通信行业中,产品封装主要有发射端和接收端两种。但连接发射端和接收端的其中一部分,我们称之为壳体,壳体通过激光标刻以及贴滤波片后,需要粘贴隔离器,隔离器具有透光性,方便后续耦合焊接过程接收光功率。目前行业无专业设备自动粘贴v300三向壳体的隔离器,均是人为手动作业,其过程是将壳体依次放置于光学显微镜下,逐个寻找壳体上放隔离器孔的中心并使用装有8300混合胶点胶针头在最下方的孔台阶(直径为2mm)上均匀涂胶,确保隔离器与壳体缝隙胶量要布满一圈;然后使用刀片吸取隔离器放入并使用镊子调整方向,需要调整隔离器pgp片与壳体外侧平行,确保隔离器放入底部且规定的方向误差不超过正负5
°
,最后放入烤盘进行烘烤。手工组装缺点:1、点胶胶量依靠人眼控制(胶量过少烘烤完需重新补胶,胶量过多会返工除胶,严重会报废产品;2、放隔离器依靠人眼识别方向和位置,使用镊子或刀片对产品有损伤风险;3、组装效率低,人力成本大,每次组装需3-4人进行。
技术实现要素:
3.为了克服现有技术的缺点,本实用新型提供了v300三向壳体自动粘贴隔离器的装置。
4.本实用新型所采用的技术方案是:一种v300三向壳体自动粘贴隔离器的装置,包括上料机构、下料机构、机械手机构、悬臂机构、转盘机构、贴隔离器机构和点胶机构,其中:所述上料机构包括上料盘、y轴电机模组、x轴电机模组,以及与旋转气缸连接的旋转工件;所述点胶机构包括固定微型激光测距仪组件和设置在移动滑台上的点胶气缸,以及安装在点胶气缸上的固定点胶针头组件;所述贴隔离器机构包括上隔离器机构、一号相机和二号相机;所述悬臂机构包括x轴电机滑台、y轴电机滑台、z轴电机滑台,以及设置在z轴电机滑台上的悬臂,在悬臂上设置的直线导轨,在直线导轨上设置的吸隔离器吸嘴;所述机械手机构包括四轴机械手和设置在四轴机械手上的吸壳体吸嘴机构;所述转盘机构包括安装在ddr马达上的转盘和设置在转盘上的旋转夹紧机构。
5.与现有技术相比,本实用新型的积极效果是:
6.1、本实用新型每次可连续跑3单120颗,而手工一个人一次只能跑一单40颗,设备使用率更高;
7.2、本实用新型效率为7.5秒/颗,人工平均效率25秒/颗,大大降低人工成本;
8.3、本实用新型使用相机图像识别精度明显高于人眼,图像识别精度误差
±
0.1
°
,保证产品一致性;
9.4、本实用新型整体效率提高300%。
附图说明
10.本实用新型将通过例子并参照附图的方式说明,其中:
11.图1为v300三向壳体自动粘贴隔离器设备整体正视图;
12.图2为v300三向壳体自动粘贴隔离器设备工作台面2俯视图;
13.图3为v300三向壳体自动粘贴隔离器设备工作台面2正视图;
14.图4为v300三向壳体自动粘贴隔离器设备工作台面2左视图;
15.图5为上料机构5组件俯视图;
16.图6为点胶机构11组件示意图;
17.图7为贴隔离器机构10局部示意图;
18.图8为贴隔离器机构10中的上隔离器机构俯视图;
19.图9为贴隔离器机构10中的悬臂机构8的右视图;
20.图10为贴隔离器机构10中的悬臂机构8的俯视图;
21.图11为机械手机构7示意图;
22.图12为机械手机构7中吸壳体吸嘴机构37示意图;
23.图13为下料机构6的俯视图;
24.图14为转盘机构9的示意图;
25.图15为转盘机构中旋转夹紧结构的正视图;
26.图中附图序号标记包括:v300三向壳体自动粘贴隔离器设备整体1100*1000*1650尺寸框架1;v300三向壳体自动粘贴隔离器设备工作台面2;电控板3;脚轮4;上料机构5;下料机构6;机械手机构7;悬臂机构8;转盘机构9;贴隔离器机构10;点胶机构11;旋转气缸12;旋转工件13;上料机构y轴电机模组14;上料盘15;上料机构x轴电机模组16;肘夹17;固定点胶针头组件18;固定微型激光测距仪组件19;xyz及旋转手动移动滑台20;点胶气缸21;中空旋转电机22;吸隔离器平台23;一号相机和二号相机的光源安装架24;二号相机25;一号相机26;推隔离器气缸27;推隔离器工装28;装隔离器工装29;吸隔离器吸嘴30;直线导轨31;悬臂32;悬臂机构z轴电机滑台33;悬臂机构y轴电机滑台34;悬臂机构x轴电机滑台35;四轴机械手36;吸壳体吸嘴机构37;花键轴承组合38;伸缩弹簧39;吸壳体吸嘴40;二号下料盘41;一号下料盘42;三号下料盘43;旋转夹紧机构44;电气动滑环45;ddr马达46;步进电机47;主动同步轮48;壳体49;壳体夹紧工装50;轴承51;同步带52;从动同步轮53;伸缩气缸54。
具体实施方式
27.v300三向壳体自动粘贴隔离器的装置,整体结构如图1所示,包括:v300三向壳体自动粘贴隔离器设备整体1100*1000*1650尺寸框架1、v300三向壳体自动粘贴隔离器设备工作台面2、电控板3和脚轮4等,其中,放置v300三向壳体自动粘贴隔离器设备整体1100*1000*1650mm尺寸框架1的v300三向壳体自动粘贴隔离器设备工作台面2距离地面650mm,适合人员操作高度;电控板3上接电气控制部分,箱柜里可放工控机,万向脚轮4可让设备整体移动,方便搬运,旁边配脚杯方便固定。
28.如图2、3、4所示,在v300三向壳体自动粘贴隔离器设备工作台面2上设置有上料机构5、下料机构6、机械手机构7、悬臂机构8、转盘机构9、贴隔离器机构10和点胶机构11,其
中:
29.所述上料机构5的结构如图5所示,包括:旋转气缸12、旋转工件13、上料机构y轴电机模组14、上料盘15、上料机构x轴电机模组16和肘夹17等。上料盘15每次上料为20*10的行列组合共200颗壳体平放在里面,将上料盘15放置在上料位置使用肘夹17固定住,开启自动运行,上料盘15通过上料机构y轴电机模组14移动到第一行,上料机构x轴电机模组16会推动推杆一颗一颗将壳体推到旋转工件13里面,旋转工件13通过旋转气缸12会旋转90
°
将壳体立起来等待机械手机构7过来取料,吸取壳体后放入壳体夹紧工装50中夹紧,转盘机构9会旋转90
°
达到点胶位置。
30.所述点胶机构11的结构如图6所示,包括:固定点胶针头组件18、固定微型激光测距仪组件19、xyz及旋转手动移动滑台20和点胶气缸21等。固定点胶针头组件18具有抱紧针尖工装,保证每次换胶后针筒和针尖位置不会发生改变,点胶使用点胶机,用点胶时间控制胶量多少,8300混合胶只有两个小时,胶量变化明显,通过设定时间节点,在特定的时间节点,点胶时间有所变化,即可实现胶量的稳定。固定点胶针头组件18是安装在点胶气缸21上的,点胶气缸21是固定在xyz及旋转手动移动滑台20上的,手动调节xyz及旋转手动移动滑台20的位置让点胶针尖伸出的位置在壳体上方需要点胶的孔内壁附近,锁紧xyz及旋转手动移动滑台20位置,固定微型激光测距仪组件19中安装有微型激光测距仪,测量每次旋转到点胶位置的壳体是否倾斜,防止点胶和后面贴隔离器的位置不一样;点胶时点胶气缸21会伸出以倾斜方式点胶,点完一点胶后收回,壳体夹紧工装50会让壳体旋转90
°
,再次重复点胶动作,依次点胶四点完成后,壳体夹紧工装50会旋转回初始方向,依靠转盘机构9会旋转90
°
到达贴隔离器位置。
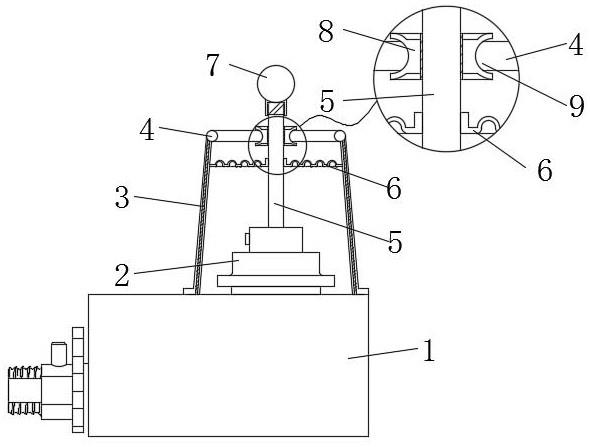
31.所述贴隔离器机构10的结构如图7所示,包括:中空旋转电机22、吸隔离器平台23、一号相机和二号相机的光源安装架24、二号相机25、一号相机26、推隔离器气缸27、推隔离器工装28和装隔离器工装29等。其中贴隔离器机构10中包含上隔离器机构,如图8所示,包括吸隔离器平台23、推隔离器气缸27、推隔离器工装28、装隔离器工装29,其中,装隔离器工装29固定在安装板上,将直径为2mm、厚为1.1mm的隔离器竖直放置且标记点朝上装进装隔离器工装29的孔内,依靠隔离器的磁性特征,形成一个竖直的圆柱型长条,所形成圆柱增大了隔离器周围的磁场,所以最多放置50颗隔离器在一起,方便推隔离器工装28将隔离器一颗颗推出磁场,推隔离器工装28安装在推隔离器气缸27上,推隔离器工装28为1mm厚的铝板,推隔离器气缸27伸出将隔离器推到吸隔离器平台23的固定位置,吸隔离器平台23安装在中空旋转电机22上,中空旋转电机22由于是中空可通真空,吸隔离器平台23固定隔离器的位置开小孔可依靠真空吸住隔离器,而隔离器依靠自身重力会一颗颗向下掉到吸隔离器平台23位置,气缸收回待吸隔离器平台23的隔离器被吸走后会再次推出一颗隔离器,实现隔离器自动上料。二号相机25和一号相机26分别固定在转盘机构9夹紧壳体的正上方和吸隔离器平台23的正上方,两个相机下方均安装了一号相机和二号相机的光源安装架24方便安装光源,首先一号相机26拍照识别隔离器的角度和坐标,然后二号相机25拍照识别壳体的角度和坐标,悬臂机构8会根据隔离器的坐标去吸取隔离器,同时二号相机25识别到的壳体角度和隔离器角度对比,壳体夹紧工装50会将夹紧的壳体旋转到隔离器一致的角度,二号相机25再次拍照得到壳体的角度和坐标,吸取隔离器的悬臂机构8会根据第二次得到的壳体坐标将隔离器放置在壳体里,之后悬臂机构8移动到安全位置,二号相机25再次拍照检
查隔离器在壳体中是否放好,判断ng或者ok,完成之后壳体夹紧工装50会松开壳体,转盘机构9会朝同一个方向再次旋转90
°
等待机械手取走壳体。
32.所述悬臂机构8的结构如图9和图10所示,包括:吸隔离器吸嘴30、直线导轨31、悬臂32、悬臂机构z轴电机滑台33、悬臂机构y轴电机滑台34、悬臂机构x轴电机滑台35。吸隔离器吸嘴30安装在直线导轨31上,旁边加装弹簧实现可上下缓冲,直线导轨31安装在悬臂32上,悬臂32安装在悬臂机构z轴电机滑台33上,悬臂机构z轴电机滑台33安装在悬臂机构y轴电机滑台34上,悬臂机构y轴电机滑台34安装在悬臂机构x轴电机滑台35上,悬臂机构x轴电机滑台35安装在底座板上,至此整个悬臂机构8可实现xyz三个方向上的移动。利用伸出的悬臂32上的吸隔离器吸嘴30可吸取吸隔离器平台23上的隔离器并放置在壳体夹紧工装50上的壳体中。
33.所述机械手机构7的结构如图11所示,包括:四轴机械手36、吸壳体吸嘴机构37。四轴机械手36是集控制箱和机械手一体的小型机械手,方便安装接线。吸壳体吸嘴机构37的结构如图12所示,包括:花键轴承组合38、伸缩弹簧39、吸壳体吸嘴40。吸壳体吸嘴40安装在连接件上,连接件安装在花键轴承组合38上,中间加上伸缩弹簧39实现缓冲功能,花键轴承组合38通过连接件安装在四轴机械手36上,其中花键轴为空心轴,可通真空,使用真空及破真空一体电磁阀可使吸壳体吸嘴40分别产生真空和吹气,以此吸壳体吸嘴40能将壳体吸取成功并完全放到下料盘中。
34.所述下料机构6的结构如图13所示,包括:二号下料盘41、一号下料盘42、三号下料盘43。三个下料盘均为10*4的行列组合,即上料盘200颗,每40颗一单,下料盘每盘放置一单,避免混料。每个下料盘均使用销钉孔定位,且上下不一,防止放反。
35.所述转盘机构9的结构如图14所示,包括:旋转夹紧机构44、电气动滑环45、ddr马达46。将圆盘安装在ddr马达46上成为转盘,ddr马达中间中空由伺服控制旋转且没有回程间隙,旋转精度非常高,转盘工作中只需要朝一个方向运转,可实现每次旋转的重复定位性一致,由于转盘上安装有四组旋转夹紧机构44,旋转夹紧机构44具有电气结合需求,使用电气动滑环45分别给每组旋转夹紧机构44接电气。旋转夹紧机构44的结构如图15所示,包括:步进电机47、主动同步轮48、壳体49、壳体夹紧工装50、轴承51、同步带52、从动同步轮53和伸缩气缸54等。壳体49是放置在壳体夹紧工装50中的,壳体夹紧工装50是安装在套筒里边用销定位的,套筒通过连接件固定在轴承51上,轴承51所安装的轴上安装有从动同步轮53,从动同步轮53通过同步带52连接主动同步轮48,主动同步轮48安装在步进电机47上,轴承51所安装的轴会通过连接件安装在伸缩气缸54上,即可实现壳体夹紧工装50的旋转和夹紧功能。
36.本实用新型利用转盘循环方式,提供了一种将产品壳体依次上料下料的组装过程,达到无缝衔接的生产方式。其工程过程主要包括四个步骤:1、上料;2、点胶;3、贴隔离器;4、下料。先将上料盘按规定方向固定在上料位置,上料机构x轴电机模组16使用推杆将壳体49一颗一颗推入旋转工件13中,使用旋转气缸12旋转90
°
,接着四轴机械手36过来吸取壳体49放置到转盘旋转夹紧机构44上的壳体夹紧工装50中夹紧,转盘机构9旋转90
°
,接下来到点胶气缸21伸出针头进行点胶,然后点胶气缸21收回完成一次点胶,等待壳体49旋转90
°
后重复点胶动作共4次完成点胶;转盘再旋转90
°
等待粘贴隔离器;推隔离器气缸27会伸出依靠推隔离器工装28从装隔离器工装29中推出一颗隔离器到吸隔离器平台23,一号相机
26会识别隔离器角度和坐标,吸隔离器吸嘴30根据隔离器坐标去吸取隔离器,此时二号相机25获取壳体49的坐标和角度,根据隔离器的角度旋转夹紧机构44会旋转壳体角度与隔离器角度一致,随后吸隔离器吸嘴30将吸取的隔离器放入壳体49内,随后二号相机25再次拍照确认隔离器角度是否正确,判断完成后转盘再次旋转90
°
等待下料,吸壳体吸嘴机构37过来吸取壳体49放入下料盘中,即完成一颗壳体的隔离器粘贴,后面的产品过程依次往复。
37.本实用新型与背景技术的不同之处:
38.(1)背景技术会先将一盘200颗料(5单)按照每单40颗转移到其他工装盘里面方便显微镜下观察放料,本设备不需要转料直接将200颗工装盘上料开始组装。
39.(2)背景技术处理一单40颗会先给每个壳体涂胶,然后再将隔离器一颗颗放进去,最后再每颗调整方向,步骤单一、耗费时间,且作业重复性不如设备高;本实用新型是每个工位环环相扣,在贴隔离器的同时,后一颗壳体就在点胶,大大缩短作业时间,每颗产品产出只需7.5秒左右即可完成。
40.(3)背景技术采用的是人眼识别角度,误差难以测量,无特定标准;本设备使用相机图像识别角度,误差精度在
±
0.1
°
,更加准确、一致、重复性更高。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。