1.本实用新型涉及轴向磁通电机领域,尤其涉及一种轴向磁通电机转子的硅钢盘。
背景技术:
2.轴向磁通电机以轴向尺寸小、高转矩密度、高功率密度和高效率等优点,被广泛应用于电动汽车、通用工业和家用电器等领域。现有的轴向磁通电机一般采用硅钢片作为转子和定子的叠片材料,在转子的成型过程中,通过硅钢片冲压切割形成多个不同宽度的片材,然后依次将多个片材按照宽度渐大的方式进行叠合,以形成多个形状一致的扇形硅钢块,最后将多个硅钢块呈环形间隔排列于转子支架上,并且每个硅钢块的多层片材沿着转子支架的径向排列,以获得转子。
3.由上述可知,每个硅钢块需要多个不同宽度的片材进行叠合,然后再逐个与转子支架进行拼合,以形成转子盘,不仅制作效率低,而且无法保证每个硅钢块在转子盘上位置的一致性,降低了转子盘的机械可靠性。
技术实现要素:
4.为了解决上述问题,本实用新型提供了一种生产效率高,且保证每个硅钢块在转子盘上位置一致性的轴向磁通电机转子的硅钢盘。
5.本实用新型提供一种轴向磁通电机转子的硅钢盘,所述硅钢盘具有沿周向间隔排列的多组转子槽,相邻的两组转子槽之间界定了一硅钢块,每组转子槽的数量为两个,且相对设置于所述硅钢盘轴向的两侧,每组的两所述转子槽之间界定了一连接相邻两所述硅钢块的连接筋。
6.作为优选的技术方案,所述连接筋分别至所述硅钢盘轴向两侧的距离相一致。
7.作为优选的技术方案,所述转子槽沿所述硅钢盘轴向上的尺寸,其为连接筋沿所述硅钢盘轴向尺寸的3倍或以上。
8.作为优选的技术方案,所述转子槽贯穿所述硅钢盘的内周缘和外周缘。
9.作为优选的技术方案,所述硅钢块呈梯形,所述硅钢块由多层不同尺寸的块片部沿梯形高度方向堆叠而成。
10.作为优选的技术方案,所述块片部呈弧形,所述硅钢块梯形底部呈弧形凸起,所述硅钢块梯形顶部呈弧形凹槽。
11.作为优选的技术方案,所述连接筋由多层相同尺寸的筋片部沿硅钢盘径向堆叠而成。
12.作为优选的技术方案,所述筋片部呈弧形,所述连接筋内侧呈弧形凹槽,所述连接筋外侧呈弧形凸起。
13.作为优选的技术方案,所述筋片部一体连接位于同一层且相邻的两所述块片部。
14.与现有技术相比,本技术方案具有以下优点:
15.多个所述硅钢块通过连接筋连接,并形成一整体的硅钢盘,相对现有技术独立成
型多个硅钢块来说,不仅避免硅钢块丢失,还有效提升硅钢盘装配为转子盘的成型效率,以及保证各硅钢块在转子盘上的位置一致性,从而大幅增强转子盘的机械可靠性。
16.以下结合附图及实施例进一步说明本实用新型。
附图说明
17.图1为本实用新型所述磁阻式轴向磁通电机转子成型方法的流程图;
18.图2为本实用新型所述冲剪后的带状硅钢片的结构示意图;
19.图3为本实用新型所述硅钢盘的结构示意图;
20.图4为本实用新型所述硅钢盘与固定工装组合的结构示意图;
21.图5为本实用新型所述硅钢盘与所述防护环组合的结构示意图;
22.图6为本实用新型所述硅钢盘与转子支架组合的结构示意图;
23.图7为本实用新型所述转子盘与转轴组合的结构示意图。
具体实施方式
24.以下描述用于揭露本实用新型以使本领域技术人员能够实现本实用新型。以下描述中的优选实施例只作为举例,本领域技术人员可以想到其他显而易见的变型。在以下描述中界定的本实用新型的基本原理可以应用于其他实施方案、变形方案、改进方案、等同方案以及没有背离本实用新型的精神和范围的其他技术方案。
25.如图1至图3、图6所示,所述磁阻式轴向磁通电机转子的成型方法,包括以下步骤:
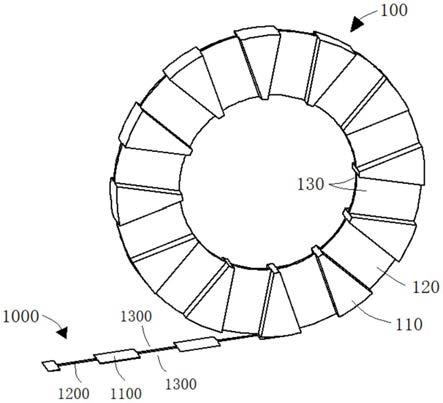
26.(a)卷制冲剪后的带状硅钢片1000,形成一环形硅钢盘100,其中所述硅钢盘100具有沿周向间隔排列的多组转子槽130,相邻的两组转子槽130之间界定了一硅钢块110,每组转子槽130的数量为两个,且相对设置于所述硅钢盘100轴向的两侧,每组的两所述转子槽130之间界定了一连接相邻两所述硅钢块110的连接筋120;
27.(d)在所述硅钢盘100轴向的两侧分别夹装转子支架300,形成一转子盘,其中所述转子支架300内嵌于所述转子槽130内,并暴露所述硅钢块110的轴向端面。
28.卷制冲剪后的带状硅钢片1000以形成一整体的硅钢盘100,其中所述硅钢盘100包括多个圆周阵列的所述硅钢块110,并且相邻的两个所述硅钢块110之间形成用于连接的连接筋120,以及被所述连接筋120隔开且分设在所述硅钢盘100轴向两侧的所述转子槽130。相对于现有技术中通过不同宽度片材逐一堆叠形成多个硅钢块的方式来说,不仅提升硅钢盘的制作效率,并保证各硅钢块尺寸一致性。再者相对于现有技术中采用焊接切割方式来成型硅钢块来说,提升了所述硅钢块110层间的绝缘性能,避免造成涡流损耗,从而保证各硅钢块电磁的一致性。另外在所述步骤(d)中,直接在所述硅钢盘100轴向的两侧分别夹装转子支架300,相对于现有技术中逐一将多个硅钢块放置于支架上来说,有效提升转子盘的成型效率,并保证各硅钢块110在转子盘上位置的一致性,进而利于开展工业化批量生产。
29.所述步骤(a)包括:卷制冲剪后的带状硅钢片1000,形成一环形硅钢盘100,其中所述硅钢盘100具有沿周向间隔排列的多组转子槽130,相邻的两组转子槽130之间界定了一硅钢块110,每组转子槽130的数量为两个,且相对设置于所述硅钢盘100轴向的两侧,每组的两所述转子槽130之间界定了一连接相邻两所述硅钢块110的连接筋120。
30.参考图3,多个所述硅钢块110沿周向间隔设置,相邻的两所述硅钢块110连接一所
述连接筋120。所述连接筋120将相邻的两个所述硅钢块110之间的空间,分隔为两个形状相同,且分设于所述硅钢盘100轴向两侧且相对的所述转子槽130,该相对的两所述转子槽130就形成了一组所述转子槽130。
31.具体地,所述硅钢块110呈梯形,梯形的顶部对应硅钢盘100的内周缘,梯形的底部对应硅钢盘100的外周缘,梯形的高度方向对应硅钢盘100的径向。所述连接筋120呈长方形,所述转子槽130也呈长方形,并且所述转子槽130贯穿所述硅钢盘100的内外周缘。其中所述连接筋120、两所述转子槽130分别沿所述硅钢盘100轴向上的尺寸之和,其等于所述硅钢块110沿所述硅钢盘100轴向上的尺寸。
32.更具体地,所述连接筋120的尺寸,不仅会影响所述转子槽130的尺寸,还会影响相邻的两所述硅钢块之间的连接性能。另外所述转子槽130与所述转子支架300嵌合,所述转子槽130的尺寸影响了所述硅钢盘100与所述转子支架300的固定性能,一旦连接和固定性能不佳,会影响电机的输出扭矩,甚至造成转子涡流损耗。在一个优选实施例中,所述转子槽130沿所述硅钢盘100轴向上的尺寸,其为连接筋120沿所述硅钢盘100轴向尺寸的3倍或以上,在保证所述转子槽130与所述转子支架300固定性能佳的情况下,还提升了所述连接筋120与所述硅钢块110的连接性能,从而保证电机的输出扭矩,有效减少转子涡流损耗。
33.所述硅钢块110、所述连接筋120和所述转子槽130,均是由冲剪后的所述带状硅钢片1000卷制而成,并且所述硅钢块110的数量及尺寸等可根据设计需要进行选定,例如所述硅钢块110的轴向尺寸对应所述硅钢片1000的宽度等。其中冲剪和卷制可同时进行,进一步成型效率。
34.如图2和图3所示,冲剪后的所述带状硅钢片1000,其具有沿长度方向间隔排列的多组槽孔部1300,相邻两组所述槽孔部1300之间界定了用于卷制形成硅钢块110的块片部1100,每组所述槽孔部1300的数量为两个,且相对设置于所述带状硅钢片1000宽度方向的两侧,每组的两个所述槽孔部1300之间界定了用于卷制形成连接筋120的筋片部1200。
35.其中所述带状硅钢片1000宽度方向的两侧,对应成型后硅钢盘100轴向的两侧,因此卷制形成硅钢块110的多层块片部1100,其沿硅钢盘100轴向上的尺寸一致,仅只有沿硅钢盘100周向的尺寸(块片部1100宽度)不一致。具体地,卷制形成硅钢块110的多层块片部1100,其宽度沿着硅钢盘100的径向,并从内至外逐渐增大。另外在成型的所述硅钢块110中,块片部1100呈弧形,即所述硅钢块110梯形底部呈弧形凸起,所述硅钢块110梯形顶部呈弧形凹槽。
36.以5个所述硅钢块110为例来介绍所述硅钢盘100的卷制方法,先在所述带状硅钢片1000以第一宽度冲剪6组槽孔部1300,以形成5个第一宽度的块片部1100,然后藉由一卷制设备以相同角速度卷制,以使5个第一宽度的块片部1100呈圆周排列,同时在所述带状硅钢片1000以第二宽度冲剪5组槽孔部1300,以形成5个第二宽度的块片部1100,其中第二宽度大于第一宽度,然后卷制第二宽度的块片部1100于第一宽度块片部1100外侧,以使第二宽度的块片部1100与第一宽度块片部1100一对应,如此往复,以形成5个圆周间隔排列且呈梯形的硅钢块110。
37.同理开设在所述带状硅钢片1000宽度方向两侧的所述槽孔部1300,其在卷制后就形成了分设在所述硅钢盘100轴向两侧所述转子槽130,并且所述转子槽130贯穿所述硅钢盘100的内外周缘。
38.由于相对的两所述转子槽130形状一致,因此所述连接筋120分别至所述硅钢盘100轴向两侧的距离也相一致。即冲剪后的所述筋片部1200分别至所述带状硅钢片1000宽度方向两侧的距离一致,参考图2。具体地,所述转子槽130呈长方形,构成所述转子槽130横截面的所述槽孔部1300也呈长方形。
39.继续参考图2和图3,所述连接筋120呈长方形,卷制形成所述连接筋120的多层所述筋片部1200均呈长方形,并且每一所述筋片部1200的宽度尺寸一致,以使卷制形成的所述连接筋120呈长方形。在卷制形成的所述连接筋120中,所述筋片部1200呈弧形,所述连接筋120的内侧呈弧形凹槽,所述连接筋120的外侧呈弧形凸起,其中所述连接筋120的内侧对应所述硅钢盘100的内周缘,所述连接筋120的外侧对应所述硅钢盘100的外周缘。
40.所述步骤(a)至所述步骤(c)之间进一步包括以下步骤:
41.(b)提供一固定工装400,固定于所述硅钢盘100内外周缘,以对所述硅钢盘100进行定型并取下。
42.通过所述固定工装400对卷制成型的所述硅钢盘100进行定型,防止所述硅钢块110等变形,而影响各硅钢块110尺寸的一致性。
43.如图4所示,所述固定工装400包括一内固定环410和外固定环420,所述内固定环410套设于所述硅钢盘100的内周缘即可,所述外固定环420套设于所述硅钢盘100外周缘,以对所述硅钢盘100进行定性。
44.继续参考图4,所述内固定环410呈环形,所述外固定环420包括两个抱箍,两个所述抱箍箍在所述硅钢盘100的外周缘,并通过螺钉430锁紧,安装方便快捷,并有效提升定型效果。
45.所述步骤(a)至所述步骤(d)之间进一步包括以下步骤:
46.(c)套设一防护环500于所述硅钢盘100的外周缘。
47.通过在所述硅钢盘100外周缘套设所述防护环500,克服转子旋离心力产生的变形。所述防护环500可由玻璃纤维等材质缠绕而成。
48.如图5所示,所述硅钢块110的轴向尺寸大于所述防护环500沿硅钢盘100轴向上的尺寸,并且所述防护环500分别至所述硅钢盘100轴向两侧的距离一致,以在所述防护环500的两侧预留所述转子支架300的安装位置,可见所述防护环500和所述转子支架300能够填充封闭所述硅钢盘100的外周缘,减少转子旋转风阻。
49.具体地,所述防护环500位于所述硅钢盘轴向的中间位置,并且所述防护环500沿硅钢盘100轴向上的尺寸,其大于所述连接筋120沿硅钢盘100轴向上的尺寸,进一步防止转子变形。
50.所述步骤(d)包括:在所述硅钢盘100轴向的两侧分别夹装转子支架300,形成一转子盘,其中所述转子支架300内嵌于所述转子槽130内,并暴露所述硅钢块110的轴向端面。
51.通过在所述硅钢盘100轴向两侧夹装所述转子支架300,以支撑所述硅钢块110,从而保证多个所述硅钢块110尺寸的一致性,以及电机输出扭矩,有效减少转子涡流损耗。
52.如图6所示,所述转子支架300包括一内挡圈310、一外挡圈320,以及连接所述内挡圈310和外挡圈320之间的多个卡块330,多个卡块330沿周向间隔排列,并且相邻的两个所述卡块330之间形成一插孔340,进而在所述步骤(d)中,所述卡块330内嵌于所述转子槽130内,以使所述硅钢块110插接于所述插孔340内,并且所述内挡圈310套设于所述硅钢盘100
的内周缘,所述外挡圈320套设于所述硅钢盘100的外周缘。
53.其中所述卡块330与所述转子槽130的形状相一致,两者均呈长方形,所述插孔340与所述硅钢块110的形状相一致,两者均呈梯形。另外所述内挡圈310、所述外挡圈320和所述卡块300形成的所述转子支架300外端面,其为一平面,当所述硅钢块110插接于所述插孔340内后,所述硅钢块110的轴向端面与所述转子支架300的外端面齐平。
54.具体地,所述内挡圈310和所述卡块300沿转子支架轴向上的尺寸一致,而所述外挡圈320沿转子支架轴向上的尺寸较小,参考图6,所述硅钢盘100的外周缘套设两外挡圈320和一防护环500,并且两个所述外挡圈320位于所述防护环500的两侧,三者封闭所述硅钢盘100的外周缘。
55.在所述步骤(d)之后进一步包括一下步骤:
56.将转子盘套设于转轴600上。
57.如图7所示,所述转轴600分别穿设两所述转子支架300和所述硅钢盘100的中心,并通过紧固件拉结固定两所述转子支架300和所述硅钢盘100。继续参考图6,所述内挡圈310中心开设有一用于转轴600通过的支架通孔311,并且所述内挡圈310上开设有紧固件穿过的内挡圈安装孔。
58.更具体,所述转轴600包括一轴体和一台阶体,所述台阶体一体连接于所述轴体上,所述台阶体上开设有台阶安装孔,当所述轴体穿设两所述转子支架300和所述硅钢盘100后,一靠近所述台阶体的转子支架300可抵接固定于所述台阶体上,并通过紧固件依次穿过相对的内挡圈安装孔和台阶安装孔,以将转子盘固定于转轴600上,以使两者一起转动。
59.如图6和图7所示,所述硅钢块110轴向两端面均被两侧的所述转子支架300暴露,因此本实用新型的所述转子盘,适用于双定子单转子电机使用。
60.综上所述,卷制冲剪后的带状硅钢片1000以形成一整体的硅钢盘100,其中所述硅钢盘100包括多个圆周阵列的所述硅钢块110,并且相邻的两个所述硅钢块110之间形成用于连接的连接筋120,以及被所述连接筋120隔开且分设在所述硅钢盘100轴向两侧的所述转子槽130。相对于现有技术中通过不同宽度片材逐一堆叠形成多个硅钢块的方式来说,不仅提升硅钢盘的制作效率,并保证各硅钢块尺寸一致性。再者相对于现有技术中采用焊接切割方式来成型硅钢块来说,提升了所述硅钢块110层间的绝缘性能,避免造成涡流损耗,从而保证各硅钢块电磁的一致性。另外在所述步骤(d)中,直接在所述硅钢盘100轴向的两侧分别夹装转子支架300,相对于现有技术中逐一将多个硅钢块放置于支架上来说,有效提升转子盘的成型效率,并保证各硅钢块110在转子盘上位置的一致性,进而利于开展工业化批量生产。
61.如图3所示,本实用新型提供了一种环形硅钢盘100,所述硅钢盘100具有沿周向间隔排列的多组转子槽130,相邻的两组转子槽130之间界定了一硅钢块110,每组转子槽130的数量为两个,且相对设置于所述硅钢盘100轴向的两侧,每组的两所述转子槽130之间界定了一连接相邻两所述硅钢块110的连接筋120。
62.多个所述硅钢块110通过连接筋120连接,并形成一整体的硅钢盘100,相对现有技术独立成型多个硅钢块110来说,不仅避免硅钢块110丢失,还有效提升硅钢盘100装配为转子盘的成型效率,以及保证各硅钢块110在转子盘上的位置一致性,从而大幅增强转子盘的
机械可靠性。
63.所述硅钢块110呈梯形,梯形的顶部对应硅钢盘100的内周缘,梯形的底部对应硅钢盘100的外周缘,梯形的高度方向对应硅钢盘100的径向。所述连接筋120呈长方形,所述转子槽130也呈长方形,并且所述转子槽130贯穿所述硅钢盘100的内外周缘。其中所述连接筋120、两所述转子槽130分别沿所述硅钢盘100轴向上的尺寸之和,其等于所述硅钢块110沿所述硅钢盘100轴向上的尺寸。
64.参考图3,所述连接筋120分别至所述硅钢盘100轴向两侧的距离一致,即所述连接筋120连接于所述硅钢块110的轴向的中间位置,以使被连接筋120分隔的两所述转子槽130形状一致。
65.所述连接筋120的尺寸,不仅会影响所述转子槽130的尺寸,还会影响相邻的两所述硅钢块之间的连接性能。另外所述转子槽130与所述转子支架300嵌合,所述转子槽130的尺寸影响了所述硅钢盘100与所述转子支架300的固定性能,一旦连接和固定性能不佳,会影响电机的输出扭矩,甚至造成转子涡流损耗。在一个优选实施例中,所述转子槽130沿所述硅钢盘100轴向上的尺寸,其为连接筋120沿所述硅钢盘100轴向尺寸的3倍或以上,在保证所述转子槽130与所述转子支架300固定性能佳的情况下,还提升了所述连接筋120与所述硅钢块110的连接性能,从而保证电机的输出扭矩,有效减少转子涡流损耗。
66.如图3所示,所述硅钢块110呈梯形,所述硅钢块110由多层不同尺寸的块片部1100沿梯形高度方向堆叠而成。所述块片部1100呈弧形,所述硅钢块梯形底部呈弧形凸起,以对应所述硅钢盘的外周缘,所述硅钢块梯形顶部呈弧形凹槽,以对应所述硅钢盘的内周缘。
67.如图3所示,所述连接筋120由多层相同尺寸的筋片部1200沿硅钢盘径向堆叠而成。所述筋片部1200呈弧形,所述连接筋120内侧呈弧形凹槽,以对应所述硅钢盘的内周缘,所述连接筋120外侧呈弧形凸起,以对应所述硅钢盘的外周缘。
68.继续参考图3,所述筋片部1200一体连接位于同一层且相邻的两所述块片部1100,以使同层且相邻的两所述块片部1100之间通过一所述筋片部1200连接。其中同层且相邻的两所述块片部1100分别来自不同且相邻的两所述硅钢块110。
69.综上所述,多个所述硅钢块110通过连接筋120连接,并形成一整体的硅钢盘100,相对现有技术独立成型多个硅钢块110来说,不仅避免硅钢块110丢失,还有效提升硅钢盘100装配为转子盘的成型效率,以及保证各硅钢块110在转子盘上的位置一致性,从而大幅增强转子盘的机械可靠性。
70.如图3、图5和图6所示,本实用新型还提供了一种磁阻式轴向磁通电机,包括:
71.一环形硅钢盘100,所述硅钢盘100具有沿周向间隔排列的多组转子槽130,相邻的两组转子槽130之间界定了一硅钢块110,每组转子槽130的数量为两个,且相对设置于所述硅钢盘100轴向的两侧,每组的两所述转子槽130之间界定了一连接相邻两所述硅钢块110的连接筋120;
72.一防护环500,所述防护环500套设于所述硅钢盘100的外周缘;
73.两转子支架300,所述硅钢盘100轴向的两侧分别夹装转子支架300以形成一转子盘,其中所述转子支架300内嵌于所述转子槽130内,并暴露所述硅钢块110的轴向端面。
74.如图6所示,所述转子支架300包括一内挡圈310、一外挡圈320,以及连接所述内挡圈310和外挡圈320之间的多个卡块330,多个卡块330沿周向间隔排列,并且相邻的两个所
述卡块330之间形成一插孔340,所述卡块330内嵌于所述转子槽130内,以使所述硅钢块110插接于所述插孔340内,并且所述内挡圈310套设于所述硅钢盘100的内周缘,所述外挡圈320套设于所述硅钢盘100的外周缘。
75.其中所述卡块330与所述转子槽130的形状相一致,两者均呈长方形,所述插孔340与所述硅钢块110的形状相一致,两者均呈梯形。另外所述内挡圈310、所述外挡圈320和所述卡块300形成的所述转子支架300外端面,其为一平面,当所述硅钢块110插接于所述插孔340内后,所述硅钢块110的轴向端面与所述转子支架300的外端面齐平。
76.具体地,所述内挡圈310和所述卡块300沿转子支架轴向上的尺寸一致,而所述外挡圈320沿转子支架轴向上的尺寸较小,参考图6,所述硅钢盘100的外周缘套设两外挡圈320和一防护环500,并且两个所述外挡圈320位于所述防护环500的两侧,三者封闭所述硅钢盘100的外周缘。
77.如图3所示,所述硅钢块110呈梯形,所述硅钢块110由多层不同尺寸的块片部1100沿梯形高度方向堆叠而成。所述块片部1100呈弧形,所述硅钢块梯形底部呈弧形凸起,所述硅钢块梯形顶部呈弧形凹槽。
78.如图6和图7所示,所述磁阻式轴向磁通电机还包括一转轴600,所述转子盘套设于所述转轴600外,以使所述转轴600分别穿设所述转子支架300和所述硅钢盘100的中心,并通过紧固件拉结固定所述转子支架300和所述硅钢盘100。
79.以上所述的实施例仅用于说明本实用新型的技术思想及特点,其目的在于使本领域内的技术人员能够了解本实用新型的内容并据以实施,不能仅以本实施例来限定本实用新型的专利采用范围,即凡依本实用新型所揭示的精神所作的同等变化或修饰,仍落在本实用新型的专利范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。