1.本发明涉及面料制造领域,尤其涉及一种吸湿抗汗渍面料及制造工艺。
背景技术:
2.目前当在人们在炎热的夏季或者运动时,衣服上往往容易留下汗渍,尤其是针织类面料,如针织t恤,不仅穿着会不舒服,而且影响美观,使人尴尬。
3.但目前市场上有显著抗汗渍效果的面料一般为防水面料或三防(防水、防油、防污)面料,该面料一般采用浸渍防水/三防助剂的后整工艺,或者直接使用防水/三防纱线织造而成,如在已经通过染整定型后面料上浸渍大金的含氟聚丙烯酸酯防水溶液,并采用160~180℃的温度烘干,使助剂强效固着在面料纱线上面,从而使面料具有优异的防沾水的效果;又如,采用杜邦的特氟龙化合物三防溶液,首先对纱线进行浸渍处理工艺,然后再将纱线在110~170℃的温度中进行烘干,使纱线本身具有了三防的功能后,再进行织造后形成三防面料。
4.这两种类型的防水/三防面料制成衣服穿着之后,在出汗的情况下,由于面料具有防水功能,不能吸湿汗渍,导致汗渍容易粘附在身上,不易被排除,影响人们的穿着舒适度。
5.此外,市场中还有一些抗汗渍吸湿面料,如在具有吸湿速干的面料上面,做杜邦的特氟龙化合物三防溶液的单面涂布处理工艺,再在110~170℃的温度中烘干,使面料一面具有防水性能,一面具有亲水性能,但是该工艺对防水/三防助剂的浓度、使用量、涂布厚度、涂布速度、布料结构材质等的搭配都有极高的要求,涂布太多,会使助剂大量渗透到布料的另外一面,使布料的吸湿性能极弱,甚至没有,涂布量太小,又会使汗水通过渗透布料,在表面形成汗渍,达不到抗汗渍效果,而且由于布料结构、材质等关系,助剂可能渗透不一,稳定性极差,且面料底面吸湿的汗渍,也会使面料产生一定的粘肤感觉。
技术实现要素:
6.本发明的目的是提供一种吸湿抗汗渍面料及制造工艺,旨在解决现有的适用于户外或者运动流汗场景下的面料不能同时具有较好的吸湿、速干、不粘肤的效果的问题。
7.为解决上述技术问题,本发明的目的是通过以下技术方案实现的:提供一种吸湿抗汗渍面料,包括:由外至内的正面防水透气层、底面吸湿层,所述正面防水透气层复合于所述底面吸湿层,所述正面防水透气层的厚度大于所述底面吸湿层的厚度,其中,所述底面吸湿层背向所述正面防水透气层设置有吸湿防粘涂层,所述吸湿防粘涂层上遍布有多个孔洞。
8.进一步的,所述孔洞呈雪花状、圆点状、波浪线状或格子状。
9.进一步的,所述正面防水透气层由防水纱线编织或者无氟防水后处理工艺加工而成,所述底面吸湿层由吸湿速干纱线编织或采用吸湿速干后整理工艺加工而成,所述吸湿防粘涂层由防水整理剂印刷而成。
10.进一步的,所述正面防水透气层的厚度范围为0.3-0.5mm,所述底面吸湿层的厚度
范围为0.05-0.15mm,所述吸湿防粘涂层的厚度范围为0.005-0.03mm。
11.进一步的,所有所述孔洞的总面积占所述吸湿防粘涂层的总面积的15%-35%,且所述孔洞均匀布置于所述吸湿防粘涂层上。
12.进一步的,所述正面防水透气层通过点胶层复合或防水氨纶连接于所述底面吸湿层。
13.本发明实施例还提供一种如上所述的吸湿抗汗渍面料的制造工艺,包括:利用防水纱织造或防水后整理工艺得到正面防水透气层、以及利用吸湿速干纱线织造或吸湿速干后整理工艺得到底面吸湿层,并将所述正面防水透气层复合于所述底面吸湿层;
14.在所述底面吸湿层表面通过印刷工艺印刷出吸湿防粘涂层,其中,所述吸湿防粘涂层上遍布有多个孔洞。
15.进一步的,所述利用防水纱织造或防水后整理工艺得到正面防水透气层、以及利用吸湿速干纱线织造或吸湿速干后整理工艺得到底面吸湿层,并将所述正面防水透气层复合于所述底面吸湿层,包括:
16.基于28针的纬编平纹工艺,将赛络纺全棉纱线进行织造并进行防泼水处理,得到120-160g/m2的正面防水透气层;
17.基于40针的纬编平纹工艺,将20d/24f的涤纶纱线进行织造并定型,并进行吸湿速干处理工艺,得到60-120g/m2的底面吸湿层;
18.将所述正面防水透气层底面上通过辊轮均匀点上热熔点胶,并将所述底面吸湿层的正面和所述正面防水透气层的底面压合烘干处理,使所述正面防水透气层通过凝固形成的点胶层与所述底面吸湿层复合。
19.进一步的,所述利用防水纱织造或防水后整理工艺得到正面防水透气层、以及利用吸湿速干纱线织造或吸湿速干后整理工艺得到底面吸湿层,并将所述正面防水透气层复合于所述底面吸湿层,包括:
20.基于28针的纬编平纹工艺,正面采用赛络纺全棉防水纱线,底面采用75d/36f的吸湿速干涤纶纱线,复合连接采用20d防水氨纶,进行空气层双面平纹织造,使所述正面防水透气层通过20d防水氨纶直接连接于所述底面吸湿层。
21.进一步的,所述在底面吸湿层表面通过印刷工艺印刷出吸湿防粘涂层,其中,所述吸湿防粘涂层上遍布有多个孔洞,包括:
22.基于预设的孔洞形状,制作对应的丝网印版;
23.在将丝网印版安装于丝网印刷机后,将复合后的正面防水透气层、底面吸湿层放入丝网印刷机的机台,并在所述丝网印版一端倒入无氟防水整理剂,使得丝网印刷机在印刷过程中利用刮板将所述无氟防水整理剂从所述丝网印版的网孔中挤压到底面吸湿层表面外侧;
24.在印刷作业完成后,对所述无氟防水整理剂进行烘干,得到带有多个孔洞的吸湿防粘涂层。
25.本发明实施例提供一种吸湿抗汗渍面料及制造工艺,其中,所述吸湿抗汗渍面料包括由外至内的正面防水透气层、底面吸湿层,所述正面防水透气层复合于所述底面吸湿层,所述正面防水透气层的厚度大于所述底面吸湿层的厚度,其中,所述底面吸湿层背向所述正面防水透气层设置有吸湿防粘涂层,所述吸湿防粘涂层上遍布有多个孔洞。本发明实
施例中的吸湿抗汗渍面料同时具备较好的吸湿、速干、不粘肤的效果,在户外或者运动流汗场景下,利用正面防水透气层来阻止水滴、汗液等的吸收,以便防止水滴、汗液在面料表面形成水渍或汗渍,同时,用户自身的汗渍可以通过孔洞流入至底面吸湿层,利用底面吸湿层对流入的汗渍进行蒸发,即可实现吸湿、以及汗滴速干的目的,并减少用户皮肤与底面吸湿层的粘肤效果。
附图说明
26.为了更清楚地说明本发明实施例技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
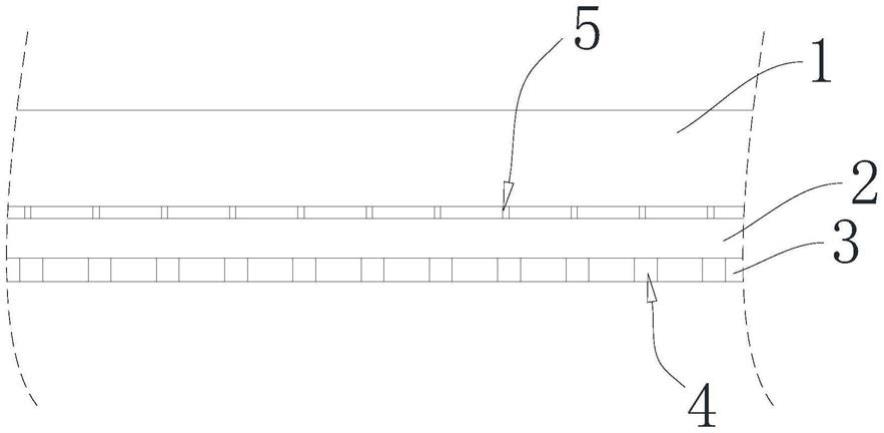
27.图1为本发明实施例一提供的吸湿抗汗渍面料的结构示意图;
28.图2为本发明实施例一提供的吸湿抗汗渍面料中的孔洞的结构示意图;
29.图3为本发明实施例二提供的吸湿抗汗渍面料的结构示意图;
30.图4为本发明实施例三提供的吸湿抗汗渍面料的制造工艺的流程示意图。
31.图中标识说明:
32.1、正面防水透气层;2、底面吸湿层;3、吸湿防粘涂层;4、孔洞;5、点胶层;6、防水氨纶。
具体实施方式
33.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
34.应当理解,当在本说明书和所附权利要求书中使用时,术语“包括”和“包含”指示所描述特征、整体、步骤、操作、元素和/或组件的存在,但并不排除一个或多个其它特征、整体、步骤、操作、元素、组件和/或其集合的存在或添加。
35.还应当理解,在此本发明说明书中所使用的术语仅仅是出于描述特定实施例的目的而并不意在限制本发明。如在本发明说明书和所附权利要求书中所使用的那样,除非上下文清楚地指明其它情况,否则单数形式的“一”、“一个”及“该”意在包括复数形式。
36.还应当进一步理解,在本发明说明书和所附权利要求书中使用的术语“和/或”是指相关联列出的项中的一个或多个的任何组合以及所有可能组合,并且包括这些组合。
37.实施例一:
38.结合图1和图2,本发明实施例提供一种吸湿抗汗渍面料,包括:由外至内的正面防水透气层1、底面吸湿层2,正面防水透气层1复合于底面吸湿层2,正面防水透气层1的厚度大于底面吸湿层2的厚度,其中,底面吸湿层2背向正面防水透气层1设置有吸湿防粘涂层3,吸湿防粘涂层3上遍布有多个孔洞4。
39.需要说明的是,本技术的正面指的是朝外的,即远离用户皮肤的一面,而底面是指靠近用户皮肤的一面,在户外的场景下,本技术通过正面防水透气层1可以阻挡外界的水滴例如雨水,从而起到防水浸入的效果;而在运动流汗的场景下,由于吸湿防粘涂层3上具有
多个孔洞4,使得用户的汗渍会通过孔洞4流到底面吸湿层2,从而大大的减少皮肤与吸湿防粘涂层3上的汗渍,即减少用户感觉到面料粘肤的情况,同时,由于底面吸湿层2具有较好的吸湿性以及由于正面防水透气层1具有良好的透气性,能够加快对汗渍的蒸发,从而保持面料的干爽和抗汗渍效果,即本技术的面料可以实现吸汗速干功能、以及实现面料透气性优异,穿着不闷、不粘肤的效果。
40.在本实施例中,利用利用点胶层5将正面防水透气层1复合于底面吸湿层2。
41.具体的:先在正面防水透气层1的底面点上均匀的热熔胶水点,各个胶水点之间都间隔一定的距离,再将底面吸湿层2的正面贴合到正面防水透气层1的底面,并通过高温烘干,使两者紧紧贴合在一起。
42.该工艺不仅可以使布料能尽可能保持原面料风格和手感变动较小,同时点胶粘合还能充分保持两层面料的通透性;也就是说,利用多个点胶将正面防水透气层1粘接于底面吸湿层2上,相对于实施例二中的面胶层6,中间的粘合部位采用了点胶的粘合方式,可以保持面料整体的透气性能,同时,有助于面料中水分的挥发。
43.在一实施例中,孔洞4呈雪花状、圆点状、波浪线状或格子状。
44.需要说明的是,本技术的孔洞4形状包括但不局限于雪花状、圆点状、波浪线状或格子状,在制造的时候,本技术基于面料的美观性以及孔洞4的空间占比均匀性,本技术的孔洞4形状优选设置成雪花状,但根据实际需要,孔洞4的形状也可以设计成其他规则的或非规则的形状。
45.在一实施例中,正面防水透气层1由防水纱线编织或者无氟防水后处理工艺加工而成,底面吸湿层2由吸湿速干纱线编织或采用吸湿速干后整理工艺加工而成,吸湿防粘涂层3由防水整理剂印刷而成。
46.需要说明的是,本技术的吸湿防粘涂层3也可以使用含氟的防水整理剂印刷而成,含氟的防水剂主要成分为含氟聚丙烯酸酯类或特氟龙类,无氟防水剂组合成分复杂,一般为碳氢化合物。
47.在一实施例中,正面防水透气层1的厚度范围为0.3-0.5mm,底面吸湿层2的厚度范围为0.05-0.15mm,吸湿防粘涂层3的厚度范围为0.005-0.03mm。
48.在本实施例中,正面防水透气层1的防水等级需要达到2-4级(依据gb/t4745-2012)。
49.更优的,在克重的选择上面,正面防水透气层1优先选择120-160g/m2的高密平纹针织棉面料;理由如下:太轻薄的防水面料,或者多孔的防水面料,底面贴合的布料(即本技术的底面吸湿层2)吸湿后,汗渍容易渗透到表面,不能起到防汗渍的作用;而太厚的防水面料穿着会太热,舒适度降低,另外针织面料也会具有良好的透气性,保证了防水面料的穿着不会闷热。
50.更优的,在克重的选择上面,底面吸湿层2优先选择60-120g/m2的针织平纹面料;理由如下:底面吸湿层2的面料是中间层结构,中间层需要考虑面料的吸湿性和重量,故经过多次试验后得到优选60-120g/m2,因为太轻,底面吸湿层2的吸湿性差,底面吸湿层2太厚,导致用户穿着不舒适,且在吸湿大量汗渍后,汗渍容易渗透表面,从而不能起到防汗渍作用。
51.在一实施例中,所有孔洞4的总面积占吸湿防粘涂层3的总面积的15%-35%,且孔
洞4均匀布置于吸湿防粘涂层3上。
52.在本实施例中,通过这样的设计,在吸湿防粘涂层3具有大面积的防水涂层,只有15%-35%的孔隙,能较好的实现不粘肤的效果。
53.实施例二:
54.结合图3,本实施例和实施例一的不同之处在于:采用空气层的双面平纹织造工艺,并利用防水氨纶6将正面防水透气层1连接于底面吸湿层2。
55.在本实施例中,利用防水氨纶6将正面防水透气层1同底面吸湿层2复合在一起,由于采用了一体织造工艺,正面防水透气层1需要采用防水纱线,底面吸湿层2需要采用吸湿速干纱线,优选防水纱线6为20d的氨纶,可以使面料上下层紧密结合在一起,降低面料的厚度,需要说明的是,本技术使用20d的防水氨纶6。
56.本发明实施例还提供一种如上所述的吸湿抗汗渍面料的制造工艺。
57.实施例三:
58.结合图4,一种如上所述的吸湿抗汗渍面料的制造工艺,包括以下步骤:
59.s101、利用防水纱织造或防水后整理工艺得到正面防水透气层1;
60.s102、利用吸湿速干纱线织造或吸湿速干后整理工艺得到底面吸湿层2;
61.s103、将所述正面防水透气层1复合于所述底面吸湿层2;
62.s104、在所述底面吸湿层2表面通过印刷工艺印刷出吸湿防粘涂层3,其中,所述吸湿防粘涂层3上遍布有多个孔洞4。
63.在户外的场景下,本技术通过正面防水透气层1可以阻挡外界的水滴例如雨水、汗水,从而起到防水浸入的效果,避免在布料表面形成水渍、汗渍;而在运动流汗的场景下,由于吸湿防粘涂层3上具有多个孔洞4,使得用户的汗渍会通过孔洞4流到底面吸湿层2,从而大大的减少皮肤与吸湿防粘涂层3上的汗渍,即减少用户感觉到面料粘肤的情况,同时,由于底面吸湿层2具有较好的吸湿性以及防水透气层1具有较大的面积良好的透气性,能够加快对汗渍的蒸发,从而保持面料的干爽和抗汗渍效果。即本技术的面料可以实现吸汗速干功能、以及实现面料透气性优异,穿着不闷、不粘肤的效果。
64.具体一实施例中,所述步骤s101,包括以下步骤:
65.s20、基于28针的纬编平纹工艺,将赛络纺全棉纱线进行织造并进行防泼水处理,得到120-160g/m2的正面防水透气层1;
66.具体的,采用40s(纱线细度)的紧密赛络纺全棉纱线,并用28针的纬编平纹工艺进行织造,得到正面面料,将正面面料整体染色并高温定型到140g/m2,使得正面面料的克重和形状固定,再对正面面料进行防泼水处理工艺,采用3m无氟防水整理剂pm-2688进行防泼水整理工艺进行浸渍整理,整理剂使用量为25g/l,整理完成后,先对正面面料预烘4min(120-140℃),再烘焙20-30s(160-180℃),最终得到面料防水等级在2-4级的正面防水透气层1。
67.本技术也可以采取其他大小的纱线细度,同时也可以用其他密度的针织方式,需要说明的是,不同的纱线细度以及不同密度的针织方式,会导致织造出来的正面面料的克重发生变化,针数越高,克重会越高,而本技术在克重的选择上面,太轻薄的正面面料,或者多孔的正面面料,底面贴合的布料吸湿后,水渍容易渗透到表面,不能起到防汗渍的作用;而太厚的正面面料穿着会太热,舒适度降低,所以本技术经过试验优先选择采用40s(纱线
细度)的紧密赛络纺全棉纱线,并用28针的纬编平纹工艺进行织造。
68.具体一实施例中,所述步骤s102,包括以下步骤:
69.s21、基于40针的纬编平纹工艺,将20d/24f的涤纶纱线进行织造并定型,并进行吸湿速干处理工艺,得到60-120g/m2的底面吸湿层2;
70.具体的,采用20d/24f的吸湿排汗涤纶纱,基于40针的纬编平纹工艺进行织造,得到地面面料,织造完成后对整个底面面料进行染色,并加入吸湿速干助剂,做吸湿速干工艺处理,最后将底面面料定型到60-120g/m2;
71.需要说明的是,在制造的时候,根据实际需要,也可以采用10d,15d,30d,以及不同f数的涤纶纱,只要对应到不同织针织造即可,本技术不做具体限定,但指的注意的是,更高或者更低克重的底面面料都可以,只是太轻薄的成本更高,吸湿量更低,影响效果,更高的话吸面料太厚,影响穿着的舒适性,同时湿量太大,吸湿的液体容易渗透到布料面料形成汗渍,且底面面料是中间层结构,中间层考虑底面面料的吸湿性和重量,优选60-120g/m2,太轻,底面吸湿层2吸湿性差,底面吸湿层2太厚导致穿着不舒适,且在底面吸湿层2吸湿太多水渍后,水渍容易渗透表面,不能起到防汗渍作用。
72.需要说明的是,本技术具体使用吸湿速干助剂后整理工艺。
73.具体一实施例中,所述步骤s103,包括以下步骤:
74.s22、将所述正面防水透气层1底面上通过辊轮均匀点上热熔点胶,并将所述底面吸湿层2的正面和所述正面防水透气层1的底面压合烘干处理,使所述正面防水透气层1通过凝固形成的点胶层5与所述底面吸湿层2复合。
75.在本实施例中,将正面防水透气层1和底面吸湿层2进行复合,复合工艺需要保证上面层面料(正面防水透气层1)保持通透效果。本技术优选热熔点胶粘合工艺,即先在正面防水透气层1的底面点上均匀的热熔胶水点,各个胶水点之间都间隔一定的距离,再将底面吸湿层2的正面贴合到正面防水透气层1的底面,并通过高温烘干(压合烘干温度范围为160℃~200℃,烘干时间范围为2~5min),使面料紧紧贴合在一起,该工艺不仅可以使布料能尽可能保持原面料风格和手感变动较小,同时点胶粘合还能充分保持上下面料的通透性。
76.在一实施例中,所述步骤s104,包括以下步骤:
77.s30、基于预设的孔洞4形状,制作对应的丝网印版;
78.s31、在将丝网印版安装于丝网印刷机后,将复合后的正面防水透气层1、底面吸湿层2放入丝网印刷机的机台,并在所述丝网印版一端倒入无氟防水整理剂,使得丝网印刷机在印刷过程中利用刮板将所述无氟防水整理剂从所述丝网印版的网孔中挤压到底面吸湿层2表面外侧;
79.s32、在印刷作业完成后,对所述无氟防水整理剂进行烘干,得到带有多个孔洞4的吸湿防粘涂层3。
80.在底面吸湿层2采用带图案的丝网印工艺做吸湿防粘涂层3,丝网印防水涂层(吸湿防粘涂层3)的涂料为全透明的三防/防水助剂,吸湿防粘涂层3的图案需要带有均匀且密集的孔隙。其工艺具体流程为:
81.先设置孔洞4的形状图案,图案需要带有均匀且密集的孔隙;然后根据设定的图案制作丝网印版;再将复合后的布料(复合后的底面吸湿层2)底面朝上,并放入丝网印刷机上;在印刷过程中,在丝网印版的一端倒入适当浓度的防水/三防助剂,用刮板对丝网印版
上的防水/三防助剂部位施加一定压力,同时朝丝网印版另一端匀速移动,防水/三防助剂在移动中被刮板从图文部分的网孔中挤压到底面吸湿层2上,当刮板刮过整个版面后抬起,同时丝网印版也抬起,并将三防/防水助剂轻刮回初始位置;最后再将整个面料烘干,形成吸湿防粘涂层3。
82.需要说明的是,防水/三防助剂可以选用3m无氟防水整理剂pm-2688、大金的xf-5007无氟助剂、亨斯迈的rec无氟防水助剂等等。
83.本技术优选丝网印防水涂层中的孔隙的面积占总面积的15%-35%,丝网印中未带孔隙的吸湿防粘涂层3部分的防水性能沾水等级应≥3级(依据gb/t4745-2012)。
84.需要说明的是,目前暂未找到其他可以实现的做带花纹的防水/三防助剂涂层工艺,丝网印防水涂层工艺同丝网印花工艺基本一致,工艺很成熟,本技术巧妙的将印花的涂料更改成防水助剂,实现吸湿防粘涂层3的防水效果。该工艺的优点就是不仅可以使吸湿防粘涂层3非常轻薄,而且均匀性也极佳。同时,关于孔隙面积占比均匀性,孔隙面料越多,吸水性会越好,但是接触到人体的皮肤面积也越大,粘肤性就会越强,而孔隙面积太小,吸水性就会较差,不能起到吸湿的作用。15%-35%的孔隙面积能够兼顾到吸湿量以及肤感的方案。
85.实施例四:
86.本实施例与实施例四的不同之处在于步骤s101和步骤s102,具体步骤如下:
87.s40、基于28针的纬编平纹工艺,正面采用赛络纺全棉防水纱线,底面采用75d/36f的吸湿速干涤纶纱线,复合连接采用20d防水氨纶6,进行空气层双面平纹织造,使所述正面防水透气层1通过20d防水氨纶(6)直接连接于所述底面吸湿层2。
88.本实施例中正面防水透气层1和底面吸湿层2采用双面空气层织造的结构,正面采用防水纱线,底面采用吸湿速干纱线进行织造,且需保持正面纱线细度大于或者等于底面纱线细度,以保证正面的结构紧密,不会因为吸湿而显现汗渍;上下两层连接纱优先20d防水氨纶,较细的氨纶不仅可以降低面料的重量,同时氨纶可以通过弹性将上下两层紧密结合在一起,其优异的防水性避免了将底面吸湿层2中的液体导至布料表面,形成汗渍。
89.优选针织纬编双面平纹织造结构,以便可以更好地保持面料的紧密度和平整性,同时便于在底面吸湿层2的底面做丝网印工艺的防水涂层;但需要注意的是,本实施例通过织造结构实现复合,工艺流程更简单,但是正面防水透气层1、底面吸湿层2存在不能染色,只能用色纱,造成颜色单一,成本高的问题。
90.所属领域的技术人员可以清楚地了解到,为了描述的方便和简洁,上述描述的方法的具体工作过程,可以参考前述结构实施例中的对应过程,在此不再赘述。
91.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到各种等效的修改或替换,这些修改或替换都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以权利要求的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。