1.本发明属于球团带式焙烧机控制技术,具体是球团带式焙烧机炉内氮氧化物和硫氧化物动态控制技术。本发明不涉及控制系统、控制设备及仪器仪表的选型,也不涉及具体软件程序的编制。
背景技术:
2.目前的球团带式焙烧机氮氧化物和硫氧化物的治理技术采用的是烟气脱硫脱硝技术,现有脱硫脱硝技术种类繁多,大体归为两种形式,一种是湿法,另一种是干法,在氮氧化物和硫氧化物的治理方法上两者没有本质区别。应该说烟气脱硫脱硝技术本身就是被动的污染治理方法,因为该技术既不是在燃烧前对燃料的治理,也不是在燃烧过程中在炉内对污染物生成的治理,而是在污染物已经形成后的污染排放治理。球团带式焙烧机烟气脱硫脱硝设施由于存在初始投资大、运行维护费用高、基建占地大、耗水、耗电等问题,在降低污染排放的同时也增加了碳消耗,即产生了碳排放,若将初始投资和运行维护费用也折合成碳排放指标的话,则脱硫脱硝设施减排的效果将大打折扣。此外,脱硫脱硝过程产生的氨逃逸问题也备受争议。
3.现有技术的一个严重缺陷是在风机系统工艺设备的设置方面不具备空气过剩系数和氮氧化物控制条件,由于现有风机系统工艺设备的烟气生成和烟气排出系统并非独立设置,而是预热、焙烧、抽干交织在一起,故无法对空气过剩系数进行判别,对生成的氮氧化物和硫氧化物也无法评估。现有技术的先天不足是进行焙烧机空气过剩系数控制、氮氧化物控制和硫氧化物控制的严重障碍,造成了球团带式焙烧机热效率难以提升、烟气污染排放难以解决的困境。
[0004][0005]
球团带式焙烧机工艺相比烧结工艺,具有工艺过程简单、布置紧凑、所需设备吨位轻等特点,为工厂缩小占地面积、减少工程量以及降低热耗和节能减排创造了有利条件,是鼓励推广应用的工艺技术。
[0006]
球团带式焙烧机是冶金行业应用范围广泛的重要设备之一,既是耗能大户,也是污染源大户。从环境保护意义上说,球团带式焙烧机产生的烟气污染是造成雾霾的重要源头之一,因此减少球团带式焙烧机的烟气污染量排放也是从根本上对大气污染进行治理的必要途径之一。
[0007]
球团带式焙烧机的节能减排潜力很大,其对国家实现双碳目标,进行大污染治理,降低产品生产能源消耗值,保持国民经济高速、稳定、协调发展具有非常重要的意义。因此研发更好的、有效的、经济的球团带式焙烧机脱硫脱硝技术是我们面临的非常紧迫的任务。
[0008]
涉及球团带式焙烧机炉内氮氧化物和硫氧化物的动态控制方法还未见到公开发表的出版物、文献或资料。
技术实现要素:
[0009]
本发明的目的是根据球团带式焙烧机运行工况的特点,寻求突破制约现有技术的技术瓶颈,研究开发与球团带式焙烧机运行工况相适应的球团带式焙烧机炉内氮氧化物和硫氧化物动态控制方法,以实现球团带式焙烧机深度节能减排的效果。
[0010]
本发明的要点是研究现有技术存在的问题,突破现有技术的基础和框架,对现有技术的球团带式焙烧机风机系统工艺流程进行优化改进,根据球团带式焙烧机运行工况特点及球团带式焙烧机烟气管网的物理特性,创新性地确立了炉窑非对称系统理论,研发了外部空气进入量计算数学模型和空气过剩系数计算数学模型,研发了基于炉窑非对称系统理论的球团带式焙烧机外部空气进入量及空气过剩系数的动态控制方法,研发了球团带式焙烧机炉内氮氧化物和硫氧化物动态控制方法;通过烟气分析检测的氩含量来计算外部空气的进入量,然后根据外部空气进入量设定值与外部空气进入量计算值之差,对焙烧管路调节阀开度进行调节,构成了外部空气进入量闭环动态调节系统,使外部空气进入量始终控制在设定值范围内,进而对外部空气进入量进行深度调节,对炉内氮氧化物进行动态控制;根据烟气分析检测的氧含量和一氧化碳含量对空气流量和燃气流量进行调节,来控制空气过剩系数,构成了空气过剩系数闭环动态调节系统,使空气过剩系数始终控制在设定值范围内,进而对空气过剩系数进行深度调节,对炉内硫氧化物进行动态控制;外部空气进入量和空气过剩系数的有效控制及深度控制获得了提高球团带式焙烧机燃烧效率、减少氮氧化物和硫氧化物污染排放量、实现全自动控制、减轻操作者劳动强度、低碳生产的多重节能减排效果,获得了节能减排、增产保质的多重效益。
附图说明
[0011]
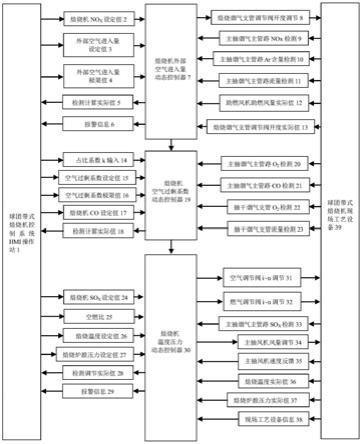
图1是球团带式焙烧机炉内氮氧化物和硫氧化物动态控制方法的技术方案框图,图1中 1是球团带式焙烧机控制系统hmi操作站,2是焙烧机no
x
设定值,3是外部空气进入量设定值,4是外部空气进入量极限值,5是检测计算实际值,6是报警信息,7是焙烧机外部空气进入量动态控制器,8是焙烧烟气支管调节阀开度调节,9是主抽烟气主管路nox检测,10 是主抽烟气主管路ar含量检测,11是主抽烟气主管路流量检测,12是助燃风机助燃风量实际值,13是焙烧烟气支管调节阀开度实际值,14是占比系数k输入,15是空气过剩系数设定值,16是空气过剩系数极限值,17是焙烧机co设定值,18是检测计算实际值,19是焙烧机空气过剩系数动态控制器,20是主抽烟气主管路o2检测,21是主抽烟气主管路co检测,22是抽干烟气支管o2检测,23是抽干烟气支管流量检测,24是焙烧机sox设定值,25 是空燃比,26是焙烧温度设定值,27是焙烧炉膛压力设定值,28是检测调节实际值,29是报警信息,30是焙烧区温度压力动态控制器,31是空气调节阀i~n调节,32是燃气调节阀i~n 调节,33是主抽烟气主管路sox检测,34是主抽风机风量调节,35是主抽风机速度反馈, 36是焙烧温度实际值,37是焙烧炉膛压力实际值,38是现场工艺设备信息,39是球团带式焙烧机现场工艺设备。
[0012]
图2是焙烧机炉内氮氧化物动态控制流程框图,图3中1是启动,2是读入基础数据,3 是读入烟气分析数据,4是外部空气进入量计算,5是计算值与设定值差值计算,6是差值是否在偏差范围内判别,7是读入no
x
实际值,8是no
x
实际值与设定值差值计算,9是差值是否在偏差范围内判别,10是是否达到外部空气进入量极限值判别,11是输出报警信息,12 是
根据差值调节焙烧烟气支管调节阀开度。
[0013]
图3是焙烧机炉内硫氧化物动态控制流程框图,图2中1是启动,2是读入基础数据,3 是读入烟气分析数据,4是空气过剩系数计算,5是计算值与设定值差值计算,6是差值是否在偏差范围内判别,7是读入sox实际值,8是sox实际值与设定值差值计算,9是差值是否在偏差范围内判别,10是是否达到空气过剩系数极限值判别,11是输出报警信息,12是根据差值调节空气调节阀i~n风量。
[0014]
图4是球团带式焙烧机风机系统工艺流程图,图4中1是主抽风机,2是主抽风机入口阀,3是主抽系统电除尘器,4是主抽烟气主管路,5是主抽管炉冷风阀,6是主抽管路热风阀,7是抽干烟气支管调节阀,8是抽干烟气支管,9是焙烧烟气支管调节阀,10是焙烧烟气支管,21是鼓干排风机,22是鼓干排风机入口阀,23是鼓干排风系统电除尘器,24是鼓干排风系统烟气管网,31是鼓干引风机,32是鼓干引风机入口阀,33是鼓干引风旁路调节阀, 41是回热风机,42是回热风机入口阀,51是冷却风机,52是冷却风机入口阀。
[0015]
图1的系统是按球团带式焙烧机的一般特点构建的,实际上,球团带式焙烧机工艺及设备种类繁多,具有多种型式的焙烧机,工艺参数和设备布置也不尽相同,为避免叙述缛琐造成混乱,本技术方案的叙述仅为便于阐述控制原理,所以考虑的是具有一般特点的通用情况,而不区分具体球团带式焙烧机工艺设备组成的细节;然而本文阐述的控制原理、得出的结论、获得的有益效果适于炉膛微负压运行的焙烧机的应用。
具体实施方式
[0016]
关于球团带式焙烧机炉内氮氧化物和硫氧化物生成的定性分析,根本原因是炉内的氧气过多,在炉内高温环境条件下易于产生氮氧化物和硫氧化物,所以根本的解决办法是减少炉内氧气的含量。炉内的氧来自于助燃空气和外部进入的空气,在空燃比适宜时,助燃空气中的氧基本上全部参与了燃烧,进入的助燃空气仅剩余氮;此时,若使外部进入空气量尽可能小,则炉内氧化气氛减弱,抑制了氮氧化物和硫氧化物的生成。
[0017]
从根本上减少炉内氧含量的关键技术是外部空气进入量可控和空气过剩系数可控,外部空气进入量可控可使外部空气进入量尽可能少,即进入炉内的氧气尽可能少;空气过剩系数可控可使燃烧优化,即炉内剩余的氧或碳尽可能少。实现这两个可控后,炉内的多余氧气大为减少,形成了极弱氮氧化物和硫氧化物生成条件,易于实现氮氧化物和硫氧化物超低排放标准,实现低碳生产。因此关键是研发空气过剩系数和外部空气进入量可控技术,具体解决方案如下:
[0018]
基本术语及定义:炉窑系统中空气过剩系数亦称过剩空气系数或过量空气系数,定义为“燃料燃烧时实际空气需要量与理论空气需要量之比值”,用字母α表示。球团带式焙烧机也是一种炉窑,故该定义也适用于球团带式焙烧机,本文中所述炉窑的原理、技术分析、结论、控制策略、技术解决方案也适用于球团带式焙烧机。
[0019]
根据定义,空气过剩系数是指炉窑燃烧系统在所设置的空燃比时所得到的结果,即在该条件下燃烧系统的燃烧效果。该燃烧效果不包括炉窑外部空气进入量所发生的燃烧产生的效果;炉窑空气过剩系数和炉窑外部空气进入量具有不同的含义,因此烟气管网中检测的氧含量既不代表空气过剩系数,也不代表外部空气进入量,该氧含量是两者混合的结果。
[0020]
现有技术控制炉窑空气过剩系数的方法是根据检测的烟气中氧含量来计算、推测空气过剩系数值,不同类型的炉窑都有推荐的空气过剩系数范围或空气过剩系数限值,用于指导操作人员手动调节空气过剩系数,实际上这种方法是不可取的。
[0021]
原因在于:
[0022]
第一,现有技术对炉窑空气过剩系数的认识存在问题,根据空气过剩系数的定义,现有技术检测烟气中氧含量所得到的所谓空气过剩系数,不是真正意义上的空气过剩系数,因为它包含了炉窑外部空气进入量中的氧含量,而真正的空气过剩系数是指经过设定空燃比控制后助燃空气与燃料燃烧所产生的结果,并不包括外部空气进入量中的氧含量。
[0023]
第二,认识的偏差使现有技术实施困难,因为没有理论依据作为具体指导,操作人员也只能根据经验,试验性地根据推荐的空气过剩系数范围或空气过剩系数限值进行调节,很难得到预想的结果,事实上目前在炉窑系统控制中缺失对空气过剩系数的动态控制功能。
[0024]
炉窑空气过剩系数动态控制技术是典型的、长期困扰人们的工业控制疑难问题,是具有类似工况炉窑的共性问题,是业内称之为复杂工业系统控制的问题,极具代表性。迄今为止现有技术还没有找到炉窑空气过剩系数动态控制的方法,还停留在控制策略并非正确的手动调节或自动 手动干预的控制方式中。
[0025]
烟气中测得的氧含量不代表空气过剩系数α,用氧含量来代表或换算空气过剩系数对燃烧进行控制会产生错误的结果。下面定性分析一下现有技术控制策略将会产生的危害。
[0026]
设烟气中检测的氧含量为a,因为烟气中的氧由两部分组成,一是空燃比不当造成的剩余的氧,设为b;二是炉窑外部空气进入带入的氧,设为c;由于b存在α>1、α=1和α<1三种情况;而c仅存在一种情况,即根据炉窑的基本特性,不可能一点外部空气也不进入,所以不存在氧=零的情况,只存在氧>0的情况;若考虑c会与烟气中co发生部分燃烧、全部燃烧或者不燃烧以及c会在高温条件下与氮化合反应,生成nox,故设燃烧掉和化合反应掉的部分氧为d;根据这些条件,烟气中测得的氧是b和c两部分氧组合而成,组合成a 的情况有三种,第一种情况是当α>1时,b和c混合,则a=b c-d;第二种情况是当α=1时,即空燃比为1时,此时b为零,则a=c-d;第三种情况是当α<1时,即b的剩余氧为零,但存在剩余的co,则a=c-d。
[0027]
现有技术根据a进行控制,第一种情况时,操作员调节助燃空气减少或增加燃气比例,使b减小,但实际上是参照a来控制的,由于a>b,所以控制的结果将使α<1;第二种情况时,由于α=1,操作员调节助燃空气减少或增加燃气比例,控制的结果必然使α<1;第三种情况时,控制的结果与第二种情况相同,也将使α<1,区别在于燃烧情况更加恶化。
[0028]
根据上述分析,按照现有技术根据a进行控制的策略,不论是哪一种情况控制结果都是α<1,因此与未控制前的状况相比,造成燃烧恶化是必然结果,结果是造成燃料消耗增加,炉窑热效率下降,污染排放增加,所以现有技术的控制策略是不可取的。
[0029]
那么,如何进行燃烧优化控制?怎样做才能提高炉窑热效率?现有技术的症结究竟是什么?具体如何解决现有技术存在的问题?下面本发明将给出理论分析、结论、控制策略以及技术解决方案。
[0030]
理论分析:
[0031]
技术遭遇了瓶颈,必然存在致命的障碍。要突破技术瓶颈就必须具有不同于现有技术的思维,必须突破现有技术框架的束缚才行,重要的是有必要重新审视被控对象的实质,即需要颠覆现有技术对被控对象的不正确认知。
[0032]
先分析一般炉窑的情况,随着工艺过程参数或生产负荷的变化,炉窑内所产生的炉气量是变化的,随着生产负荷的增加或降低,炉气量也增加或减少;但炉窑有个共同的特点是,在没有外界预先施加控制的情况下,炉气量增加时,炉膛压力将升高;当炉气量减少时,炉膛压力并不会降低,而是保持在原来的状态;炉窑的这个现象是炉窑设备本身特点和烟气管网特性共同形成的;炉窑设备是不很严密的封闭式设备,通常运行在炉膛压力为微负压状态,炉窑内生成的炉气在引风机的作用下由烟气管网排出。当炉窑负荷增加时,炉气量增加,炉膛压力变大,炉膛压力检测及调节系统控制引风机速度或引风机入口阀开度,改变烟气输出流量,使压力得到平衡;当炉窑负荷降低时,炉气量减少,但此时炉膛压力并没有变化,或者并没有显著的变化,原因是当炉气量逐渐减少时,减少的部分被炉窑外部进入的空气及其生成的烟气逐渐充填,所以炉膛压力仍处于平衡状态,此时炉膛压力检测及调节系统不可能启动炉膛压力调节。炉窑的这个现象,我们称之为“非对称系统”过程。
[0033]“非对称系统”具有很大的隐蔽性和欺骗性,因此蒙蔽、欺骗了现有技术。试想,现有技术采用一贯使用的对称性控制策略来控制非对称系统,根据炉膛压力检测形成压力闭环对炉膛压力进行调节,实际上造成了单边调节的现象,即实际上只对炉气量增加时有调节作用,对炉气量减少时并没有调节作用,若是系统重复几次炉气量增加和减少的过程,则炉膛压力调节系统将会崩溃,或者将进入不稳定的运行状态,这就是长期以来炉窑所遭遇的炉膛压力系统难以稳定控制的问题;对于生产负荷比较稳定的炉窑,虽然炉膛压力显示的是压力在较小的范围内波动,使人们感觉炉膛压力处于良好的控制状态,但通过烟气中检测的氧含量指标则可印证出,在炉膛压力稳定的表象下,实际上炉窑的氧含量指标已逐渐恶化,说明了现有技术对于外部空气进入量实际上处于失控状态;同时,氧含量的升高误导了现有技术去手动调节空气过剩系数,使本来处于稳定运行的燃烧系统进入了混乱状态,由此也造成了温度控制的紊乱,这就是长期以来炉窑所遭遇的炉膛温度系统难以稳定控制的根源,但现有技术一直没有意识到“非对称系统”的影响,反而将炉膛温度系统难以稳定控制的原因归结为燃烧介质管网压力的不稳定、燃烧介质成分变化等因素的影响,所以采取的温度控制策略与客观实际南辕北辙,才形成了炉膛温度系统长期难以稳定控制的被动局面。
[0034]
技术解决方案:
[0035]
理论上说,揭示了炉窑及其烟气管网运行物理特性从而确立的炉窑非对称系统理论为实现炉窑炉膛压力及温度稳定控制奠定了理论基础,接下来是具体解决现有技术没有解决或不能解决的问题。
[0036]
现有技术没有解决炉窑空气过剩系数动态控制问题,特别是还没有意识到炉窑外部空气进入量对炉窑压力和温度稳定控制的影响,更谈不上如何去解决该问题,还局限在通过烟气分析检测氧含量,然后换算成所谓的空气过剩系数,再由操作人员手动调节助燃风量的方式;实际上,由于烟气分析检测的氧含量并不代表真正的空气过剩系数,系统试验或仿真计算所得出的所谓的最佳空气过剩系数亦是在并非正确的条件下进行的,所以现有技术获取的空气过剩系数及采取的控制策略从根本上就存在严重技术瑕疵,也因此造成了
现有技术不可能实现空气过剩系数动态闭环控制。
[0037]
解决问题的切入点就在于对空气过剩系数的正确分析和准确计算,烟道烟气中检测的氧含量一部分是由于燃烧系统空燃比不当,致使空气过剩系数过大剩余的氧,另一部分是炉窑外部进入空气在炉窑中和管网中燃烧或未燃烧后所含有的氧;如何准确地计算出各部分的氧量是本技术方案需要解决的关键问题,要想知道与空气过剩系数相关的氧量,首先要计算出炉窑外部空气进入量所含氧量,然后用烟道烟气中测得的氧量减去炉窑外部空气进入量所含氧量,就可得到与空气过剩系数相关的氧量;要计算出炉窑外部空气进入量所含氧量,先要知道炉窑外部空气进入量,由此研发了炉窑外部空气进入量动态控制技术,这是又一项相对于现有技术质的飞越的创新技术。
[0038]
球团带式焙烧机也是炉窑中一种颇具特点的炉窑,特别是从风机系统而言,它亦是一种较为复杂的一种炉窑,虽然上述炉窑的技术解决方案也适用于球团带式焙烧机,但应用炉窑的技术解决方案之前,还须解决目前球团带式焙烧机风机系统工艺设备存在的问题。
[0039]
现有球团带式焙烧机风机系统工艺设备的一个严重缺陷是焙烧机的烟气生成和烟气排出系统并非独立设置,而是预热段、焙烧段、抽干段交织在一起,故无法进行外部空气进入量和空气过剩系数的控制,对炉内氮氧化物和硫氧化物的控制也无从谈起。因此,本技术方案对现有球团带式焙烧机风机系统工艺设备进行优化改进。
[0040]
图4球团带式焙烧机风机系统工艺流程图是优化改进后的风机系统工艺流程图,主抽烟气主管路(4)设置烟气流量检测、ar检测、o2检测、co检测、no
x
检测和sox检测;主抽烟气主管路(4)由两个支路组成,一个是焙烧烟气支管(10),另一个是抽干烟气支管(8),两个支路管网各设一个调节阀,分别是焙烧烟气支管调节阀(9)和抽干烟气支管调节阀(7);焙烧烟气支管(10)设置烟气流量检测和o2检测;抽干烟气支管(8)设置烟气流量检测和 o2检测;焙烧室设置炉膛压力检测。
[0041]
完成上述管网的优化改进后,则可实施外部空气进入量和空气过剩系数的控制方案。
[0042]
为实施对外部空气进入量的控制,首先需要准确计算出外部空气进入量,对此本发明研发了外部空气进入量计算数学模型式(1):
[0043][0044]
式中:
[0045]
qb:助燃风机助燃风管路检测的空气流量,m3/s;
[0046]arb
:空气中基准氩摩尔分数,mol%;
[0047]qw
:主抽烟气主管路流量,m3/s;
[0048]arw
:主抽烟气主管路中氩摩尔分数,mol%;
[0049]qair
:焙烧机外部进入空气量,m3/s。
[0050]
根据惰性气体很难参与化学反应的特点,为保证计算的准确性,采用烟气分析检测惰性气体计算焙烧机外部空气进入量,本技术方案采用了氩气作为烟气分析计算的基础介质,但对于实际应用中不同类型焙烧机的具体情况,并不限于采用氩气。
[0051]
由外部空气进入量计算数学模型准确计算出外部空气进入量后,则可进行关于氧
量的分析和计算,根据式(1)可得出式(2)外部空气进入量中的氧量计算数学模型。
[0052][0053]
式中:
[0054]o2e
:焙烧机外部进入氧量,mol。
[0055]
由主抽烟气主管路中检测的氧量减去抽干烟气支管检测的氧量和式(2)数学模型计算出的外部空气进入量中的氧量,则可求得空气过剩系数中的氧含量实际值,该值由式(3)空气过剩系数中的氧含量计算数学模型进行计算;
[0056][0057]
式中:
[0058]o2a
:空气过剩系数中的氧含量实际值,%;
[0059]o21
:主抽烟气主管路中氧摩尔分数,mol%;
[0060]
qb:焙烧烟气支管流量,m3/s;
[0061]qt
:抽干烟气支管流量,m3/s;
[0062]o22
:抽干烟气支管中氧摩尔分数,mol%;
[0063]
k:占比系数,0~1。
[0064]
式(3)中的k为外部空气进入量中的氧量到达烟气检测点时所剩余的百分比,即剩余的氧占外部空气进入量中的氧量的比例,简称占比系数,取值范围为0~1;因为外部进入的氧量o
2e
有可能未燃烧、部分燃烧或者全部燃烧,是与焙烧机及其烟气管网的漏风量相关的变量,无法进行准确数学计算,故采取工程系数的方法解决;占比系数k由焙烧机工艺工程师根据外部空气进入量和烟气管网漏风量的检测统计数据确定,在hmi操作站输入。
[0065]
将式(3)代入简化的空气过剩系数计算数学模型式(4),则得到了式(5)空气过剩系数计算数学模型;
[0066][0067][0068]
式中:
[0069]
α:空气过剩系数,>0。
[0070]
有了式(1)、式(2)、式(3)、式(4)和式(5)数学模型,然后基于炉窑非对称系统理论及采取相应控制策略来解决焙烧机的动态控制问题以及焙烧机炉内氮氧化物和硫氧化物动态控制问题。
[0071]
图1是球团带式焙烧机炉内氮氧化物和硫氧化物动态控制方法的技术方案框图,图1中球团带式焙烧机控制系统hmi操作站(1)与焙烧机no
x
设定值(2)、外部空气进入量设定值(3)、外部空气进入量极限值(4)、检测计算实际值(5)、报警信息(6)、占比系数k 输入(14)、空气过剩系数设定值(15)、空气过剩系数极限值(16)、焙烧机co设定值 (17)、检测计算实际值(18)、焙烧机sox设定值(24)、空燃比(25)、焙烧温度设定值(26)、焙烧炉膛压力设定值(27)、检测调节实际值(28)、报警信息(29)相连接,是球团带式焙烧机炉内氮氧化物和硫氧化物动态控制系统的人机交互界面;焙烧机no
x
设定值(2)来自球团带式焙烧机控制系
统hmi操作站(1),送入焙烧机外部空气进入量动态控制器(7);外部空气进入量设定值(3)与球团带式焙烧机控制系统hmi操作站(1)和焙烧机外部空气进入量动态控制器(7)相连接,该设定值由hmi人机交互界面输入;外部空气进入量极限值(4)来自球团带式焙烧机控制系统hmi操作站(1),送入焙烧机外部空气进入量动态控制器(7);检测计算实际值(5)来自焙烧机外部空气进入量动态控制器(7),送入球团带式焙烧机控制系统hmi操作站(1);报警信息(6)来自焙烧机外部空气进入量动态控制器(7),送入球团带式焙烧机控制系统hmi操作站(1);焙烧机外部空气进入量动态控制器(7)与焙烧机no
x
设定值(2)、外部空气进入量设定值(3)、外部空气进入量极限值(4)、检测计算实际值(5)、报警信息(6)、焙烧烟气支管调节阀开度调节(8)、主抽烟气主管路nox检测(9)、主抽烟气主管路ar含量检测(10)、主抽烟气主管路流量检测(11)、助燃风机助燃风量实际值(12)、焙烧烟气支管调节阀开度实际值(13)和焙烧机空气过剩系数动态控制器(19)相连接;焙烧烟气支管调节阀开度调节(8)来自焙烧机外部空气进入量动态控制器(7),送入球团带式焙烧机现场工艺设备(39);主抽烟气主管路nox检测(9)来自球团带式焙烧机现场工艺设备(39),送入焙烧机外部空气进入量动态控制器(7);主抽烟气主管路ar含量检测(10)来自球团带式焙烧机现场工艺设备(39),送入焙烧机外部空气进入量动态控制器(7);主抽烟气主管路流量检测(11)来自球团带式焙烧机现场工艺设备(39),送入焙烧机外部空气进入量动态控制器(7);助燃风机助燃风量实际值(12)来自球团带式焙烧机现场工艺设备(39),送入焙烧机外部空气进入量动态控制器(7);焙烧烟气支管调节阀开度实际值(13)来自球团带式焙烧机现场工艺设备(39),送入焙烧机外部空气进入量动态控制器(7);占比系数k输入(14)来自球团带式焙烧机控制系统hmi操作站(1),送入焙烧机空气过剩系数动态控制器(19);空气过剩系数设定值 (15)来自球团带式焙烧机控制系统hmi操作站(1),送入焙烧机空气过剩系数动态控制器 (19);空气过剩系数极限值(16)来自球团带式焙烧机控制系统hmi操作站(1),送入焙烧机空气过剩系数动态控制器(19);焙烧机co设定值(17)来自球团带式焙烧机控制系统hmi操作站(1),送入焙烧机空气过剩系数动态控制器(19);检测计算实际值(18)来自焙烧机空气过剩系数动态控制器(19),送入球团带式焙烧机控制系统hmi操作站(1);焙烧机空气过剩系数动态控制器(19)与占比系数k输入(14)、空气过剩系数设定值(15)、空气过剩系数极限值(16)、焙烧机co设定值(17)、检测计算实际值(18)、主抽烟气主管路o2检测(20)、主抽烟气主管路co检测(21)、抽干烟气支管o2检测(22)、抽干烟气支管流量检测(23)、焙烧机外部空气进入量动态控制器(7)和焙烧机温度压力动态控制器(30)相连接;主抽烟气主管路o2检测(20)来自球团带式焙烧机现场工艺设备(39),送入焙烧机空气过剩系数动态控制器(19);主抽烟气主管路co检测(21)来自球团带式焙烧机现场工艺设备(39),送入焙烧机空气过剩系数动态控制器(19);抽干烟气支管o2检测(22)来自球团带式焙烧机现场工艺设备(39),送入焙烧机空气过剩系数动态控制器 (19);抽干烟气支管流量检测(23)来自球团带式焙烧机现场工艺设备(39),送入焙烧机空气过剩系数动态控制器(19);焙烧机sox设定值(24)来自球团带式焙烧机控制系统 hmi操作站(1),送入焙烧机温度压力动态控制器(30);空燃比(25)来自球团带式焙烧机控制系统hmi操作站(1),送入焙烧机温度压力动态控制器(30);焙烧温度设定值(26) 来自球团带式焙烧机控制系统hmi操作站(1),送入焙烧机温度压力动态控制器(30);焙烧炉膛压力设定值(27)来自球团带式焙烧机控制系统hmi操作站(1),送入焙烧机温度压力动态控制器(30);检测调节实际值(28)来自焙烧机温度压力动态
控制器(30),送入球团带式焙烧机控制系统hmi操作站(1);报警信息(29)来自焙烧机温度压力动态控制器 (30),送入球团带式焙烧机控制系统hmi操作站(1);焙烧机温度压力动态控制器(30) 与焙烧机sox设定值(24)、空燃比(25)、焙烧温度设定值(26)、焙烧炉膛压力设定值 (27)、检测调节实际值(28)、报警信息(29)、空气调节阀i~n调节(31)、燃气调节阀i~n调节(32)、主抽烟气主管路sox检测(33)、主抽风机风量调节(34)、主抽风机速度反馈(35)、焙烧温度实际值(36)、焙烧炉膛压力实际值(37)、现场工艺设备信息 (38)和焙烧机空气过剩系数动态控制器(19)相连接;空气调节阀i~n调节(31)来自焙烧机温度压力动态控制器(30),送入球团带式焙烧机现场工艺设备(39);燃气调节阀i~n 调节(32)来自焙烧机温度压力动态控制器(30),送入球团带式焙烧机现场工艺设备(39);主抽烟气主管路sox检测(33)来自球团带式焙烧机现场工艺设备(39),送入焙烧机温度压力动态控制器(30);主抽风机风量调节(34)来自焙烧机温度压力动态控制器(30),送入球团带式焙烧机现场工艺设备(39);主抽风机速度反馈(35)来自球团带式焙烧机现场工艺设备(39),送入焙烧机温度压力动态控制器(30);焙烧温度实际值(36)来自球团带式焙烧机现场工艺设备(39),送入焙烧机温度压力动态控制器(30);焙烧炉膛压力实际值(37)来自球团带式焙烧机现场工艺设备(39),送入焙烧机温度压力动态控制器(30);现场工艺设备信息(38)来自球团带式焙烧机现场工艺设备(39),送入焙烧机温度压力动态控制器(30);球团带式焙烧机现场工艺设备(39)与焙烧烟气支管调节阀开度调节(8)、主抽烟气主管路nox检测(9)、主抽烟气主管路ar含量检测(10)、主抽烟气主管路流量检测(11)、助燃风机助燃风量实际值(12)、焙烧烟气支管调节阀开度实际值(13)、主抽烟气主管路o2检测(20)、主抽烟气主管路co检测(21)、抽干烟气支管o2检测(22)、抽干烟气支管流量检测(23)、空气调节阀i~n调节(31)、燃气调节阀i~n调节(32)、主抽烟气主管路sox检测(33)、主抽风机风量调节(34)、主抽风机速度反馈(35)、焙烧温度实际值(36)、焙烧炉膛压力实际值(37)、现场工艺设备信息(38)相连接。
[0072]
本技术方案的焙烧机炉内氮氧化物动态控制方法通过图2所示焙烧机炉内氮氧化物动态控制流程框图付诸实施,图2中启动(1)与读入基础数据(2)相连接;读入基础数据(2) 与读入烟气分析数据(3)和启动(1)相连接;读入烟气分析数据(3)与读入基础数据(2)、差值是否在偏差范围内判别(6)、差值是否在偏差范围内判别(9)和根据差值调节调节焙烧管路调节阀开度(12)相连接;外部空气进入量计算(4)与读入烟气分析数据(3)和计算值与设定值差值计算(5)相连接;计算值与设定值差值计算(5)与外部空气进入量计算(4) 和差值是否在偏差范围内判别(6)相连接;差值是否在偏差范围内判别(6)与计算值与设定值差值计算(5)、读入烟气分析数据(3)和读入no
x
实际值(7)相连接;读入no
x
实际值(7)与差值是否在偏差范围内判别(6)和no
x
实际值与设定值差值计算(8)相连接; no
x
实际值与设定值差值计算(8)与读入no
x
实际值(7)和差值是否在偏差范围内判别(9) 相连接;差值是否在偏差范围内判别(9)与no
x
实际值与设定值差值计算(8)、读入烟气分析数据(3)和是否达到外部空气进入量极限值判别(10)相连接;是否达到外部空气进入量极限值判别(10)与差值是否在偏差范围内判别(9)、输出报警信息(11)和根据差值调节焙烧烟气支管调节阀开度(12)相连接;输出报警信息(11)与是否达到外部空气进入量极限值判别(10)相连接;根据差值调节焙烧烟气支管调节阀开度(12)与是否达到外部空气进入量极限值判别(10)和读入烟气分析数据(3)相连接。
[0073]
本技术方案的焙烧机炉内硫氧化物动态控制方法通过图3所示焙烧机炉内硫氧化物动态控制流程框图付诸实施,图3中启动(1)与读入基础数据(2)相连接;读入基础数据(2) 与读入烟气分析数据(3)和启动(1)相连接;读入烟气分析数据(3)与读入基础数据(2)、差值是否在偏差范围内判别(6)、差值是否在偏差范围内判别(9)和根据差值调节空气调节阀i~n(12)相连接;空气过剩系数计算(4)与读入烟气分析数据(3)和计算值与设定值差值计算(5)相连接;计算值与设定值差值计算(5)与空气过剩系数计算(4)和差值是否在偏差范围内判别(6)相连接;差值是否在偏差范围内判别(6)与计算值与设定值差值计算 (5)、读入烟气分析数据(3)和读入sox实际值(7)相连接;读入sox实际值(7)与差值是否在偏差范围内判别(6)和sox实际值与设定值差值计算(8)相连接;sox实际值与设定值差值计算(8)与读入sox实际值(7)和差值是否在偏差范围内判别(9)相连接;差值是否在偏差范围内判别(9)与sox实际值与设定值差值计算(8)、读入烟气分析数据 (3)和是否达到空气过剩系数极限值判别(10)相连接;是否达到空气过剩系数极限值判别 (10)与差值是否在偏差范围内判别(9)、输出报警信息(11)和根据差值调节空气调节阀 i~n(12)相连接;输出报警信息(11)与是否达到空气过剩系数极限值判别(10)相连接;根据差值调节空气调节阀i~n(12)与是否达到空气过剩系数极限值判别(10)和读入烟气分析数据(3)相连接。
[0074]
要获得焙烧机热效率的提高以及焙烧机炉内氮氧化物和硫氧化物动态控制,不仅要实现空气过剩系数可控,也要实现外部空气进入量可控;实现了空气过剩系数可控,可获得燃烧效果的优化,使剩余氧尽可能少;实现了外部空气进入量可控,可获得减少焙烧机热损失的优化、焙烧压力稳定控制及外部进入的氧尽可能少;实现这两个可控,就突破了制约现有技术的技术瓶颈,实现了对炉窑非对称系统的动态控制及焙烧机炉内氮氧化物和硫氧化物动态控制。
[0075]
①
焙烧机外部空气进入量动态控制系统
[0076]
在外部空气进入量计算数学模型的计算中,采取检测烟气中氩含量计算外部空气进入量是非常简捷、准确、可靠的方法;根据外部空气进入量设定值与计算值的偏差调节焙烧烟气支管调节阀开度,使该调节阀开度与焙烧实际炉气量基本匹配,抑制外部空气进入,进而采取焙烧炉膛压力检测调节主抽风机的速度,对焙烧炉膛压力进行动态控制,解决了炉窑非对称系统不可控的问题,即使焙烧机负荷降低,由于焙烧机外部空气进入量动态控制系统的调节作用,调节焙烧烟气支管调节阀减小开度,焙烧炉膛压力将会减小,焙烧炉膛压力调节系统将调节主抽风机速度,使焙烧炉膛压力得到新的平衡,焙烧机负荷变化对压力的扰动得到了有效控制,不会出现压力失控现象,焙烧烟气支管调节阀开度与实际炉气量基本匹配时,风机管网特性也得到了良好改善,主抽风机的变速范围得到了很大提高,不会发生风机喘振问题,能满足主抽风机全工况范围节能优化的需求;同时,由于外部空气进入量可控,通过对外部空气进入量的控制,使外部空气进入量尽可能少,即炉内剩余氧尽可能少,形成弱氧化气氛,抑制氮氧化物的发生。
[0077]
图1球团带式焙烧机炉内氮氧化物和硫氧化物动态控制方法的技术方案框图中球团带式焙烧机控制系统hmi操作站(1)、焙烧机no
x
设定值(2)、外部空气进入量设定值(3)、外部空气进入量极限值(4)、检测计算实际值(5)、报警信息(6)、焙烧机外部空气进入量动态控制器(7),焙烧烟气支管调节阀开度调节(8)、主抽烟气主管路nox检测(9)、主抽烟气主管路ar含量检测(10)、主抽烟气主管路流量检测(11)、助燃风机风量实际值(12)、焙烧烟气
支管调节阀开度实际值(13)、焙烧炉膛压力设定值(27)、检测调节实际值(28)、焙烧机温度压力动态控制器(30)、主抽风机风量调节(34)、主抽风机速度反馈(35)、焙烧炉膛压力实际值(37)、现场工艺设备信息(38)和球团带式焙烧机现场工艺设备(39)构成了焙烧机外部空气进入量闭环动态控制系统。
[0078]
②
焙烧机空气过剩系数动态控制系统
[0079]
采取检测烟气中氧含量和一氧化碳含量的方法,根据焙烧机空气过剩系数计算数学模型计算出空气过剩系数,再根据空气过剩系数设定值与空气过剩系数计算值之差,去调节空气调节阀流量,以及根据检测的co值与co设定值之差,去调节燃气调节阀的流量,使空气过剩系数稳定在设定值范围内。
[0080]
图1球团带式焙烧机炉内氮氧化物和硫氧化物动态控制方法的技术方案框图中球团带式焙烧机控制系统hmi操作站(1)、焙烧机外部空气进入量动态控制器(7)、主抽烟气主管路 ar含量检测(10)、主抽烟气主管路流量检测(11)、助燃风机风量实际值(12)、占比系数k 输入(14)、空气过剩系数设定值(15)、空气过剩系数极限值(16)、焙烧机co设定值(17)、检测计算实际值(18)、焙烧机空气过剩系数动态控制器(19)、主抽烟气主管路o2检测(20)、主抽烟气主管路co检测(21)、抽干烟气支管o2检测(22)、抽干烟气支管流量检测(23)、空燃比(23)、焙烧机温度压力动态控制器(30)、空气调节阀i~n调节(31)、燃气调节阀i~n 调节(32)、主抽风机风量调节(34)、主抽风机速度反馈(35)、现场工艺设备信息(38)和球团带式焙烧机现场工艺设备(39)构成了焙烧机空气过剩系数动态控制系统。
[0081]
③
焙烧机炉内氮氧化物动态控制
[0082]
焙烧机炉内氮氧化物动态控制是通过对外部空气进入量的深度控制实现的,即采取外部空气进入量动态闭环控制,当外部空气进入量达到设定值后,才进行焙烧机炉内氮氧化物的动态控制,实际上在对外部空气进入量动态控制过程中氮氧化物也一直处于改变,但达到了什么程度是依具体焙烧机的情况而有所不同,故在进入氮氧化物动态控制时,还需要进行氮氧化物设定值和检测值的偏差判别,若在偏差范围内,则不必再进行深度调节,否则须进行深度调节;在进行深度调节时,还须进行外部空气进入量是否达到极限值的判别,若达到了极限值,但氮氧化物还未达到设定值,说明系统可能存在非正常情况,此时则须输出报警信息,提示工艺工程师及操作人员进行分析、处置。
[0083]
图2是焙烧机炉内氮氧化物动态控制流程框图,初始状态进入启动(1)后,开始焙烧机炉内氮氧化物动态闭环控制;读入基础数据(2)读入与氮氧化物动态闭环控制相关的基础数据,包括外部空气进入量设定值、外部空气进入量极限值、焙烧机no
x
设定值、偏差范围百分比;读入烟气分析数据(3)读入与氮氧化物动态闭环控制相关的烟气分析数据,包括主抽烟气主管路ar含量、主抽烟气主管路流量、助燃风机风量实际值、主抽烟气主管路o2检测值;外部空气进入量计算(4)根据基础数据和烟气分析数据进行外部空气进入量计算;计算值与设定值差值计算(5)根据外部空气进入量计算值和基础数据的设定值进行差值计算;差值是否在偏差范围内判别(6)根据差值和基础数据的偏差范围百分比进行判别,未达到偏差范围,则返回读入烟气分析数据(3),进行下一轮计算,若达到偏差范围,则进入相关no
x
程序;读入no
x
实际值(7)是读入焙烧管路no
x
检测值;no
x
实际值与设定值差值计算(8) 根据读入no
x
实际值和基础数据的no
x
设定值,进行差值计算;差值是否在偏差范围内判别(9)根据差值计算结果和基础数据的偏差范围百分比进行判别,若达到偏差范围,则返回读
入烟气分析数据(3),进行下一轮计算,若未达到偏差范围,则进入下一步相关no
x
程序;是否达到外部空气进入量极限值判别(10)根据外部空气进入量计算值和基础数据的外部空气进入量极限值进行判别,若达到极限值,则执行输出报警信息(11),若未达到极限值,则执行根据差值调节焙烧烟气支管调节阀开度(12);输出报警信息(11)输出外部空气进入量极限值和no
x
实际值报警信息;根据差值调节焙烧烟气支管调节阀开度(12)根据no
x
偏差值进行焙烧烟气支管调节阀开度调节,然后返回读入烟气分析数据(3),进行下一轮计算。
[0084]
④
焙烧机炉内硫氧化物动态控制
[0085]
焙烧机炉内硫氧化物动态控制是通过对空气过剩系数的深度控制实现的,即采取空气过剩系数动态闭环控制,当空气过剩系数达到设定值后,才进行焙烧机炉内硫氧化物的动态控制,实际上在对空气过剩系数动态控制过程中硫氧化物也一直处于改变,但达到了什么程度是依具体焙烧机的情况而有所不同,故在进入硫氧化物控制时,还需要进行硫氧化物设定值和检测值的偏差判别,若在偏差范围内,则不必进行深度调节,否则须进行深度调节;在进行深度调节时,还须进行过剩空气系数是否达到极限值的判别,若达到了极限值,但硫氧化物还未达到设定值,说明系统可能存在非正常情况,此时则须要输出报警信息,提示工艺工程师及操作人员进行分析、处置。
[0086]
图3是焙烧机炉内硫氧化物动态控制流程框图,初始状态进入启动(1)后,开始焙烧机炉内硫氧化物动态闭环控制;读入基础数据(2)读入与硫氧化物动态闭环控制相关的基础数据,包括占比系数k、空气过剩系数设定值、空气过剩系数极限值、焙烧机co设定值、sox 设定值、偏差范围百分比;读入烟气分析数据(3)读入与硫氧化物动态闭环控制相关的烟气分析数据,包括主抽烟气主管路ar含量、主抽烟气主管路流量、助燃风机助燃风量实际值、主抽烟气主管路o2检测值、主抽烟气主管路co检测值、抽干烟气支管o2检测值、抽干烟气支管流量检测值;空气过剩系数计算(4)根据基础数据和烟气分析数据进行空气过剩系数计算;计算值与设定值差值计算(5)根据空气过剩系数计算值和基础数据的设定值进行差值计算;差值是否在偏差范围内判别(6)根据差值和基础数据的偏差范围百分比进行判别,未达到偏差范围,则返回读入烟气分析数据(3),进行下一轮计算,若达到偏差范围,则进入相关sox程序;读入sox实际值(7)是读入主抽烟气主管路sox检测值;sox实际值与设定值差值计算(8)根据读入sox实际值和基础数据的sox设定值,进行差值计算;差值是否在偏差范围内判别(9)根据差值计算结果和基础数据的偏差范围百分比进行判别,若达到偏差范围,则返回读入烟气分析数据(3),进行下一轮计算,若未达到偏差范围,则进入下一步相关sox程序;是否达到空气过剩系数极限值判别(10)根据空气过剩系数计算值和基础数据的空气过剩系数极限值进行判别,若达到极限值,则执行输出报警信息(11),若未达到极限值,则执行根据差值调节空气调节阀i~n(12);输出报警信息(11)输出空气过剩系数极限值和sox实际值报警信息;根据差值调节空气调节阀i~n(12)根据sox偏差值进行空气调节阀i~n,然后返回读入烟气分析数据(3),进行下一轮计算。
[0087]
图4是球团带式焙烧机风机系统工艺流程图,图4中主抽风机(1)、主抽风机入口阀(2)、主抽系统电除尘器(3)、主抽烟气主管路(4)、主抽管路冷风阀(5)、主抽管路热风阀(6) 依次相连,构成主抽烟气主管路系统;抽干烟气支管调节阀(7)与抽干烟气支管(8)相连接,构成抽干烟气支管系统;焙烧烟气支管调节阀(9)与焙烧烟气支管(10)相连接,构成焙烧烟气支管系统;鼓干排风机(11)、鼓干排风机入口阀(22)、鼓干排风系统电除尘器 (23)、鼓干
排风系统烟气管网(24)依次相连接,构成鼓干排风烟气管网系统;鼓干引风机(31)、鼓干引风机入口阀(32)、鼓干引风旁路调节阀(33)依次相连接,构成鼓干引风机系统;回热风机(41)与回热风机入口阀(42)相连接,构成回热风机系统;冷却风机 (51)与冷却风机入口阀(52)相连接,构成冷却风机系统。
[0088]
图4球团带式焙烧机风机系统工艺流程图中鼓干排风系统电除尘器(23)不限于使用电除尘器。
[0089]
实际工程应用中,焙烧机外部空气进入量不可能为0,空气过剩系数不可能为1,烟气中的co量也不可能为0,所以分别设置了焙烧机外部空气进入量设定值、空气过剩系数设定值和焙烧机co设定值;为进行氮氧化物和硫氧化物的深度控制,分别设置了外部空气进入量极限值和空气过剩系数极限值;上述设定值和极限值由焙烧机工艺工程师根据焙烧机具体工况确定,在球团带式焙烧机控制系统hmi操作站输入。
[0090]
球团带式焙烧机炉内氮氧化物和硫氧化物动态控制方法的特点是科学、合理、充分、有效地发挥了焙烧机外部空气进入量闭环动态控制系统和焙烧机空气过剩系数闭环动态控制系统两个闭环动态控制系统的作用,进行氮氧化物和硫氧化物的深度控制,系统简捷,运行可靠、稳定、高效,调试也很方便,适于实现焙烧机氮氧化物和硫氧化物的动态全自动控制。
[0091]
与现有技术相比,球团带式焙烧机炉内氮氧化物和硫氧化物动态控制方法突破了技术瓶颈,为球团带式焙烧机实现深度节能减排、增产保质开创了全新的、广泛的视野和空间,具有突出的实质性特点和显著的进步,其有益的特征是:
[0092]
(a)首次提出了球团带式焙烧机炉内氮氧化物和硫氧化物动态控制方法,为突破长期困扰球团带式焙烧机烟气污染排放控制的技术瓶颈奠定了基础;
[0093]
(b)首次提出了炉窑非对称系统动态控制方法,使焙烧机外部空气进入量可控、空气过剩系数可控,使焙烧机炉内氮氧化物和硫氧化物动态可控;
[0094]
(c)焙烧机炉内氮氧化物和硫氧化物动态可控,可达到硫氧化物和氮氧化物超低排放效果,可淘汰烟气脱硫脱硝设施,既节省了投资、占地、运行及维护费用,也节省了电能以及水消耗,脱硫脱硝设施使主抽风机增加了约30%的负荷,取消脱硫脱硝设施,将获得大量的技术经济效益;
[0095]
(d)由于实现了焙烧机炉内氮氧化物和硫氧化物动态可控,脱硫脱硝过程备受争议的氨逃逸问题也将迎刃而解;
[0096]
(e)对现有技术的风机系统工艺设备进行了优化改进;
[0097]
(f)焙烧机炉内氮氧化物和硫氧化物动态可控使焙烧机烟气污染物排放得到根本性治理,对国家大气污染治理和实现双碳目标具有非常重要的意义。
[0098]
球团带式焙烧机炉内氮氧化物和硫氧化物动态控制方法可广泛应用于新建、扩建和改造的球团带式焙烧机系统,也适用于球团链篦机-回转窑和球团竖炉系统;本技术方案所述仅为本发明的一个应用领域的例子,不用于限制本发明,尽管参照所述例子对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对所述例子所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;凡在本发明的控制原理和控制策略之内所做的修改、等同替换和改进均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
