1.本发明涉及螺纹测量技术领域,特别涉及一种大直径外螺纹中径测量装置及方法。
背景技术:
2.螺纹作为机械联接中最常用的紧固零件,螺纹的检测是螺纹零件生产过程中的重要环节。目前,生产车间常用的螺纹测量方法有:一是综合测量法是按照泰勒原则,采用通端螺纹量规检验螺纹制件的可旋合性,用止端螺纹量规检验中径单项的制造偏差,适合车间生产条件下成批的生产测量,在螺纹检测中占主导地位;但该测量方法只能判断螺纹是否合格,而不能给出具体的螺纹几何参数值,并且该测量方法通常应用于小直径螺纹,大直径螺纹的量规的设计制造和使用都比较困难,影响螺纹的测量;二是采用三针测量法间接测量中径,根据公式计算出螺纹中径,但该测量方法操作复杂,要求工人技术水平高,测量效率低;三是采用螺纹牙形样板测量,该方法依靠透光度来判断螺纹牙形及内径尺寸,测量精度非常低,误差大,并且为内外螺纹配加工方式将导致加工效率非常低。
技术实现要素:
3.本发明的目的是克服现有技术的不足,提供一种大直径外螺纹中径测量装置及方法,操作简单,测量效率高,特别适合大直径外螺纹生产中的精密高效测量。
4.本发明所采用的技术方案是:
5.一种大直径外螺纹中径测量装置,包括球头测砧、外径千分尺、锁紧螺母和校对量杆;
6.所述球头测砧设置在外径千分尺的测砧端,球头测砧包括测量球头和安装杆,安装杆外径与外径千分尺的尺架端部的安装套筒内径相匹配,安装杆通过锁紧螺母设置在尺架一端的安装套筒内,测量球头与外径千分尺测头端的测微螺杆相对应;
7.所述校对量杆一端设置为球面结构,另一端为平面结构,球面端与外径千分尺的测微螺杆的端面接触,平面端与球头测砧的测量球头接触。
8.具体的,所述的球头测砧采用硬质合金。
9.具体的,所述的尺架采用铝合金材质,尺架呈弧形设置,尺架上设置有隔热护板;减小温度对尺架及整个测量装置的影响,保证测量装置的精密性;使大直径外螺纹测量装置重量轻,方便测量。
10.一种大直径外螺纹中径测量方法;具体步骤为:
11.步骤一:根据待测大直径外螺纹螺距p和牙型角α,代入选取球头半径sr的球头测砧;
12.步骤二:根据待测的大直径外螺纹相关尺寸以及球头测砧球头半径 sr,通过计算
预估出待测螺纹的测量值m;具体计算方法为:
13.m=d
1-x=d1/2 d2/2-ab
14.ab=ak-bk=ak-(ok-ob)
15.在三角形afk中,
[0016][0017]
在三角形ock中,
[0018][0019]
又因为,ob=oc=sr
[0020]
因此,
[0021][0022]
化简
[0023]
将公制三角形螺纹的牙型角α带入式(1)中计算得m值;
[0024]
其中:d1为外螺纹大径,o点为测量球头中心点,a点为外螺纹中径 d2与外径千分尺轴线的交点,b点为测量球头圆线与外径千分尺轴线的交点,c点为测量球头与螺纹牙侧相切的切点,f为中径线与螺纹牙侧相交的交点;
[0025]
步骤三:根据步骤二中计算预估的待测螺纹的测量m值,选取满足大直径外螺纹测量范围的尺架及外径千分尺测头;
[0026]
步骤四:将选定的外螺纹球头测砧装入尺架的安装套筒内,通过校对量杆校对测量装置,将外径千分尺测头端的微分筒对零,校对量杆球面端与外径千分尺的测微螺杆前端对应,校对量杆平面端与球头测砧的测量球头对应,调整球头测砧在安装套筒内的伸出位置,当校对量杆的两端分别与外径千分尺的测微螺杆和球头测砧的测量球头接触后,拧紧锁紧螺母将球头测砧固定,待测螺纹的测量m值在外径千分尺的可调测量范围内,完成大直径外螺纹测量装置的校对;
[0027]
步骤五:将待测外螺纹置于外径千分尺尺架之间,球头测砧的测量球头置于外螺纹牙槽内,与螺纹牙槽两侧面相切;调整外径千分尺的测微螺杆平面与被测大直径外螺纹大径圆柱面相切接触,拧紧外径千分尺的锁紧旋钮,读取外径千分尺的刻度值,测量出的m
测
值为校对尺寸减去外径千分尺读数;
[0028]
步骤六:将外径千分尺上球头测砧沿牙槽螺旋每转动90
°
重复步骤五得到一次m
测
值,重复i次,其中i为自然数,获得i 1个测量m
测
值;
[0029]
步骤七:将步骤六的数据通过以下关系式计算获得平均值m
x
:
[0030][0031]
步骤八:通过计算获得该待测螺纹中径实际测量值:
[0032][0033]
由于采用如上所述的技术方案,本发明具有如下优越性:
[0034]
本发明的外径千分尺测头端与普通外径千分尺测头端相同,操作简单方便,便于测量人员接收和使用;球头测砧与外径千分尺的配合,测量方法采用测量时多次取平均值的方法,并通过测量前通过校对量杆校正大直径外螺纹测量装置,使实际测量值与待测螺纹的真实值更接近,测量值更可靠,大大提高了测量精度;整体结构简单、制造成本低廉,操作简便、测量精度高、提高测量效率,便于在各类机械加工企业中广泛应用。
附图说明
[0035]
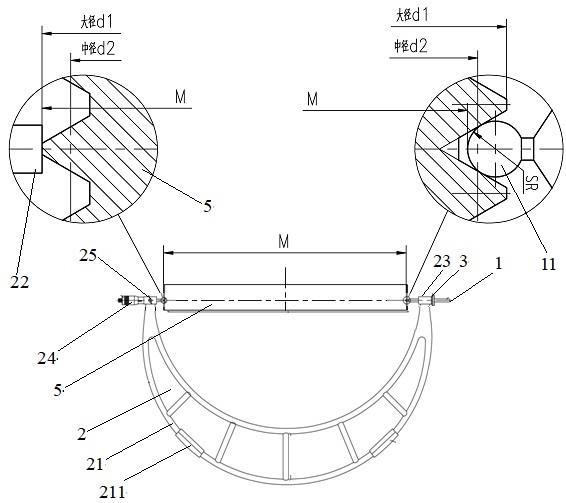
图1是本发明的整体示意图。
[0036]
图2是本发明步骤二中估算原理示意图。
[0037]
图3是本发明在校对时的连接示意图。
[0038]
图中:1-球头测砧,11-测量球头,2-外径千分尺,21-尺架,211-隔热护板,22-测微螺杆,23-安装套筒,24-微分筒,25-锁紧旋钮,3-锁紧螺母,4-校对量杆,5-待测量大直径外螺纹。
具体实施方式
[0039]
下面结合附图及实施例对本发明作进一步解释说明,不能以此限定本发明的保护范围,公开本发明的目的旨在保护本发明范围内的一切技术改进。
[0040]
结合附图1-3的一种大直径外螺纹中径测量装置,包括球头测砧1、外径千分尺2、锁紧螺母3和校对量杆4。
[0041]
球头测砧1设置在外径千分尺2的测砧端,球头测砧1采用硬质合金,球头测砧1包括测量球头11和安装杆,安装杆外径与外径千分尺2 的尺架21端部的安装套筒23内径相匹配,安装杆通过锁紧螺母3设置在尺架21一端的安装套筒23内,测量球头11与外径千分尺2测头端的测微螺杆22相对应;外径千分尺2的尺架21采用铝合金材质,尺架21 呈弧形设置,尺架21上设置有隔热护板211;减小温度对尺架21及整个测量装置的影响,保证测量装置的精密性;使大直径外螺纹测量装置重量轻,方便测量。
[0042]
校对量杆4一端设置为球面结构,另一端为平面结构,球面端与外径千分尺2的测微螺杆22的端面接触,平面端与球头测砧1的测量球头 11接触。
[0043]
一种大直径外螺纹中径测量方法;具体步骤为:
[0044]
步骤一:根据待测大直径外螺纹5螺距p和牙型角α代入选取球头半
径sr的球头测砧1。
[0045]
步骤二:根据待测的大直径外螺纹5相关尺寸以及球头测砧1球头半径sr,通过计算预估出待测螺纹的测量值m;具体计算方法为:
[0046]
m=d
1-x=d1/2 d2/2-ab
[0047]
ab=ak-bk=ak-(ok-ob)
[0048]
在三角形afk中,
[0049][0050]
在三角形ock中,
[0051][0052]
又因为,ob=oc=sr
[0053]
因此,
[0054][0055]
化简
[0056]
将公制三角形螺纹的牙型角α带入式(1)中计算得m值;
[0057]
其中:d1为外螺纹大径,o点为测量球头11中心点,a点为外螺纹中径d2与外径千分尺2轴线的交点,b点为测量球头11圆线与外径千分尺2轴线的交点,c点为测量球头11与螺纹牙侧相切的切点,f为中径线与螺纹牙侧相交的交点。
[0058]
步骤三:根据步骤二中计算预估的待测螺纹的测量m值,选取满足大直径外螺纹测量范围的尺架21及外径千分尺2测头。
[0059]
步骤四:将选定的外螺纹球头测砧1装入尺架21的安装套筒23内,通过校对量杆4校对测量装置,将外径千分尺2测头端的微分筒24对零,校对量杆4球面端与外径千分尺2的测微螺杆22前端对应,校对量杆4 平面端与球头测砧1的测量球头11对应,调整球头测砧1在安装套筒23 内的伸出位置,当校对量杆4的两端分别与外径千分尺2的测微螺杆22 和球头测砧1的测量球头11接触后,拧紧锁紧螺母3将球头测砧1固定,待测螺纹的测量m值在外径千分尺2的可调测量范围内,完成大直径外螺纹测量装置的校对。
[0060]
步骤五:将待测外螺纹置于外径千分尺2尺架21之间,球头测砧1 的测量球头11置于外螺纹牙槽内,与螺纹牙槽两侧面相切;调整外径千分尺2的测微螺杆22平面与被测大直径外螺纹大径圆柱面相切接触,拧紧外径千分尺2的锁紧旋钮25,读取外径千分尺2的值,测量出的m
测
值为校对尺寸减去外径千分尺2读数。
[0061]
步骤六:将外径千分尺2上球头测砧1沿牙槽螺旋每转动90
°
重复步骤五得到一次m
测
值,重复i次,其中i为自然数,获得测量i 1个m 测
值。
[0062]
步骤七:将步骤六的数据通过以下关系式计算获得平均值m
x
:
[0063][0064]
步骤八:通过计算获得该待测螺纹中径实际测量值:
[0065][0066]
本发明未详述部分为现有技术。
[0067]
为了公开本发明的发明目的而在本文中选用的实施例,当前认为是适宜的,但是,应了解的是,本发明旨在包括一切属于本构思和发明范围内的实施例的所有变化和改进。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。