1.本发明涉及片锂离子电池技术领域,特别是涉及一种能够改善应力的方型叠片锂离子电池的制备方法及应用。
背景技术:
2.锂离子电池由于具有能量密度高、循环寿命长、功率密度大且无污染等优点,越来越广泛地应用到电动汽车领域。随着电动汽车续航里程的不断提升,对锂离子动力电池能量密度的要求,也越来越高。
3.为了追求更高的能量密度,锂离子电池越来越多地由卷绕式结构转化为叠片式结构。叠片型锂离子动力电池的极组通常较厚,随着循环的进行,极组会不断发生膨胀,导致电池的膨胀力增加。由于方型叠片电池的壳体结构的限制,电池壳体的底部和边缘无法产生形变,尤其是电池壳体底角对其内装配的电池极组的束缚力(即束缚的应力)更加明显,因此,在循环过程中会出现极组受力不均的问题,极组的受力不均会导致极片与电解液的反应程度不同。例如,极片受力大的区域的副反应严重,使得极片厚度进一步增加,进而导致电池壳体的束缚力加大,负极片产生析锂,导致电池的循环性能衰减严重。
4.因此,目前迫切需要开发出一种技术,能够有效降低电池壳体底角对其内装配的电池极组的束缚力(即束缚的应力),从而有效缓解方型叠片锂离子电池存在的应力集中问题,提升方型叠片锂离子电池的循环性能。
技术实现要素:
5.本发明的目的是针对现有技术存在的技术缺陷,提供一种能够改善应力的方型叠片锂离子电池的制备方法及应用。
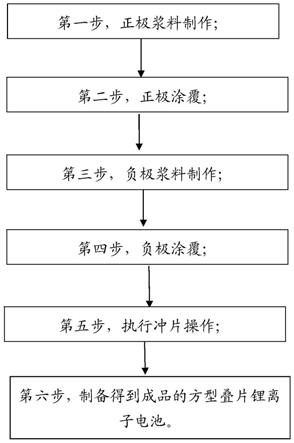
6.为此,本发明提供了一种能够改善应力的方型叠片锂离子电池的制备方法,其包括以下步骤:
7.第一步,正极浆料制作:将正极活性物质、导电剂和粘结剂,按照质量比96:2:2配比,然后放入溶剂中充分搅拌均匀,混合获得正极浆料;
8.第二步,正极涂覆:采取预设的涂覆方式,在正极集流体1的上下两侧均涂覆正极浆料和陶瓷胶,然后再经过烘箱进行烘干以及极片碾压机碾压后,得到初始正极片;
9.第三步,负极浆料制作:将负极活性物质、导电剂、粘结剂和分散剂,按照质量比96:2:1:1配比,然后放入溶剂中充分搅拌均匀,混合获得负极浆料;
10.第四步,负极涂覆:将第三步获得的负极浆料均匀地涂覆在负极集流体上,然后再经过烘箱进行烘干以及极片碾压机碾压后,得到初始负极片c;
11.第五步,执行冲片操作:将第二步获得的初始正极片,使用冲刀裁切成第一固定尺寸的、符合预设条件的裁切后正极片;同时,将初始负极片c,使用冲刀裁切成第二固定尺寸的裁切后负极片c1;
12.第六步,将第五步获得的裁切后正极片,与裁切后负极片c1,先后进行现有的叠
片、焊接极耳、入壳、烘干、注液、排气、化成、老化和分容工序,得到成品的方型叠片锂离子电池。
13.此外,本发明还提供了一种如前面所述的能够改善应力的方型叠片锂离子电池的制备方法的应用,应用于方型叠片锂离子电池。
14.由以上本发明提供的技术方案可见,与现有技术相比较,本发明提供了一种能够改善应力的方型叠片锂离子电池的制备方法及应用,其设计科学,通过对正极片的涂覆工艺进行改进,在正极片两侧按照预设的方式,科学涂覆陶瓷胶和正极浆料,能够有效降低电池壳体底角对其内装配的电池极组的束缚力(即束缚的应力),从而有效缓解方型叠片锂离子电池存在的应力集中问题,提升方型叠片锂离子电池的循环性能,具有重大的实践意义。
附图说明
15.图1为本发明提供的一种能够改善应力的方型叠片锂离子电池的制备方法的基本流程图;
16.图2为本发明提供的一种能够改善应力的方型叠片锂离子电池的制备方法中,第一初始正极片a的剖面示意图;
17.图3为本发明提供的一种能够改善应力的方型叠片锂离子电池的制备方法中,第二初始正极片b的剖面示意图;
18.图中:1、正极集流体(即正极箔材),2、正极浆料区,3、陶瓷胶区;
19.21、正极浆料正常涂覆区,22、正极浆料减薄涂覆区。
具体实施方式
20.下面将结合本发明的实施例,对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
21.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
22.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本发明中的具体含义。
23.下面将参考附图并结合实施例来详细说明本发明。
24.参见图1至图3,本发明提供了一种能够改善应力的方型叠片锂离子电池的制备方法,包括以下步骤:
25.第一步,正极浆料制作:将正极活性物质(例如正极磷酸铁锂材料)、导电剂和粘结剂,按照质量比96:2:2配比,然后放入溶剂中充分搅拌均匀,混合获得正极浆料;
26.在第一步中,正极浆料的溶质包含正极活性物质、导电剂和粘结剂。溶剂是n-甲基吡咯烷酮或者水;
27.正极浆料的固含量,为50~65%。
28.在第一步中,正极活性物质,包括且不限于磷酸铁锂、镍钴锰三元、镍钴铝三元、钴酸锂、镍酸锂和锰酸锂中的任意一种,其质量占正极浆料中溶质的总质量的88~98%(即质量分数)。
29.在第一步中,具体实现上,导电剂,包含且不限于导电炭黑、碳纳米管和石墨烯中的至少一种,其质量占正极浆料中溶质的总质量的1~6%;
30.在第一步中,具体实现上,粘结剂,包含且不限于聚偏氟乙烯或丙烯酸类粘结剂,其质量占正极浆料中溶质的总质量的1~6%。
31.在第一步中,具体实现上,正极的粘结剂,主要作用是将正极活性物质 (例如正极磷酸铁锂材料)、导电剂和正极集流体紧密地粘接起来。
32.第二步,正极涂覆:采取预设的涂覆方式,在正极集流体(例如铝箔) 1的上下两侧均涂覆正极浆料(即通过第一步获得)和陶瓷胶,然后再经过烘箱进行烘干以及极片碾压机碾压后,得到初始正极片(具体可以是第一初始正极片或者第二初始正极片);
33.在本发明中,具体实现上,在第二步中,预设的涂覆方式,可以为第一涂覆方式或者第二涂覆方式;
34.其中,第一涂覆方式具体如下:
35.正极集流体1的上下两侧,均预先设置一个正极浆料区2和两个陶瓷胶区3,两个陶瓷胶区3位于正极浆料区2的左右两侧(即位于正极集流体的两端);
36.正极浆料区2上均匀涂覆有第一步获得的正极浆料(例如,涂覆量为40 mg/cm2);
37.陶瓷胶区3上均匀涂覆有陶瓷胶;
38.在按照第一涂覆方式,在正极集流体1(例如铝箔)的上下两侧完成正极浆料和陶瓷胶的涂覆之后,再经过烘箱进行烘干以及极片碾压机碾压后,得到第一初始正极片a;
39.其中,第二涂覆方式具体如下:
40.正极集流体的上下两侧,均预先设置一个陶瓷胶区3、一个正极浆料正常涂覆区21和一个正极浆料减薄涂覆区22;
41.陶瓷胶区3和正极浆料减薄涂覆区22,分别位于正极浆料正常涂覆区 21的左右两侧;
42.陶瓷胶区3上均匀涂覆有陶瓷胶;
43.正极浆料正常涂覆区21和正极浆料减薄涂覆区22上涂覆有第一步获得的正极浆料;
44.其中,对于正极浆料减薄涂覆区22,其上正极浆料的涂覆量(即单位面积上的涂覆质量),根据正极浆料减薄涂覆区22与浆料正常涂覆区21的间隔距离,由近到远逐渐递减(即梯度递减);
45.正极浆料减薄涂覆区22,其上全部位置的正极浆料的涂覆量,均小于正极浆料正常涂覆区21上正极浆料的涂覆量;
46.在按照第二涂覆方式,在正极集流体(例如铝箔)的上下两侧完成正极浆料和陶瓷胶的涂覆之后,再经过烘箱进行烘干以及极片碾压机碾压后,得到第二初始正极片b。
47.在第二步中,陶瓷胶,包括溶质和溶剂;
48.溶质包含陶瓷和粘结剂;
49.陶瓷胶的固含量为30~40%。
50.在第二步中,具体实现上,陶瓷胶包括陶瓷、粘结剂和溶剂;
51.陶瓷,具体为三氧化二铝或勃母石,其质量占陶瓷胶总质量的25~35% (即质量分数);
52.粘结剂,具体是聚偏氟乙烯,其质量占陶瓷胶总质量的5~15%;
53.溶剂,具体是n-甲基吡咯烷酮,其质量占陶瓷胶总质量60~70%。
54.在第二步中,具体实现上,陶瓷胶的制备操作具体为:首先,将粘结剂和溶剂混合搅拌得到胶液,然后,再将陶瓷和胶液混合搅拌,即可得到陶瓷胶。
55.需要说明的是,在本发明中,第一涂覆方式中采用的陶瓷胶,与第二涂覆方式中采用的陶瓷胶,完全相同。
56.在本发明中,具体实现上,对于第一涂覆方式,正极浆料区2的涂覆量均匀,涂覆量设置需保证合适的n/p比(即单位面积上负极和正极材料的实际容量的比,例如1.1~1.5之间),以避免负极因为没有足够的锂离子接收位点而导致电池析锂。
57.需要说明的是,n/p比小于1.0,会导致负极活性物质中没有足够的点位嵌入锂离子,因此会导致电池析锂。而如果n/p比太大,负极活性物质较多,一方面电解液消耗会变快,影响循环性能,另一方面会降低电池能量密度。因此n/p比一般设置在1.1~1.5之间。
58.具体实现上,可以根据下述的公式(1),来设置正极浆料区2的涂覆量,来保证获得所需要的n/p比。
[0059][0060]
具体实现上,对于第一涂覆方式,陶瓷胶区3紧邻正极浆料区2;
[0061]
陶瓷胶区3与正极浆料区2的重叠面积为0~3mm,保证二者之间没有间隙。
[0062]
具体实现上,对于第一涂覆方式,单个陶瓷胶区3(图2共计有四个陶瓷胶区3)的横向宽度为1-10mm。
[0063]
具体实现上,对于第一涂覆方式,单个陶瓷胶区3的横向宽度,与正极集流体1(例如铝箔)的横向宽度的比值,优选为0.5%-3%;
[0064]
单个陶瓷胶区3的横向宽度,与单个正极浆料区2的横向宽度的比值,优选为大于0且小于2%。
[0065]
具体实现上,对于第一涂覆方式,陶瓷胶在涂覆时的厚度,要低于正极浆料区2上的正极浆料在涂覆时的厚度,避免在碾压时出现裂痕和断带。
[0066]
在本发明中,具体实现上,对于第二涂覆方式,正极浆料正常涂覆区21 上正极浆料的涂覆量设置为40mg/cm2;
[0067]
正极浆料减薄涂覆区22紧邻正极浆料正常涂覆区21;
[0068]
正极浆料减薄涂覆区22的涂覆量,根据正极浆料减薄涂覆区22与浆料正常涂覆区21的间隔距离,由近到远逐渐递减(即梯度递减),由初始的 40mg/cm2,逐渐梯度减小到36mg/cm2。
[0069]
具体实现上,对于第二涂覆方式,正极浆料减薄涂覆区22的涂覆量,根据正极浆料减薄涂覆区22与浆料正常涂覆区21的间隔距离,每增加间隔距离一厘米,即降低0.8~1.2mg/cm2。
[0070]
具体实现上,对于第二涂覆方式,单个陶瓷胶区3的横向宽度,为 1-10mm。
[0071]
具体实现上,对于第二涂覆方式,单个陶瓷胶区3的横向宽度,与正极集流体1(例如铝箔)的横向宽度的比值,优选为0.5%-3%;
[0072]
单个陶瓷胶区3的横向宽度,与单个正极浆料正常涂覆区21的横向宽度的比值,优选为大于0且小于2%。
[0073]
具体实现上,对于第二涂覆方式,陶瓷胶在涂覆时的厚度,要低于正极浆料正常涂覆区21上的正极浆料在涂覆时的厚度,避免在碾压时出现裂痕和断带。
[0074]
在本发明中,具体实现上,对于第二涂覆方式,正极浆料减薄涂覆区22 的n/p比(即单位面积上负极和正极材料的实际容量的比),大于正极浆料正常涂覆区21的n/p比。
[0075]
需要说明的是,减薄区(即正极浆料减薄涂覆区22)的最终目的是减小该区域的厚度,在浆料固含量一定的条件下,涂覆量越低,涂覆厚度越薄。 n/p与正极涂覆量呈反比,减薄区(即正极浆料减薄涂覆区22)的涂覆量低于正常涂覆区域(即正极浆料正常涂覆区21),那么减薄区域的n/p比自然大于正常涂覆区域的n/p比。n/p越大,电池越不容易析锂。
[0076]
具体实现上,涂覆量通过涂覆设备可以调节,只要保证减薄区域(即正极浆料减薄涂覆区22)的涂覆量小于正常涂覆区域(即正极浆料正常涂覆区 21),就可以保证减薄区域的n/p比大于正常涂覆区域的n/p比。
[0077]
具体实现上,对于第二涂覆方式,正极浆料正常涂覆区21上的正极浆料涂覆量设置,需保证合适的n/p比(例如1.1~1.5之间),避免电池析锂。
[0078]
需要说明的是,n/p比小于1.0,会导致负极活性物质中没有足够的点位嵌入锂离子,因此会导致电池析锂。n/p比太大,负极活性物质较多,一方面电解液消耗会变快,影响循环性能,另一方面会降低电池能量密度。因此一般设置n/p比在1.1~1.5之间。
[0079]
如前所述,可以根据上述公式(1),来设置正极浆料正常涂覆区21的涂覆量,来保证获得所需要的n/p比。
[0080]
第三步,负极浆料制作:将负极活性物质(例如石墨材料)、导电剂、粘结剂和分散剂,按照质量比96:2:1:1配比,然后放入溶剂中充分搅拌均匀,混合获得负极浆料;
[0081]
在第三步中,负极浆料的溶质包含负极活性物质、导电剂、粘结剂和分散剂;
[0082]
溶剂是去离子水;
[0083]
负极浆料的固含量,为40~50%。
[0084]
在第三步中,负极活性物质,包括且不限于石墨和硅中的至少一种,其质量占负极浆料中溶质的总质量的86~97%;
[0085]
在第三步中,导电剂,包含且不限于导电炭黑和石墨烯中的至少一种,其质量占负极浆料中溶质的总质量的1~5%;
[0086]
在第三步中,分散剂,包含且不限于羧甲基纤维素钠,其质量占负极浆料中溶质的
总质量的1~4%。
[0087]
在第三步中,粘结剂,包含且不限于丁苯橡胶和丙烯酸类粘结剂中的至少一种,其质量占负极浆料中溶质的总质量的1~5%。
[0088]
需要说明的是,负极的粘结剂,材料可以是丁苯橡胶、聚丙烯酸等,作用是将负极活性物质、导电剂和负极集流体紧密地粘接起来。
[0089]
第四步,负极涂覆:将第三步获得的负极浆料均匀地涂覆在负极集流体 (例如铜箔,例如涂覆量为18.6mg/cm2)上,然后再经过烘箱进行烘干以及极片碾压机碾压后,得到初始负极片c;
[0090]
第五步,执行冲片操作:将第二步获得的初始正极片,使用冲刀裁切成第一固定尺寸的、符合预设条件的裁切后正极片;同时,将初始负极片c,使用冲刀裁切成第二固定尺寸的裁切后负极片c1;
[0091]
在第五步中,具体实现上,裁切后负极片c1的尺寸(即第二固定尺寸),比裁切后正极片的尺寸(即第一固定尺寸)大(例如大一圈),目的是要保证裁切后负极片c1能够完全包覆住裁切后正极片,包覆量为1-5mm。
[0092]
在第五步中,具体实现上,当第二步获得的初始正极片,是通过第一涂覆方式获得第一初始正极片a时,将第一初始正极片a,使用冲刀裁切成第一固定尺寸的、符合预设条件的第一裁切后正极片a1;
[0093]
此时,预设条件具体为:在经过裁切获得的第一裁切后正极片a1中,仍涂覆陶瓷胶的陶瓷胶区3(即裁切后剩余的陶瓷胶区),将位于第一裁切后正极片a1中作为底部(即电池极组底部)的一端端部,并且此时陶瓷胶区 3的总面积(包括上下两侧表面面积),占整个第一裁切后正极片a1总面积 (包括上下两侧表面面积)的1~3%。
[0094]
在第五步中,具体实现上,当第二步获得的初始正极片,是通过第二涂覆方式获得第二初始正极片b时,将第二初始正极片b,使用冲刀裁切成第一固定尺寸的、符合预设条件的第二裁切后正极片b1;
[0095]
此时,预设条件具体为:在经过裁切获得的第二裁切后正极片b1中,正极浆料减薄涂覆区22,将位于第二裁切后正极片b1中作为底部(即电池极组底部)的一端端部,并且正极浆料减薄涂覆区22上正极浆料的涂覆量,小于正极浆料正常涂覆区21上正极浆料的涂覆量,以及此时正极浆料减薄涂覆区22的总面积(包括上下两侧表面面积),占整个第二裁切后正极片 b1总面积(包括上下两侧表面面积)的5~15%。
[0096]
第六步,将第五步获得的裁切后正极片(例如第一裁切后正极片a1或第二裁切后正极片b1),与裁切后负极片c1,先后进行现有的叠片、焊接极耳、入壳、烘干、注液、排气、化成、老化和分容工序(均采用现有常规的叠片电池生产工序),得到成品的方型叠片锂离子电池。
[0097]
需要说明的是,对于成品的方型叠片锂离子电池,可以通过现有的 arbin、杭可等常规的充放电循环测试设备,进行充放电循环测试,以及通过现有的膨胀力测试设备,测试成品的方型叠片锂离子电池的最大膨胀力。
[0098]
为了更加清楚地理解本发明的技术方案,下面通过具体实施例来说明本发明的技术方案。
[0099]
参比例:
[0100]
对于一个成品叠片电池,具体包括以下制备步骤(是现有普通电池的制备过程):
[0101]
1、将正极浆料和陶瓷胶同时均匀地涂覆在正极集流体上,经过烘干、碾压后得到正极片。所述正极片设置有正极浆料区和上陶瓷胶区。为保证 n/p比,正极浆料区涂覆量均匀,涂覆量设置为40mg/cm2。所述上陶瓷胶区紧邻浆料区,陶瓷胶区宽度为6mm,陶瓷胶区与正极浆料区重叠0.5mm。
[0102]
2、将负极浆料均匀地涂覆在负极集流体上,经过烘干、碾压后得到负极片。负极片的涂覆量为18.6mg/cm2。
[0103]
3、将正极片采用冲刀进行裁切,裁切后极片顶端保留的陶瓷胶的高度为3mm。将负极片采用冲刀进行裁切得到极片。
[0104]
4、将正负极片经过叠片、焊接极耳、入壳、烘干、注液、排气、化成、老化、分容得到成品的叠片电池。
[0105]
5、成品的叠片电池在现有的arbin设备上进行1c(即100%放电深度)、 45℃循环测试,测试结果如表1所示。
[0106]
实施例一:
[0107]
基于本发明提供的正极片的第一涂覆方式,制备获得成品叠片电池。具体包括以下步骤:
[0108]
1、将正极浆料和陶瓷胶同时均匀地涂覆在正极集流体上,经过烘干、碾压后得到正极片。所述正极片设置有上侧陶瓷胶区,浆料区和下侧陶瓷胶区。所述正极浆料区紧邻上、下陶瓷区,为保证n/p比,正极浆料区宽度正极浆料区涂覆量均匀,涂覆量设置为40mg/cm2。所述陶瓷胶区紧邻正极浆料区,上、下陶瓷胶区宽度均为6mm,陶瓷胶区与正极浆料区重叠0.5mm。
[0109]
需要说明的是,陶瓷胶涂覆量无特别要求,保证干燥后陶瓷胶的厚度低于正极浆料的厚度即可。
[0110]
2)将负极浆料均匀地涂覆在负极集流体上,经过烘干、碾压后得到负极片。所述负极片涂覆量为18.6mg/cm2。
[0111]
3)将正极片采用冲刀进行裁切,裁切后极片顶端保留的陶瓷胶的高度为3mm。将负极片采用冲刀进行裁切得到极片。
[0112]
4)将正负极片经过叠片、焊接极耳、入壳、烘干、注液、排气、化成、老化、分容得到成品的方型叠片锂离子电池。
[0113]
5)成品的方型叠片锂离电池在现有的arbin设备上,进行1c、100%dod (即100%放电深度)、45℃循环测试,测试结果如表1所示。
[0114]
实施例二:
[0115]
基于本发明提供的正极片的第二涂覆方式,制备获得成品叠片电池。具体包括以下步骤:
[0116]
1、将正极浆料涂覆在集流体上,经过烘箱烘干、碾压后得到正极片。所述正极片设置有陶瓷胶区,正极浆料正常涂覆区和正极浆料减薄涂覆区。所述正极片涂覆量设置需保证合适的n/p比,避免电池析锂。正极浆料正常涂覆区紧邻陶瓷胶区和正极浆料减薄涂覆区,其中正极浆料正常涂覆区到浆料减薄涂覆区的涂覆量梯度递减,正极浆料减薄涂覆区的n/p比大于正常涂覆区。正常涂覆量设置为40mg/cm2,正极浆料减薄涂覆区紧邻正极浆料
正常涂覆区,涂覆量梯度递减,由40mg/cm2梯度减小为36mg/cm2。
[0117]
需要说明的是,陶瓷胶涂覆量无特别要求,保证干燥后陶瓷胶的厚度低于正极浆料的厚度即可。
[0118]
2、将负极浆料均匀地涂覆在负极集流体上,经过烘干、碾压后得到负极片。所述负极片涂覆量为18.6mg/cm2。
[0119]
3、将正负极片采用冲刀进行裁切。
[0120]
4、将裁切后的极片经过叠片、焊接极耳、入壳、烘干、注液、排气、化成、老化、分容得到成品的方型叠片锂离子电池。
[0121]
5、成品的方型叠片锂离电池在现有的arbin设备上,进行1c、100%dod (即100%放电深度)、45℃循环测试,测试结果如表1所示。
[0122]
表1:
[0123] 温度循环次数容量保持率最大膨胀力参比例45度100087%9kn实施例145度100089%6.7kn实施例245度100089%6.5kn
[0124]
需要说明的是,表1中的最大膨胀力,是指成品电池在循环过程中由于极组膨胀产生的最大膨胀力。
[0125]
对比上面表1的测试结果可知,在相同循环次数下,本发明采取的两种改善方式(包括正极片的第一涂覆方式和正极片的第二涂覆方式),均能降低电池的循环膨胀力(通过现有的测量手段获取),进而提高电池的循环性能。
[0126]
需要说明的是,在上述实施例1中,介绍的是本发明中的第一种涂覆方式,与参比例的不同之处,主要是在正极片的底部涂了陶瓷胶,增大了正极浆料与壳体底部的距离,其他无区别。因为壳体底部不容易变形,因此越靠近壳体底部的位置电池应力越大。正极浆料与壳体底部的距离增大后,相当于去掉了应力最大的位置的极片,因此,在总体上降低了电池应力。
[0127]
在上述实施例2中,介绍的是本发明中的第二种涂覆方式,与参比例的不同之处,主要是减小了正极片底部的涂覆量,其他无区别。极组底部变薄之后,电池底部富余空间增大,极组底部有足够的膨胀空间,保证不受到壳体的束缚,进而减小电池应力。
[0128]
需要说明的是,在本发明中,电池的应力即为电池在循环过程中由于极组膨胀但受壳体束缚而产生的应力。极组膨胀力越大,电池应力越大。
[0129]
在本发明中,具体实现上,本发明提供的一种能够改善应力的方型叠片锂离子电池的制备方法,其应用于方型叠片锂离子电池。
[0130]
与现有技术相比较,本发明提供的能够改善应力的方型叠片锂离子电池的制备方法及应用,具有如下有益效果:
[0131]
本发明不需要改变电池结构、也不需要添加新设备,只需在正极片的涂覆工艺上进行科学的改动,就可以实现叠片式锂离子电池底部应力的降低,提高叠片式锂离子电池的循环性能。
[0132]
对于本发明,降低电池底部应力的原理是:通过在正极片的底部(即作为电池极组底部的一端)区域涂覆绝缘陶瓷胶,或者减小正极片底部区域的正极浆料涂覆量,减小电池
底部的入壳比(即电池极组的体积与电池壳体的体积之间的比值),给予电池极组底部足够的膨胀空间,进而避免电池极组底部因为受到外部电池壳体的应力束缚而导致锂离子难以嵌入脱出。
[0133]
需要说明的是,对于本发明,基于第一种涂覆方式,在正极片的底部涂了陶瓷胶,增大了正极浆料与壳体底部的距离,有效降低了电池壳对极组的束缚,从而减小应力。
[0134]
对于本发明,基于第二种涂覆方式,减小了正极片底部的涂覆量,极组底部厚度减小,入壳比降低,可以给予极组足够的膨胀空间,从而减小应力。
[0135]
综上所述,与现有技术相比较,本发明提供的一种能够改善应力的方型叠片锂离子电池的制备方法及应用,其设计科学,通过对正极片的涂覆工艺进行改进,在正极片两侧按照预设的方式,科学涂覆陶瓷胶和正极浆料,能够有效降低电池壳体底角对其内装配的电池极组的束缚力(即束缚的应力),从而有效缓解方型叠片锂离子电池存在的应力集中问题,提升方型叠片锂离子电池的循环性能,具有重大的实践意义。
[0136]
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。