1.本发明涉及金属铸造领域,具体公开了一种含异型内腔的钛及钛合金铸件制备方法。
背景技术:
2.钛及钛合金铸件被广泛应用于航空、航天、船舶及兵器领域,通常高精度的钛及钛合金铸件主要采用熔模精密铸件技术制备,铸件的内腔主要通过使用预制的陶瓷型芯或金属型芯成形,并在铸件铸成后设法脱除。对于陶瓷型芯,当内腔较长或为异型、内径较细小时,存在脱芯难、铸件内壁光洁度低等问题。对于金属型芯,由于钛及钛合金的化学活性,常采用难熔金属制造型芯,但存在型芯无退让性、难于清理、成本高、应用受限制等问题。也有采用低熔点金属制造型芯,如公开号cn 101745602 a的中国发明专利申请公开一种钛合金熔模铸造用可熔金属型芯的制备方法,该金属型芯材料选择实心铝、镁、锌及其合金,并在金属型芯表面喷涂稀土氧化物。采用该专利中的金属型芯生产有细长内腔的钛合金铸件,金属型芯表面喷涂物易在铸件内表面形成污染层,并且金属型芯的脱除过程会增加生产成本。而公开号为cn 102806311a的中国发明专利申请公开一种钛合金熔模铸件复杂管道成形工艺,该金属型芯采用纯钛或与铸件同牌号的材料,其型壳焙烧温度为980℃~1020℃,保温4~4.5小时,为了减轻长时间高温焙烧导致的金属型芯氧化问题,在金属型芯内充填高温真空除气的石墨粉。采用该工艺生产的有细长内腔的钛合金铸件,金属型芯由于经过β相转变温度以上高温焙烧组织粗化,降低铸件整体性能,同时内部充填的石墨粉在使用前需特殊处理,增加了生产成本,并会造成铸件内腔污染。随着我国航空航天领域的不断发展,钛合金铸件的形状和结构越来越复杂,对有复杂内腔的钛及钛合金铸件的质量和性能提出更高的要求。
技术实现要素:
3.本发明旨在至少在一定程度上解决相关技术中的上述技术问题。为此,本发明提出一种含异型内腔的钛及钛合金铸件制备方法,通过该方法可制备有含异型内腔的钛及钛合金铸件,能够有效解决有复杂内腔的薄壁精密钛及钛合金铸件难成型、尺寸精度低等问题。
4.为了实现上述目的,本发明第一方面提供了一种含异型内腔的钛及钛合金铸件制备方法,所述钛及钛合金铸件具有异型内腔,依次包括以下步骤:基础蜡模制备、整体蜡模制备、型壳制备、熔炼浇注、辅助结构切割打磨以及焊接;
5.其中,所述基础蜡模制备包括以下步骤:根据钛及钛合金铸件异型内腔的不同结构,将其分为a区整体蜡模、b区整体蜡模以及c区整体蜡模;
6.所述型壳制备包括以下步骤:
7.面层型壳制备:将所述整体蜡模表面涂挂面层浆料,然后去除多余面层浆料;
8.对所述a区整体蜡模、b区整体蜡模和c区整体蜡模进行刷涂或灌涂,增加异型内腔
区域面层浆料厚度;
9.对所述整体蜡模进行面层淋砂,干燥后,形成面层型壳;
10.背层型壳制备:将所述面层型壳表面涂挂背层浆料,去除多余背层浆料;
11.对所述a区整体蜡模、b区整体蜡模和c区整体蜡模进行二次刷涂或灌涂,增加背层浆料厚度;
12.对所述整体面层型壳进行背层淋砂,干燥后,形成第一层背层型壳;
13.多次重复进行背层型壳制备中的第一步和第三步,形成多层背层型壳;
14.对所述多层背层型壳进行焙烧,制备成铸件型壳。
15.另外,本发明的钛及钛合金铸件的制备方法还可以具有如下附加的技术特征:
16.根据本发明的一些实施例,所述a区整体蜡模包括:部分a区蜡模、上单片以及下单片,所述部分a区蜡模的上边缘和下边缘设有凹对接槽;所述上单片和下单片上设置有用于与所述凹对接槽适配的凸对接槽,所述b区整体蜡模包括部分b区蜡模以及随型单片;
17.所述整体蜡模制备包括以下步骤:将所述上单片、所述下单片分别组合到所述部分a区蜡模的上边缘和下边缘,利用凹对接槽和凸对接槽进行位置定位,形成整体蜡模。
18.根据本发明的一些实施例,所述部分b区蜡模上开设视窗,所述视窗至少带有一个凹耳片;
19.所述随型单片外形轮廓与所述视窗外形轮廓相配合;
20.所述随型单片上设有与所述凹耳片配合凸耳片。
21.通过所述视窗对所述c区整体蜡模的内腔进行充填。
22.根据本发明的一些实施例,所述a区整体蜡模包括:支撑结构以及增强结构;
23.所述基础蜡模制备包括以下步骤:根据铸件和异型内腔结构及尺寸设计基础蜡模制备模具,然后进行基础蜡模制备,形成带部分a区蜡模、部分b区蜡模和c区整体蜡模的基础蜡模,所述基础蜡模进行清洗并去除所述部分a区蜡模、部分b区蜡模和c区整体蜡模表面的分模线;
24.所述整体蜡模制备还包括以下步骤:在所述上单片和下单片之间安装支撑结构;在所述上单片和下单片上分别安装增强结构,用于将所述上单片和下单片分别与所述基础蜡模相连接;
25.将所述随型单片组合到整体蜡模模组的浇道上,对耳片位置加浇道支撑。
26.根据本发明的一些实施例,所述整体蜡模制备还包括以下步骤:对所述基础蜡模、所述上单片、下单片、支撑结构以及增强结构的接触位置进蜡模表面整修和打磨,对整体蜡模进行清洗。
27.根据本发明的一些实施例,去除多余背层浆料的步骤包括:采用对b区整体蜡模旋转倾斜的方式,加速浆料滴落,然后对b区整体蜡模进行二次浆料灌涂,再次旋转倾斜,加速浆料滴落。
28.根据本发明的一些实施例,所述对所述c区整体蜡模的内腔进行充填的步骤包括:
29.对所述c区整体蜡模的内腔进行充填的充填物采用背层浆料和背层砂料混合形成的有粘度的浆料砂料混合体。
30.根据本发明的一些实施例,所述熔炼浇注包括以下步骤:
31.通过视窗对铸件型壳的异型内腔进行质量检测;
32.利用铸件型壳进行铸件浇注,获得基础铸件和随型单片铸件;
33.利用铸件型壳在真空下进行离心浇注或重力浇注。
34.根据本发明的一些实施例,所述辅助结构切割打磨包括以下步骤:从浇注系统上切割下随型单片,切割基础铸件的支撑结构和增强结构,对切割后的边缘进行打磨。
35.根据本发明的一些实施例,所述焊接包括以下步骤:对所述b区整体蜡模和c区整体蜡模对应的铸件位置进行无损检测,当无内部缺陷时,对所述视窗进行封堵;当存在内部缺陷时,通过所述视窗对内部缺陷进行修复;
36.采用焊接方式用随型单片对视窗进行封堵;
37.对焊接区域外表面进行表面打磨。
38.与现有技术相比,本发明具有以下有益效果:
39.根据钛及钛合金铸件异型内腔的不同结构,分别成型铸件蜡模,进行成型铸件异型内腔,可有效解决薄壁钛及钛合金铸件异型内腔难成型,焊接易变形等问题。
附图说明
40.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
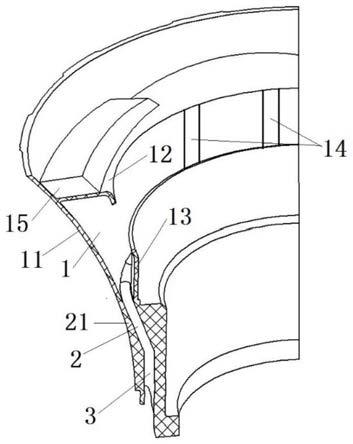
41.图1为本发明实施例含异型内腔的钛及钛合金铸件的整体蜡模部分结构剖视图;
42.图2为本发明实施例含异型内腔的钛及钛合金铸件的基础蜡模部分结构剖视图;
43.图3为本发明实施例含异型内腔的钛及钛合金铸件的基础蜡模部分结构后视图;
44.图4为本发明实施例含异型内腔的钛及钛合金铸件的基础蜡模剖面结构俯视图;
45.图5为本发明实施例随型单片立体图;
46.图6为本发明实施例上单片立体图;
47.图7为本发明实施例下单片立体图。
48.本发明目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
49.下面将参照附图更详细地描述本公开的示例性实施方式。虽然附图中显示了本公开的示例性实施方式,然而应当理解,可以以各种形式实现本公开而不应被这里阐述的实施方式所限制。相反,提供这些实施方式是为了能够更透彻地理解本公开,并且能够将本公开的范围完整的传达给本领域的技术人员。
50.应理解的是,文中使用的术语仅出于描述特定示例实施方式的目的,而无意于进行限制。除非上下文另外明确地指出,否则如文中使用的单数形式“一”、“一个”以及“所述”也可以表示包括复数形式。术语“包括”、“包含”以及“具有”是包含性的,并且因此指明所陈述的特征、元件和/或部件的存在,但并不排除存在或者添加一个或多个其它特征、元件、部件、和/或它们的组合。
51.在本发明的描述中,除非另有明确的规定和限定,术语“设置”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体式连接;可以是直接相连,也可以
通过中间媒介间接相连。对于本领域技术人员而言,可根据具体情况理解上述术语在本发明中的具体含义。
52.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”、的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
53.为了便于描述,可以在文中使用空间相对关系术语来描述如图中示出的一个元件或者特征相对于另一元件或者特征的关系,这些相对关系术语例如为“底”、“前”、“上”、“倾斜”、“下”、“顶”、“内”、“水平”、“外”等。这种空间相对关系术语意于包括除图中描绘的方位之外的在使用或者操作中机构的不同方位。例如,如果在图中的机构翻转,那么描述为“在其它元件或者特征下面”或者“在其它元件或者特征下方”的元件将随后定向为“在其它元件或者特征上面”或者“在其它元件或者特征上方”。因此,示例术语“在
……
下方”可以包括在上和在下的方位。
54.请参照图1-7所示,本发明实施例中含异型内腔的钛及钛合金铸件的制备方法包括以下步骤:
55.步骤100、基础蜡模制备
56.将铸件的异型内腔结构分为a区整体蜡模1、b区整体蜡模2和c区整体蜡模3三个部分,分别进行蜡模制备;
57.其中,a区整体蜡模1包括:部分a区蜡模11、上单片12、下单片13、支撑结构14、增强结构15;部分a区蜡模11的上边缘和下边缘带有凹对接槽16,数量不少于1个;上单片12和下单片13上带有和凹对接槽16形状尺寸配合的凸对接槽17,数量与凹对接槽16相同;
58.b区整体蜡模2包括:部分b区蜡模21、随型单片23;部分b区蜡模21上包含视窗22;视窗22的数量不少于1个,形状优选为长方形,长度为b区整体蜡模2内腔长度0.4~0.8倍之间,最大尺寸不超过50mm,宽度介于b区整体蜡模2内腔宽度尺寸的0.4~0.8倍之间。当b区整体蜡模2的内腔长度大于50mm,可选择设置多于1个视窗22。视窗22的位置优选居于b区整体蜡模2的中部。视窗22至少带有一个凹耳片24,凹耳片的形状选择半圆形、长方形、正方形、锯齿形,优选为半圆形。
59.随型单片23外形轮廓与视窗22外形轮廓相配合,外形尺寸小于视窗22的范围介于0.5mm~2.5mm之间;使后期焊接时,随型单片23的外形尺寸更容易于视窗22相配合,在支撑块的辅助作用下,提高焊接精度;
60.随型单片上带有凸耳片25与凹耳片24配合,凸耳片25的数量与凹耳片24的数量相同;通过凸耳片25与凹耳片24交叉相连,提高该区域焊接后的整体强度;
61.b区整体蜡模2和c区整体蜡模3壁厚比实际壁厚增加0.3~2mm;增加的壁厚为铸件壁厚预留量,避免后期由于采用酸洗,使铸件该位置壁厚减薄,不能满足尺寸要求;
62.根据铸件异型内腔结构及尺寸设计基础蜡模制备模具,然后进行基础蜡模制备,形成带部分a区蜡模11、部分b区蜡模21和c区整体蜡模3的基础蜡模;
63.对基础蜡模进行清洗并去除部分a区蜡模11、部分b区蜡模21和c区整体蜡模3表面的分模线;
64.采用刀片或者刮刀,通过部分b区蜡模21上的视窗22,去除部分b区蜡模21和c区整
体蜡模3表面的分模线。由于视窗22的存在,可进一步对铸件异型内腔内壁蜡模表面进行修整,提高其内壁蜡模的表面光洁度,进而提高铸件的表面质量。
65.步骤200、整体蜡模制备
66.采用局部加热或部分熔化的方法,将上单片12和下单片13分别组合到部分a区蜡模11的上边缘和下边缘,利用凹对接槽16和凸对接槽17相配合进行位置定位,形成整体蜡模;
67.在上单片12和下单片13之间安装支撑结构14,支撑结构14的数量不少于1个。支撑结构14可同时对上单片12和下单片13形成支撑,避免铸件浇注成型过程,上单片12和下单片13发生变形而影响异型内腔的尺寸精度。在上单片12和下单片13上分别安装增强结构15,用于将上单片12和下单片13分别与基础蜡模相连接。利用额外添加的增强结构15可以将上单片12和下单片13和基础蜡模形成一个结构整体,有利于增加上单片12和下单片13的结构稳定性,进一步提高该区域铸件的尺寸精度。
68.增强结构15的外形轮廓与基础蜡模和上单片12、下单片13配合,为连续的长方形或半圆形,数量不少于1个。增强结构15的外形轮廓选择可兼顾与上单片12、下单片13配合,并易于后期清除。
69.对基础蜡模和上单片12、下单片13、支撑结构14和增强结构15的接触位置进蜡模表面整修和打磨,对整体蜡模进行清洗。
70.将随型单片23组合到整体蜡模模组的浇道上,对耳片25增加浇道进行支撑,避免浇注过程中耳片25发生变形。
71.步骤300、型壳制备
72.面层型壳制备
73.将整体蜡模表面涂挂面层浆料,然后去除多余面层浆料;
74.对a区整体蜡模1、b区整体蜡模2和c区整体蜡模3进行刷涂或灌涂,增加异型内腔孔区域面层浆料厚度;与常规型壳制备过程相比,异型内腔尺寸较小,且很难通过目视观察该区域蜡模表面的面层浆料是否涂覆均匀,因此对异型内腔区域额外增加面层浆料涂覆,以保证与蜡模直接接触的面层质量均匀性;
75.对整体蜡模进行面层淋砂,通过视窗22检查异型内腔区域淋砂质量,对局部缺砂的位置进行补充淋砂,然后干燥,形成面层型壳;
76.背层型壳制备
77.将面层型壳表面涂挂背层浆料,去除多余背层浆料。
78.去除多余面层浆料或背层浆料,采用对b区位置旋转倾斜的方式,加速浆料滴落,然后对b区进行二次浆料灌涂,再次旋转倾斜,加速浆料滴落;
79.对a区整体蜡模1、b区整体蜡模2和c区整体蜡模3进行二次刷涂或灌涂,增加背层浆料厚度;异型内腔区域浆料不易排出,采用旋转倾斜的方式,可避免浆料在异型内腔区域形成局部堆积;
80.对整体面层型壳进行背层淋砂,形成第一层背层型壳;
81.通过视窗22对c区整体蜡模3的内腔进行充填;由于异型内腔区域尺寸较小,如果采用常规方式逐层涂覆,会导致异型内腔的外露部分被填充满,而内部处于中空的状态,大大降低区域型壳强度,易导致铸件充型过程中出现型壳局部破裂的情况,降低铸件合格率。
而通过视窗可以对异型内腔进行填充和捣实,有利于增强异型内腔区域的型壳强度;
82.对c区整体蜡模3的内腔进行充填的充填物采用背层浆料和背层砂料混合形成的有粘度的浆料砂料混合体;
83.多次重复进行背层型壳制备中的第一步和第三步,形成多层背层型壳。
84.对型壳进行焙烧,制备成铸件型壳。
85.步骤400、熔炼浇注
86.通过视窗22对铸件型壳的异型内腔进行质量检测。对型壳局部开裂、掉砂等问题进行修复,提高型壳质量。
87.利用铸件型壳进行铸件浇注,获得基础铸件和随型单片23铸件。
88.利用铸件型壳在真空下进行离心浇注或重力浇注。
89.步骤500、辅助结构切割打磨
90.从浇注系统上切割下随型单片23。
91.切割基础铸件的支撑结构14和增强结构15,对切割后的边缘进行打磨。
92.步骤600、焊接
93.对b区整体蜡模2和c区整体蜡模3对应的铸件位置进行无损检测,当无内部缺陷时,对视窗22进行封堵;当存在内部缺陷时,通过视窗22对内部缺陷进行修复;视窗22结构的设置使封闭的无法修复的难成型的异型缝隙盲腔变成在多工序可进行质量检测和缺陷修复的窗口,大大提高了铸件的质量和成品率。
94.采用焊接方式用随型单片23对视窗22进行封堵。
95.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
