技术特征:
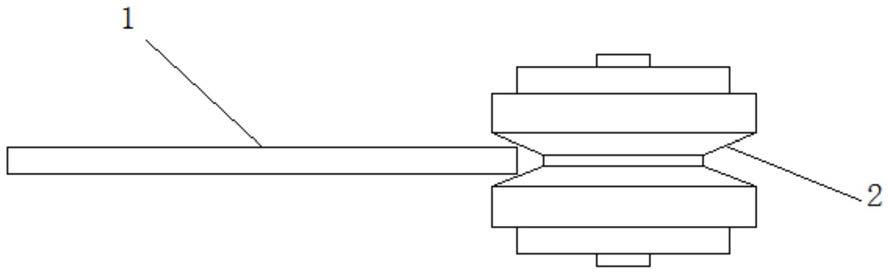
1.在制造浮法玻璃的生产线上热态玻璃的修边抛光工艺,其特征在于,所述的工艺为在浮法玻璃生产线上由纵向修边抛光装置和横向修边抛光装置分别对高温玻璃板进行纵向修边抛光处理和横向修边抛光处理,所述的纵向修边抛光装置设置在退火窑内两侧边上,所述的横向修边抛光装置设置在退火窑辊道上方,所述的工艺具体包括如下步骤:(1)在平板玻璃浮法生产线退火窑b区纵向掰边工序之后,玻璃板进入纵向修边抛光区域,当玻璃板运行到该区域时,具有独立传动的退火窑辊道缓慢运行,设置在退火窑内两侧边纵向修边抛光装置靠近玻璃板的纵向边部,修边轮与玻璃板做同步运动,进而完成玻璃板纵边修边抛光;(2)经过纵边修边抛光后的玻璃板在退火窑辊道上传动继续前行,进入横向修边抛光区域,当玻璃板进入到该区域时,退火窑传动辊道暂停,所述的横向修边抛光装置移动并靠紧在玻璃板前后两条横边上,横向修边抛光装置做横向摆动,进而完成玻璃板横向修边抛光。2.根据权利要求1所述的在制造浮法玻璃的生产线上热态玻璃的修边抛光工艺,其特征在于,所述的高温玻璃的温度为500-650℃。3.根据权利要求1所述的在制造浮法玻璃的生产线上热态玻璃的修边抛光工艺,其特征在于,所述的纵向修边抛光装置和横向修边抛光装置组成结构相同,由多个修边抛光单元部件和一个执行机构组成,所述的修边抛光单元部件包括抛光轮和修边火焰枪,所述的抛光轮和修边火焰枪一一对应设置,所述的执行机构与抛光轮和修边火焰枪连接。4.根据权利要求3所述的在制造浮法玻璃的生产线上热态玻璃的修边抛光工艺,其特征在于,所述的纵向修边抛光装置的执行机构由第一升降调节机构和第一横向运动机构组成,所述的横向修边抛光装置的执行机构由第二升降调节机构、第二横向运动机构和纵向运动机构组成。5.根据权利要求3或4所述的在制造浮法玻璃的生产线上热态玻璃的修边抛光工艺,其特征在于,所述的纵向修边抛光装置设置在退火窑b区纵向掰边区后部的退火窑内的两侧边上,优选的,每一个侧边上设置5-10个修边抛光单元部件。6.根据权利要求3或4所述的在制造浮法玻璃的生产线上热态玻璃的修边抛光工艺,其特征在于,所述的横向修边抛光装置设置在退火窑b区纵向修边抛光区之后,位于退火窑辊道上部,并与辊道平行;优选的,设置有前后两组修边抛光单元部件,每组中修边抛光单元部件为20个。7.根据权利要求3所述的在制造浮法玻璃的生产线上热态玻璃的修边抛光工艺,其特征在于,所述的抛光轮由耐热不锈钢轮体和高温轴承组成,所述的修边火焰枪由火焰枪枪体和气管组成,所述修边火焰枪的材料为耐热不锈钢。8.根据权利要求7所述的在制造浮法玻璃的生产线上热态玻璃的修边抛光工艺,其特征在于,所述的抛光轮的耐热温度大于700℃,所述的修边火焰枪的耐热温度大于700℃。9.根据权利要求7所述的在制造浮法玻璃的生产线上热态玻璃的修边抛光工艺,其特征在于,所述的不锈钢轮体中间设置有v形凹槽,以使玻璃板的边部可进入v型槽内,所述的不锈钢轮体以v形凹槽为中心对称设置。10.根据权利要求3所述的在制造浮法玻璃的生产线上热态玻璃的修边抛光工艺,其特征在于,修边火焰枪喷出的火焰温度为1500-3000℃,修边火焰枪的燃料为乙炔和氧气的混
合气体。
技术总结
本发明涉及一种在制造浮法玻璃的生产线上热态玻璃的修边抛光工艺,所述工艺为在浮法玻璃生产线上由纵向修边抛光装置和横向修边抛光装置对高温玻璃板进行纵向修边抛光处理和横向修边抛光处理。本发明的高温玻璃修边抛光工艺依次经过纵向修边抛光处理和横向修边抛光处理,处理后的玻璃进入下一步的深加工工序,经修边抛光工序处理后的玻璃边部后期无需再进行磨边处理,本发明工艺在浮法玻璃生产线上,温度500-650℃,整个工艺在高温下进行操作,经过本发明的工艺处理后的玻璃尺寸精准,玻璃边部修边平直光滑,整齐无崩边,其边部质量远优于传统常温状态下玻璃磨边工艺生产的产品,完全达到玻璃深加工的技术要求。完全达到玻璃深加工的技术要求。完全达到玻璃深加工的技术要求。
技术研发人员:王睿 张珩 石硼 张睿
受保护的技术使用者:国玻新创(北京)科技发展有限公司
技术研发日:2022.02.10
技术公布日:2022/4/29
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。