一种水泥基3d打印构件各向异性性能的表征方法
技术领域
1.本发明涉及建筑材料性能测试领域,特别涉及一种水泥基3d打印构件各向异性性能的表征方法。
背景技术:
2.建筑3d打印技术是一种应用机电一体化技术将水泥基建筑材料自动建造成所设计的模型结构的新型建造方式,具有设计自由化、施工快速化等诸多优势。然而,水泥基3d打印构件材料的制造过程为逐层堆叠,难免造成层间界面的薄弱粘结。层间薄弱面在一定程度上成为了打印构件潜在的定向缺陷,导致结构产生不协调的变形、不连续的力学与性能,使得打印构件在性能上呈现了各向异性。同时,打印构件易因应力集中而发生破裂,进而削弱了结构的整体承载能力和长期耐久性能。
3.专利文件cn113884357a公开了一种基于挤压成型工艺的打印混凝土力学指标的表征方法。根据打印条带的基本布置方式,提出了材料方向的确定方法和打印混凝土试件的制作要求,利用提出的名义值统一表征不同材料方向的力学指标,并采用各向异性系数和换算系数表示该名义值与不同材料方向力学指标的实测值、相同配合比现浇混凝土力学指标的实测值之间的关系。该专利提出的各向异性系数和换算系数均是与现浇混凝土进行比较,无法定量地分析评估水泥基3d打印构件的力学性能,进而量化表征水泥基3d打印构件的各向异性性能,根据量化的各向异性性能指标数据来确定水泥基3d打印构件的打印参数是否合适。因此,有必要提出一种量化的方法能表征水泥基3d打印构件的各向异性性能。
技术实现要素:
4.本发明的目的在于克服现有技术中无法量化评估水泥基3d打印构件的各向异性性能的问题,提供一种水泥基3d打印构件各向异性性能的表征方法。
5.为了实现上述发明目的,本发明提供了以下技术方案:
6.一种水泥基3d打印构件各向异性性能的表征方法,包括以下步骤:
7.(1)确定设定打印参数下打印构件的硬化性能,即根据设定打印参数确定打印构件需要测试的硬化性能;
8.(2)采用设定打印参数进行打印,制备出所述打印构件;
9.(3)在所述打印构件上建立xyz坐标系,以水平打印层为xy平面,z方向垂直于水平打印层中心,明确切割参数、测试方向以及不同测试方向的试件个数;
10.(4)将所述打印构件切割成试件,进行硬化性能测试,得到不同测试方向试件的硬化性能数据;
11.(5)根据不同测试方向的硬化性能数据得到各向异性系数ia,确定设定打印参数下所述打印构件的各向异性等级,所述各向异性系数ia的计算公式如下:
[0012][0013]
式中,i为硬化性能测试时在主作用方向(x方向或y方向或z方向)下作用形式的个数,作用形式包括点作用、线作用、面作用;f
xi
、f
yi
、f
zi
分别代表沿主作用方向下第i个作用形式下的测试数据;f
avg
为所有主作用方向下的平均数据,
[0014]
作为本发明的优选方案,所述硬化性能包括力学性能。更近一步地,所述硬化性能还包括耐久性能。
[0015]
作为本发明的优选方案,所述力学性能包括单轴压缩试验、劈裂试验和抗折试验得出的数据得到。在本发明中,作用形式是根据测试的需求进行选择,对单轴压缩试验测试时施加的载荷为面载荷,作用形式为面作用;对劈裂试验和抗折试验测试时施加的载荷为线载荷,作用形式为线作用。
[0016]
作为本发明的优选方案,所述设定打印参数为制备所述打印构件过程中采用的参数,所述设定打印参数包括打印环境参数、水泥基材料的配合比、打印设备及打印设备参数、打印模型参数、打印路径参数、养护参数。
[0017]
作为本发明的优选方案,所述打印环境参数包括打印平台参数、打印现场温湿度及打印现场风速。其中,所述打印平台是能够供所述打印构件成型前的工作平面,所述打印平台参数包括打印平台平整度、打印平台材质、打印平台尺寸。
[0018]
作为本发明的优选方案,所述水泥基材料的配合比为所述打印构件采用的所述水泥基材料中各原料的配比。更进一步地,所述水泥基材料配合比包括基于混凝土3d打印工艺下的可打印材料,不限定原材料的选用。
[0019]
作为本发明的优选方案,所述的打印设备为将所述水泥基材料完成“泵送、挤出、轨迹行走”打印过程的执行仪器;所述打印设备参数包括所述打印设备挤出工具端的形状及尺寸大小、泵送速度、挤出速度、行走轨迹速度。
[0020]
作为本发明的优选方案,所述打印模型是指所述水泥基材料经所述打印设备上的挤出工具端完成挤出与行走轨迹后的、可完整呈现的形体;其中,所述打印模型参数包括所述打印构件的结构分块设计和分块后单一模型的长、宽、高及悬挑角度。如果所述打印构件的尺寸超出了所述打印设备所能满足的范围,则需要对所述打印构件分块设计,进行分块打印而后进行拼接,拼接的位置很关键,涉及到对所述打印构件整体性能的影响,以及打印的可实现性。
[0021]
作为本发明的优选方案,所述打印路径为完成所述打印模型下所述打印设备的挤出工具端的行走轨迹;所述打印路径包括构件单一模型的切片方向、层高、填充模式。
[0022]
作为本发明的优选方案,所述养护参数为满足项目“吊、运、用”时间节点,且能够提升所述打印构件性能和质量、加大生产效率的方式,所述养护参数养护温度和养护时间。
[0023]
作为本发明的优选方案,所述步骤(3)中,建立xyz坐标系中,x、y、z三个主方向相互正交,x主方向为外部一点垂直于打印层的横截面中心,y主方向为外部一点垂直于打印层的侧面中心,z主方向为外部一点垂直于打印层的平截面中心,x、y、z三个主方向相交于
试件几何中心,其中,在进行硬化性能测试中,以x、y、z三个主作用方向为主,即大方向,在每个大方向下按照测试要求分为若干小方向,也根据项目性能需求定义坐标系。本发明的坐标系具有普遍的特性,可定义为常规坐标系。当打印异形打印构件时,进行硬化性能测试的坐标系就不再是横平竖直的常规坐标系,而是根据异形打印构件的结构分析模型的薄弱区域的范围、形态、位置而建立坐标系。更进一步的,x、y、z三个方向任意两个方向可随另一方向旋转组成新的xyz坐标系,具体旋转角度随项目性能要求的方向而定。
[0024]
作为本发明的优选方案,所述切割参数包括选取切割几何体类别、切割位置、切割尺寸、切割方向。其中,切割后所述试件内的层间薄弱面数量、面积、位置等因素对所述试件的性能检测结果有一定程度的影响,具体程度大小与所述设定打印参数有关。
[0025]
作为本发明的优选方案,所述切割几何体类别包括圆柱体、正方体、长方体。
[0026]
作为本发明的优选方案,所述切割位置是区别于浇筑试件,包括从构件的边角处切割、悬挑处切割、中心处位置切割。
[0027]
作为本发明的优选方案,所述切割尺寸根据不同硬化性能测试的测试标准要求确定。
[0028]
作为本发明的优选方案,所述切割方向为在xyz坐标系内任意平行或垂直于所作用面的方向,所述切割方向根据不同硬化性能测试而确定。
[0029]
在本发明中,不同测试方向的所述试件个数为不同测试方向的最小数量,最小数量依据测试施加的作用形式不同而确定每个测试方向的最小数量不同。其中,硬化性能测试施加的作用形式分为点作用、线作用、面作用形式。在测试时需要将方向标记清晰,避免数据混乱。同时,若测试过程中,在作用形式下导致试件的破损,甚至破坏,应替换完全无破损的、相同工程参数的试件进行下次的测试。而且,作用形式下的测试个数,是从试件上任选由三个两两正交的面,分别选取等量的测试区域或次数,同一面内对应位置的数据取平均数。
[0030]
作为本发明的优选方案,步骤(5)中,所述各向异性等级分为高、较高、中、较低、低、很低六个等级,每个所述各向异性等级对应的所述各向异性系数范围依次为60%≤ia<100%、45%≤ia<60%、30%≤ia<45%、15%≤ia<30%、5%≤ia<15%、ia<5%。
[0031]
与现有技术相比,本发明的有益效果:
[0032]
本发明的发明采用在设定打印参数下打印成打印构件,并按照切割参数将打印构件切割成试件,经过测试后计算得到不同硬化性能下的各向异性系数,从而确定各向异性等级,实现对各向异性性能的表征,本发明通过计算得到各向异性系数和各向异性等级,采用量化指标来快捷、精准地评估水泥基3d打印构件的各向异性性能,可以根据各向异性系数定量地分析评估水泥基3d打印构件中打印参数是否合理,并为具体工程的不同要求快捷精准地确定打印参数。本发明提出的表征方法简单实用,便于打印混凝土技术在工程中的应用。
附图说明:
[0033]
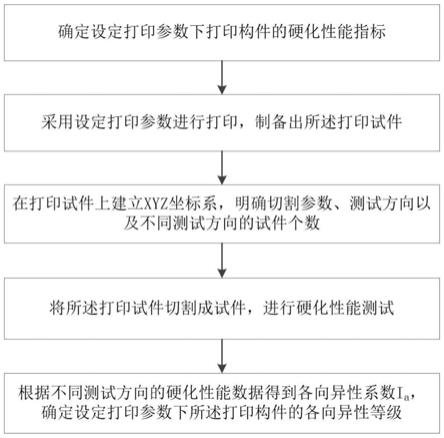
图1为本发明水泥基3d打印构件各向异性性能表征方法的流程示意图;
[0034]
图2为实施例1中打印构件制备的现场图;
[0035]
图3为实施例1中打印构件xyz坐标系;
[0036]
图4为实施例1中打印构件的v打印模型示意图;
[0037]
图5为实施例1中打印构件的b打印模型示意图;
[0038]
图6为实施例1中打印构件线作用的示意图;
[0039]
图7为实施例1中立方体试件图;
[0040]
图8为实施例1中棱柱体试件图;
具体实施方式
[0041]
下面结合试验例及具体实施方式对本发明作进一步的详细描述。但不应将此理解为本发明上述主题的范围仅限于以下的实施例,凡基于本发明内容所实现的技术均属于本发明的范围。
[0042]
实施例1
[0043]
一种水泥基3d打印构件各向异性性能的表征方法,如图1所示,包括以下步骤:
[0044]
(1)确定设定打印参数下打印构件的硬化性能指标。
[0045]
本步骤的目的是根据设定打印参数确定打印构件需要测试的硬化性能,由于打印工艺造成打印构件存在硬化性能上的各向异性,为了提高打印构件在各方向硬化性能的利用率,从而避免单一方向上硬化性能的余裕量过大导致浪费,在本实施例中,在不同方向的硬化性能指标为依据特定的打印工程参数范围即设定打印参数下对打印构件不同方向的硬化性能指标确定,且与相关规范所列指标一一对应。在本实施例中,硬化性能为打印构件的力学性能,力学性能包括单轴压缩试验、劈裂试验和抗折试验得出的数据得出,本发明的测试的打印构件的硬化性能为力学性能,在一些实施例中,硬化性能包括力学性能和耐久性能。
[0046]
(2)采用设定打印参数进行打印,制备出试件打印构件。
[0047]
试件设定打印参数包括打印环境参数、水泥基材料的配合比、打印设备及打印设备参数、打印模型参数、打印路径参数、养护参数。试件打印环境参数包括打印平台参数、打印现场温湿度及打印现场风速。其中试件打印平台参数包括打印平台平整度、打印平台材质、打印平台尺寸。试件水泥基材料的配合比为试件打印构件采用的试件水泥基材料中各原料的配比。本实施例采用的水泥基材料的配合比如下表1所示。
[0048]
表1水泥基材料的配合比(wt.%)
[0049][0050]
试件打印设备参数包括试件打印设备挤出工具端的形状及尺寸大小、泵送速度、挤出速度、行走轨迹速度。试件打印模型是指试件水泥基材料经试件打印设备上的挤出工具端完成挤出与行走轨迹后的、可完整呈现的形体;其中,试件打印模型参数包括试件打印构件的结构分块设计和分块后单一模型的长、宽、高及悬挑角度。试件打印路径为完成试件打印模型下试件打印设备的挤出工具端的行走轨迹;试件打印路径包括构件单一模型的切片方向、层高、填充模式。试件养护参数养护温度和养护时间。为满足加载方向,本实施例的打印构件有v、b两中打印模型,分别如图2、图3所示,两种打印模型的打印路径间隔均为40mm,每层层高设置为13mm。v模型每层有12个往返的连续路径,且垂直堆叠层数为10层;b
模型每层有6个往返的连续路径,且垂直堆叠层数为20层。同时,固定相应打印设备参数。打印喷头为矩形40mm
×
15mm,打印喷头行走速度为12cm/s,泵送设备螺杆的旋转速度为25r/min。在室温环境下进行打印,如图4所示。
[0051]
(3)在试件打印构件上建立xyz坐标系,以水平打印层为xy平面,z方向垂直于水平打印层中心,明确切割参数、测试方向以及不同测试方向的试件个数;
[0052]
区别于浇筑混凝土,水泥基3d打印构件在力学上具备一定程度的各向异性,需对打印构件定义方向。如图5所示,x、y、z三个主方向相互正交,x主方向为外部一点垂直于打印层的横截面中心,y主方向为外部一点垂直于打印层的侧面中心,z主方向为外部一点垂直于打印层的平截面中心,x、y、z三个主方向相交于试件几何中心。其中,以x、y、z三个主作用方向为主。当单轴压缩试验时为面荷载,作用形式为面作用,i为1;对劈裂试验和抗折试验测试时施加的载荷为线载荷,作用形式为线作用,在本实施例中,每个主作用方向下线荷载有两个施加线作用,则i为2,如图6所示,依次分为f
xy
、f
xz
、f
yx
、f
yz
、f
zx
、f
zy
六个线荷载,以“f
zx”方向为例,第一个下角标为所在轴,第二个下角标为平行轴向。
[0053]
(4)将试件打印构件切割成试件,进行硬化性能测试,得到不同测试方向试件的硬化性能数据;
[0054]
切割参数包括选取切割几何体类别、切割位置、切割尺寸、切割方向。试件切割几何体类别包括圆柱体、正方体、长方体。试件切割位置是区别于浇筑试件,包括从构件的边角处切割、悬挑处切割、中心处位置切割。
[0055]
试件切割方向为在xyz坐标系内任意平行或垂直于所作用面的方向,试件切割方向根据不同硬化性能测试而确定。
[0056]
待试件自然静置8-48小时后,根据不同测试方向经岩石切割机将其分割成若干个100mm
×
100mm
×
100mm的立方体试件(如图7所示)与50mm
×
50mm
×
200mm的棱柱体试件(如图8所示),并在试件上分别注明方向。同时,考虑到试验的严谨性以及确保试验的准确性,根据切割位置尽可能固定薄弱面的个数及面积。而后,立即放入zky-400b蒸汽养护箱,设置相应养护参数。每组打印构件经历蒸养制度后,待28天自然养护后,选取立方体试件分别延x、y、z三个加载方向进行单轴压缩试验,测试标准为《普通混凝土力学性能试验方法标准》gb/t50081-2002,每个测试方向的试件个数宜为3个,选取棱柱体试件分别施加f
xy
、f
xz
、f
yx
、f
yz
、f
zx
、f
zy
六个线荷载进行劈裂强度试验与抗折强度试验,测试标准为《普通混凝土力学性能试验方法标准》gb/t50081-2002,每个测试方向的试件个数宜为3个,在六个线荷载作用下测试得到的数据分别为f
x1
、f
x2
、f
y1
、f
y2
、f
z1
、f
z1
。
[0057]
在测试过程中,硬化性能测试施加的作用形式分为点作用、线作用、面作用形式。在测试时需要将方向标记清晰,避免数据混乱。同时,若测试过程中,在作用形式下导致试件的破损,甚至破坏,应替换完全无破损的、相同工程参数的试件进行下次的测试。而且,作用形式下的测试个数,是从试件上任选由三个两两正交的面,分别选取等量的测试区域或次数,同一面内对应位置的数据取平均数。试件点作用形式为作用范围小于或远小于试件单一作用表面面积的形式,其中作用范围的形状常为圆形,且不限于此形状。其中,试件的点作用下的测试个数,从试件上任选由三个两两正交的面,分别选取等量的作用点;试件线作用形式不是包含作用线宽度小于或远小于试件单一作用表面尺寸的形式,其中作用范围的形状常为矩形,且不限于此形状;试件面作用形式是包含作用范围大于或等于试件单一
作用表面面积的形式,其中作用范围的形状由试件作用面的形状而定,常为圆形或方形,且不限于此形状。
[0058]
(5)根据不同测试方向的硬化性能数据得到各向异性系数ia,确定设定打印参数下试件打印构件的各向异性等级,试件各向异性系数ia的计算公式如下:
[0059][0060]
式中,i为硬化性能测试时在主作用方向(x方向或y方向或z方向)下作用形式的个数;f
xi
、f
yi
、f
zi
分别代表沿主作用方向下第i个作用形式下的测试数据;f
avg
为所有主作用方向下的平均数据,
[0061]
各向异性系数为单一方向作用下i个作用方向下力学性能测试数据均值的平均方差与平均值的比。对于各向同性材料,理论上假定各向异性系数ia的值为0。而实际上,由于试验中人为因素、温度环境因素,以及其他客观因素,所得数值不绝对为0。但经试验次数与精度不断提高,其各向异性系数ia的值应无限接近于0。综上,数值越小,各向异性的差异也就越小。同时,当项目对于各方向力学性能要求不明确时,宜采用各向异性差异较小的试件,达到最大化适应项目的目标。本实施例提供了不同养护参数下打印构件各向异性性能的表征方法,养护参数包括升温速度、恒温时间、恒温温度,表2、表3、表4为不同养护参数下试件的性能测试数据。
[0062]
表2各组f
x
、f
x28
、fy、f
y28
、fz、f
z28
的立方体抗压强度数据
[0063][0064][0065]
表3施加f
xy
、f
xz
、f
yx
、f
yz
、f
zx
、f
zy
线荷载下劈裂试验的测试数据
[0066][0067]
表4施加f
xy
、f
xz
、f
yx
、f
yz
、f
zx
、f
zy
线荷载下抗折试验的测试数据
[0068][0069]
各向异性等级分为高、较高、中、较低、低、很低六个等级,每个试件各向异性等级对应的试件各向异性系数范围依次为60%≤ia<100%、45%≤ia<60%、30%≤ia<45%、15%≤ia<30%、5%≤ia<15%、ia<5%。表5为不同养护参数下试件的各向异性系数和各向异性等级。
[0070]
表5力学各向异性结果汇总表
[0071]
[0072][0073]
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。