技术特征:
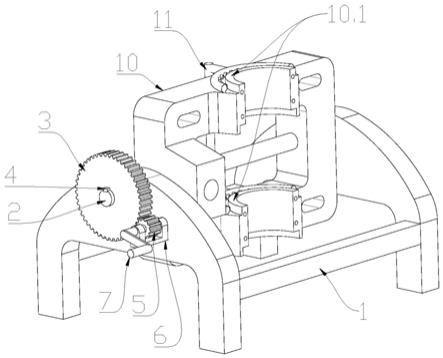
1.一种轮箍轧机主传动底座轴瓦安装处磨损的堆焊工艺,所述轴瓦安装处(10.1)位于轮箍轧机主传动底座(10)的中间位置,其横向开设有贯穿左右用于装配的装配孔(10.2),其特征在于:通过将轮箍轧机主传动底座(10)设置在焊接修复装置上进行焊接修复,所述焊接修复装置包括结构件机架(1)和与轴瓦安装处(10.1)外形相适配的加热工装(11),所述结构件机架(1)的顶部两侧可转动贯穿设置有转动轴(2),所述轮箍轧机主传动底座(10)通过装配孔(10.2)贯穿设置在转动轴(2)上,该转动轴(2)的一端部固定设置有转动装置,通过该转动装置可以将轮箍轧机主传动底座(10)绕转动轴(2)缓慢旋转,其堆焊工艺如下:步骤一、焊前准备;1.1)、焊接设备:数字化控制逆变式手工焊条电弧焊和氩弧焊合并用直流焊机,底层和堆焊层的焊接材料分别采用φ3.0mm和φ4.0mm的er50-6焊丝,氩气纯度≥99.999%;1.2)、加热装置:煤气加热;1.3)、辅助设施:角磨机、锉刀、手锤、扁铲、面罩、样板、测温仪、放大镜、保温棉;1.4)、焊件材料:本体zg35;1.5)、焊前堆焊要求:通过手工角磨机清理磨损表面去除铁锈、油脂、水分,使用加热工装预热;1.6)、焊接位置:水平堆焊;1.7)、焊接要求:所有焊接层必须无任何焊接缺陷并熔合于母材;1.8)、焊接工艺参数:根据焊接设备、焊接材料、焊件材质以及焊接要求制定焊接参数;步骤二、焊接实施;2.1)、轮箍轧机主传动底座(10)固定在焊接修复装置的转动轴(2)上后,通过转动装置将轮箍轧机主传动底座(10)的轴瓦安装处(10.1)旋转至焊接水平位置,然后通过手工角磨机清理磨损表面,待铁锈、油脂和水分去除后,在轴瓦安装处(10.1)底部位置安装加热工装并通过该加热工装对轴瓦安装处(10.1)底部位置进行预热;2.2)、当轴瓦安装处(10.1)预热至150-250℃后,通过焊接装置同时从轴瓦安装处(10.1)的两侧进行堆焊修复,焊接时,底层焊接为纵向焊缝,堆焊层为横向焊缝,堆焊的每一层控制在0.5-1.5mm;2.3)、堆焊全部完成并检测合格后,整体堆焊层进行350℃保温4小时的退火热处理,再通过保温棉包扎缓慢冷却,再次确认堆焊层无任何焊接缺陷后,进行机械和手工研磨并在通过样板检验验收后,交付使用。2.根据权利要求1所述的一种轮箍轧机主传动底座轴瓦安装处磨损的堆焊工艺,其特征在于:所述转动轴(2)通过轴套(9)设置于结构件机架(1)的顶部两侧。3.根据权利要求1所述的一种轮箍轧机主传动底座轴瓦安装处磨损的堆焊工艺,其特征在于:所述转动装置包括设置于转动轴(2)一侧端部的固定设置有大齿轮(3),该大齿轮(3)一侧的结构件机架(1)外侧面上固定设置有齿轮固定座(6),该齿轮固定座(6)内可转动设置有与大齿轮(3)啮合的小齿轮(5),该小齿轮(5)的中心轴向上固定设置有把手(7)。4.根据权利要求3所述的一种轮箍轧机主传动底座轴瓦安装处磨损的堆焊工艺,其特征在于:所述大齿轮(3)的中心处轴向开设通孔并通过轴销(4)固定设置在转动轴(2)的端部;所述小齿轮(5)的中心处轴向开设有通孔并通过把手轴销(8)与把手(7)的端部固定连接。
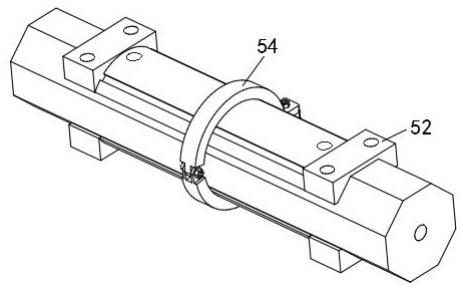
5.根据权利要求4所述的一种轮箍轧机主传动底座轴瓦安装处磨损的堆焊工艺,其特征在于:所述把手(7)呈“z”字型。6.根据权利要求1所述的一种轮箍轧机主传动底座轴瓦安装处磨损的堆焊工艺,其特征在于:所述加热工装(11)包括主燃气管(11.1),该主燃气管(11.1)上连通设置有若干呈弧形状的燃气支管(11.2),各燃气支管(11.2)内侧均匀设置有若干燃烧嘴(11.3)。7.根据权利要求1所述的一种轮箍轧机主传动底座轴瓦安装处磨损的堆焊工艺,其特征在于:所述焊接设备为型号为ht400d或ht500d数字化控制逆变式手工焊条电弧焊和氩弧焊合并用直流焊机。8.根据权利要求1所述的一种轮箍轧机主传动底座轴瓦安装处磨损的堆焊工艺,其特征在于:底层焊接时,采用φ3.0mm的er50-6焊丝,焊接电流为90-110a,电弧电压为24
±
1v,焊接速度为11
±
1cm/min;堆焊层焊接时,采用φ4.0mm的er50-6焊丝,焊接电流为100-150a,电弧电压为26
±
1v,焊接速度为12
±
1cm/min。
技术总结
本发明公开了一种轮箍轧机主传动底座轴瓦安装处磨损的堆焊工艺,通过简易的焊接修复装置,能够把轮箍轧机主传动底座轴瓦磨损处转动至要求的焊接水平位置,严格控制堆焊层工艺要求;本发明通过检验辅助的加热工装,能够克服由于焊件体积重量较大导致的热传导以及热辐射散热的影响,实现现场加热,控温及保温能力,满足焊接工艺的要求;本发明选择手工钨极纯氩气保护焊接方法,确保轴瓦半圆形焊缝质量施焊工艺热输入量低,实现无飞溅熔滴过渡和良好的冶金结合;本发明通过该焊接装置、简易加热工装以及焊接方法保证在焊接过程中对轮箍轧机主传动底座本体以及周围相关配套组装备件影响较小,特别是对轮箍轧机主传动底座本体基础地脚螺栓安装无影响。基础地脚螺栓安装无影响。基础地脚螺栓安装无影响。
技术研发人员:范兴海 杨西 朱泽华 涂俊魁 雷杰 张婷婷 申家华 吴国斌
受保护的技术使用者:安徽马钢设备检修有限公司
技术研发日:2022.01.28
技术公布日:2022/4/26
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。