1.本技术涉及3d打印种植牙体技术领域,特别是涉及一种牙种植体的加工方法及加工工装。
背景技术:
2.口腔种植技术是缺牙修复的一项先进、成熟的技术手段,技术上优于传统方法,被认为是牙齿缺失的首选修复方案,这在行业内已初步形成专家共识,因此今年来口腔种植技术得到了快速普及和广泛应用。作为口腔种植技术的一个核心产品,牙种植体在我国已有数百万计的年使用量,并且每年以20%-30%的速度增长,呈现出巨大的市场需求和广阔的发展空间。目前,主流牙种植体系统由两段式构成,植入牙槽骨内起支撑作用的是牙种植体,上端固定缺牙修复体的是基台,基台采用螺丝固定方式实现与牙种植体的紧密连接,由此构成一个完整的牙种植体修复系统。钛及钛合金是牙种植体系统的首选材料,当前生产方式是以传统减材机加工的方法为主导。
3.随着近年3d打印技术的发展与进步,它在医疗产品加工生产方面的潜在优势已经逐步引起行业的广泛关注。与传统机加工方法相比,3d打印技术具有加工效率高、节约原材料、满足个性化形状加工需求等优点,在医疗各领域中有越来越多的研究报道。在牙种植体加工制造方面,陆续有学者展开技术探索。其中一个重要的研发思路,就是希望利用3d打印技术的技术特点,在种植体表面构建粗糙、多孔结构,进而提高种植体与牙槽骨之间的结合强度。然而,评价一个牙种植体的产品质量和技术水平,除种植体与骨组织的结合特性以外,种植体与基台连接的密合性以及结构稳定性是一项重要指标,它直接影响着牙种植体长期的生物学和机械力学的稳定性,决定着治疗效果和并发症的发生。根据《钛及钛合金牙种植体》(yy0315-2016)国家医药行业标准要求,牙种植体各部件外形几何尺寸公差为 -0.2mm,而种植体与基台的配合间隙应《=0.035mm;对于内锥度连接这一主流形式,牙种植体与基台的内连接界面应配合良好,锥度偏差应不大于生产厂家提供锥度值(即图纸设计值)的 -3%。当前钛合金激光烧结3d打印的加工精度可以达到80微米,虽然能够满足牙种植体外形尺寸误差的国家行业标准,但是,这样的加工精度却无法满足种植体上端基台接口处的公差配合要求。因此,精度问题也就成为限制3d打印技术在牙种植体生产加工中应用的一个技术瓶颈,目前尚未见到相关解决方案的研究报道。
4.由此可见,解决牙种植体上端基台连接接口处的精密加工问题是决定3d打印牙种植体的一个关键技术环节。
技术实现要素:
5.本技术提供了一种牙种植体的加工方法,用以保证牙种植体与基台连接的密合性和结构力学稳定性,进而满足牙种植体系统的精度要求,所述牙种植体的加工方法包括:
6.夹持牙种植体半成品胚体的侧壁;
7.处理胚体的顶部形态,得到用于连接基台的连接腔;
8.将加工工装探入连接腔,并锁定牙种植体半成品与加工工装的相对位置;
9.夹持加工工装并处理牙种植体颈部的外部形态,得到牙种植体完成品。
10.具体实施中,所述牙种植体半成品包括本体及胚体,其中:
11.所述本体的外侧设置有用于连接牙槽骨的螺纹,所述胚体设置于所述本体的顶部。
12.具体实施中,在所述夹持牙种植体半成品胚体的侧壁前,进一步包括:
13.利用3d打印设备处理牙种植体半成品的颈部形态,得到用于夹持的柱状胚体。
14.具体实施中,所述将加工工装探入连接腔,并锁定牙种植体半成品与加工工装的相对位置,进一步包括:
15.将加工工装的固定机构探入连接腔的内部;
16.将连接螺栓依次旋入固定机构的螺孔及连接腔的内部;
17.旋紧连接螺栓以将固定机构连接于牙种植体半成品顶部。
18.具体实施中,所述连接腔的侧壁设置有多个用于抗旋转的凹槽。
19.具体实施中,所述处理胚体的顶部形态,得到用于连接基台的连接腔,进一步包括:
20.利用减材机加工处理胚体顶部的形态,得到用于连接基台的连接腔。
21.具体实施中,所述处理胚体的顶部形态,得到用于连接基台的连接腔,进一步包括:
22.车削胚体的顶部,得到一锥形腔体;
23.冲压锥形腔体,在锥形腔体的侧壁沿轴向设置多个凹槽;
24.在锥形腔体的底部铣削螺纹,得到用于连接基台的连接腔。
25.具体实施中,所述加工工装并处理牙种植体的外部形态,得到牙种植体完成品,进一步包括:
26.夹持固定部并利用减材机加工设备处理牙种植体的外部形态,得到牙种植体完成品。
27.具体实施中,所述胚体为圆柱状胚体,所述圆柱状胚体的直径大于所述牙种植体本体的直径2毫米至6毫米;或,所述胚体为方形柱状胚体,所述方形柱状胚体的边长大于所述牙种植体本体的直径2毫米至6毫米。
28.具体实施中,所述圆柱状胚体的高度大于3毫米。
29.本技术还提供了一种牙种植体的加工工装,其特征在于,所述牙种植体的加工工装包括固定机构和连接螺栓,其中:
30.所述固定机构具有沿轴向贯穿设置的螺孔,底端具有与牙种植体顶部连接腔相契合的凸台;
31.所述连接螺栓可沿所述螺孔贯穿所述固定机构并旋入所述连接腔内部,以将所述固定机构螺栓连接于夹持牙种植体半成品。
32.具体实施中,所述凸台与所述连接腔均呈莫氏锥度设置。
33.具体实施中,所述凸台的侧壁具有多个沿轴向设置的凸起部,以避免所述凸台在所述连接腔内周向移动。
34.本技术提供的牙种植体的加工方法,包括:夹持牙种植体半成品胚体的侧壁;处理
胚体的顶部形态,得到用于连接基台的连接腔;将加工工装探入连接腔,并锁定牙种植体半成品与加工工装的相对位置;夹持加工工装并处理牙种植体颈部的外部形态,得到牙种植体完成品。该牙种植体的加工方法,可以有效克服3d打印钛及钛合金牙种植体在颈部基台连接接口处加工精度不足的问题,保证牙种植体与基台连接的密合性和结构力学稳定性,进而满足牙种植体系统的精度要求。本技术提供的牙种植体的加工工装可以连接于牙种植体顶部的连接腔内部,在加工过程中不需要夹持牙种植体本体,因而可以有效克服3d打印牙种植体二次机加工过程中夹持对种植体表面结构的破坏影响,避免加工过程对牙种植体体部的影响,保证牙种植体颈部减材加工的精密度,同时实现产品的标准化批量加工生产。
附图说明
35.为了更清楚地说明本技术具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些具体实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。在附图中:
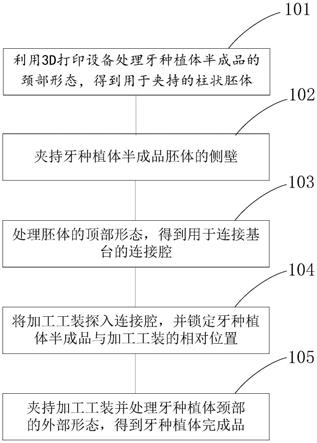
36.图1是根据本技术一个具体实施方式中牙种植体的加工方法的流程示意图;
37.图2是根据本技术一个具体实施方式中牙种植体加工工装的安装流程示意图;
38.图3是根据本技术一个具体实施方式中加工连接腔的具体流程示意图;
39.图4是根据本技术一个具体实施方式中牙种植体加工工装与牙种植体的连接结构示意图;
40.图5是根据本技术一个具体实施方式中固定机构的结构示意图;
41.图6是根据本技术一个具体实施方式中连接螺栓的结构示意图;
42.图7是根据本技术一个具体实施方式中牙种植体半成品的结构示意图;
43.图8是根据本技术一个具体实施方式中具有连接腔的牙种植体半成品的结构示意图;
44.图9是根据本技术一个具体实施方式中牙种植体完成品的结构示意图。
具体实施方式
45.为使本技术具体实施方式的目的、技术方案和优点更加清楚明白,下面结合附图对本技术具体实施方式做进一步详细说明。在此,本技术的示意性具体实施方式及其说明用于解释本技术,但并不作为对本技术的限定。
46.如图1、图4、图7、图8及图9所示,本技术提供了一种牙种植体的加工方法,用以保证牙种植体与基台连接的密合性和结构力学稳定性,进而满足牙种植体系统的精度要求,所述牙种植体的加工方法包括:
47.102:夹持牙种植体半成品430a胚体431的侧壁;
48.103:处理胚体431的顶部形态,得到用于连接基台的连接腔433;
49.104:将加工工装探入连接腔433,并锁定牙种植体半成品430a与加工工装的相对位置;
50.105:夹持加工工装并处理牙种植体颈部的外部形态,得到牙种植体完成品430c。
51.具体实施中,加工设备通过加持加工工装对牙种植体半成品430a进行穿龈部分的
处理,即把牙种植体半成品430a的胚体431多余表面粗糙部分去除,并通过机械加工保证其一定的粗糙度,引导牙龈与牙种植体穿龈部分形成生物封闭空间。
52.具体实施中,牙种植体半成品430a的结构在设置时可以有多种实施方案。例如,如图7所示,所述牙种植体半成品430a可以包括本体432及胚体431,其中:所述本体432的外侧设置有用于连接牙槽骨的螺纹,所述胚体431设置于所述本体432的顶部。
53.具体实施中,在所述步骤102:夹持牙种植体半成品胚体的侧壁前,进一步包括:
54.101:利用3d打印设备处理牙种植体半成品的颈部形态,得到用于夹持的柱状胚体。
55.具体实施中,在所述步骤103:处理胚体431的顶部形态,得到用于连接基台的连接腔433后,如图8所示,牙种植体半成品半成品430a被加工成可连接半成品430b,因而可以通过加工工装进行固定,从而完成后续的处理步骤。
56.具体实施中,加工工装与牙种植体的固定可以有多种实施方案。例如,为了在保证连接稳定的同时还便于操作,所述步骤104:将加工工装探入连接腔433,并锁定牙种植体半成品430a与加工工装的相对位置,如图2所示,可以进一步包括:
57.201:将加工工装的固定机构410探入连接腔433的内部;
58.202:将连接螺栓420依次旋入固定机构410的螺孔411及连接腔433的内部;
59.203:旋紧连接螺栓420以将固定机构410连接于牙种植体半成品430a顶部。
60.具体实施中,所述连接腔433的侧壁可以设置有多个用于抗旋转的凹槽434。
61.具体实施中,处理胚体431的顶部形态的设备选用可以有多种实施方案。例如,所述步骤104:处理胚体431的顶部形态,得到用于连接基台的连接腔433,可以进一步包括:利用减材机加工设备处理胚体431顶部的形态,得到用于连接基台的连接腔433。具体的,可利用cnc机加工设备对胚体431的顶部形态进行处理,也可以得到用于连接基台的连接腔433。
62.具体实施中,处理胚体431的顶部形态可以采用多种实施方案,例如,为了保证加工精度,且进一步的提升加工效率,所述步骤104:处理胚体431的顶部形态,得到用于连接基台的连接腔433,如图3所示,可以进一步包括:
63.301:车削胚体431的顶部,得到一锥形腔体;
64.302:冲压锥形腔体,在锥形腔体的侧壁沿轴向设置多个凹槽434;
65.303:在锥形腔体的底部铣削螺纹,得到用于连接基台的连接腔433。
66.具体实施中,处理牙种植体的外部形态同样可以采用多种实施方案。例如,所述步骤105:加工工装并处理牙种植体的外部形态,得到牙种植体完成品430c,可以进一步包括:
67.夹持固定部并利用减材机加工设备处理牙种植体的外部形态,得到牙种植体完成品430c。
68.具体实施中,胚体431形态的设置可以有多种实施方案。例如,由于圆柱结构有利于机械加持可以保证其加工的内腔与外形直径保证很高的同轴度,能保证力学性能的稳定性,而不至于受力集中,因而如图7所示,所述胚体431可以为圆柱状胚体,进一步的,由于牙种植体完成品430c的顶部直径需要略大于本体432,因而所述圆柱状胚体的直径大于所述牙种植体本体432二毫米至六毫米。进一步的,该圆形状胚体可以通过3d打印形成,从而有效保证该圆柱状胚体的形状,进而提升后续加工的精度及效率。再例如,所述胚体431还可以为多边形柱状胚体,所述多边形柱状胚体的内径大于所述牙种植体本体的直径432二毫
米至六毫米。此外,多边形状胚体同样可以通过3d打印形成,从而有效保证该多边形状胚体的形状,进而提升后续加工的精度及效率;进一步的,所述多边形柱状胚体还可以为方形柱状胚体,所述方形柱状胚体的边长大于所述牙种植体本体432二毫米至六毫米。
69.进一步的,圆柱状胚体的高度在设置时可以有多种实施方案。例如,为了在有效保证完成品430c精度的情况下节省材料及提升加工效率,所述圆柱状胚体431的高度大于3毫米。
70.如图4、图5及图6所示,本技术还提供了一种牙种植体的加工工装,其特征在于,所述牙种植体的加工工装包括固定机构410和连接螺栓420,其中:
71.所述固定机构410具有沿轴向贯穿设置的螺孔411,底端具有与牙种植体顶部连接腔433相契合的凸台411;
72.所述连接螺栓420可沿所述螺孔411贯穿所述固定机构410并旋入所述连接腔433内部,以将所述固定机构410螺栓连接于夹持牙种植体半成品430a。
73.该加工工装通过螺栓便可以有效固定于连接腔433,安装相对简便,定位准确,可实现大批量工业化生产,且机械精度,粗糙度均有保障,能满足临床使用的需求。
74.具体实施中,凸台411形状的设置可以有多种实施方案。例如,所述凸台411与所述连接腔433可以呈平行壁设置。再例如,申请人考虑到由于莫氏锥度的锥度很小,利用摩擦力的原理,可以传递一定的扭矩,又因为是锥度配合,拆卸较为方便。在同一锥度的一定范围内,工件可以自由的拆装,同时在工作时又不会影响到使用效果。因而所述凸台411与所述连接腔433可以均呈莫氏锥度设置。
75.其次,固定机构420下端凸台413的莫氏锥度与牙种植体连接腔433相吻合,将固定机构420装入牙种植体内连接腔433,再将连接螺栓430固定机构420体内,通过拧紧连接螺栓430尾部可以实现与牙种植体紧密相连形成一体,便于夹持。
76.具体实施中,凸台411的侧壁在设置时可以有多种实施方案。例如,所述凸台411的侧壁可以具有多个沿轴向设置的凸起部413,以避免所述凸台411在所述连接腔433内周向移动。该凸起部413在随凸台411进入连接腔433内部后,可以有效卡固于与其相契合的凹槽434,从而与连接腔433周向相对固定。
77.综上所述,本技术提供的牙种植体的加工方法,包括:夹持牙种植体半成品430a胚体431的侧壁;处理胚体431的顶部形态,得到用于连接基台的连接腔433;将加工工装探入连接腔433,并锁定牙种植体半成品430a与加工工装的相对位置;夹持加工工装并处理牙种植体颈部的外部形态,得到牙种植体完成品430c。该牙种植体的加工方法,可以有效克服3d打印钛及钛合金牙种植体在颈部基台连接接口处加工精度不足的问题,保证牙种植体与基台连接的密合性和结构力学稳定性,进而满足牙种植体系统的精度要求。本技术提供的牙种植体的加工工装可以连接于牙种植体顶部的连接腔433内部,在加工过程中不需要夹持牙种植体本体432,因而可以有效克服3d打印牙种植体二次机加工过程中夹持对种植体表面结构的破坏影响,避免加工过程对牙种植体体部的影响,保证牙种植体颈部减材加工的精密度,同时实现产品的标准化批量加工生产。
78.应当理解,在本技术实施例中使用的术语是仅仅出于描述特定实施例的目的,而非旨在限制本技术。在本技术实施例和所附权利要求书中所使用的单数形式的“一种”、“所述”和“该”也旨在包括多数形式,除非上下文清楚地表示其他含义,“多种”一般包含至少两
种,但是不排除包含至少一种的情况。
79.应当理解,本文中使用的术语“和/或”仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示:单独存在a,同时存在a和b,单独存在b这三种情况。另外,本文中字符“/”,一般表示前后关联对象是一种“或”的关系。
80.应当理解,尽管在本技术实施例中可能采用术语第一、第二、第三等来描述某些部件,但这些部件不应仅仅被限于定于这些术语中。这些术语仅用来将各部件彼此区分开。例如,在不脱离本技术实施例范围的情况下,第一某某部件也可以被称为第二某某部件,类似地,第二某某部件也可以被称为第一某某部件。
81.在本技术的实施方式中,“大体上等于”、“大体上垂直于”、“大体上对称”等等的意思是,所指的两个特征之间在宏观上的尺寸或相对位置关系十分接近于所述及的关系。然而本领域技术人员清楚,由于误差、公差等客观因素的存在而使得物体的位置关系在小尺度乃至微观角度难以被正好约束。因此即使二者之间的尺寸、位置关系稍微存在点误差,也并不会对本技术的技术效果的实现产生较大影响。
82.还需要说明的是,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的商品或者系统不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种商品或者系统所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的商品或者系统中还存在另外的相同要素。
83.在上述的各实施方式中,尽管为使解释简单化将上述方法图示并描述为一系列动作,但是本领域的普通技术人员应理解并领会,这些方法不受动作的次序所限,因为根据一个或多个实施例,一些动作可按不同次序发生和/或与来自本文中图示和描述或本文中未图示和描述但本领域技术人员可以理解的其他动作并发地发生。
84.最后应说明的是,本领域的普通技术人员可以理解,为了使读者更好地理解本技术,本技术的实施方式提出了许多技术细节。但是,即使没有这些技术细节和基于上述各实施方式的种种变化和修改,也可以基本实现本技术各权利要求所要求保护的技术方案。因此,在实际应用中,可以在形式上和细节上对上述实施方式作各种改变,而不偏离本技术的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
