1.本发明涉及内燃机的气门正时控制装置。
背景技术:
2.作为现有的内燃机的气门正时控制装置,已知有以下的专利文献1、2所记载的内燃机的气门正时控制装置。
3.该气门正时控制装置将来自电动马达的旋转驱动力经由辊式减速器传递到凸轮轴,该辊式减速器具有设置在偏心轴和多个内齿之间的多个辊。由此,控制凸轮轴相对于链轮的相对旋转位置,根据内燃机运转状态变更进气门、排气门的开闭正时。
4.在上述辊式减速器中,固定在凸轮轴上的从动旋转部件和保持上述多个辊的保持器由例如铁基金属一体地形成。
5.另外,在专利文献2所记载的减速器中,将从动部件和辊保持器分体地形成,通过将这两者结合而实现制造成本的降低。
6.现有技术文献
7.专利文献
8.专利文献1:日本特开2015-010523号公报
9.专利文献2:日本特许第5354195号
技术实现要素:
10.发明要解决的课题
11.但是,在专利文献1所记载的现有的气门正时控制装置中,由于辊保持器和从动部件一体地形成,因此有可能使整体的构造复杂化而增加制造成本。
12.另一方面,如专利文献2的减速器那样,将辊保持器和从动部件分体地形成,通过例如压入、焊接或多个螺栓将这两者结合,因此该结合作业变得繁杂,导致该结合作业效率的降低。
13.本发明是鉴于上述以往的技术课题而提出的,其目的之一在于,提供一种内燃机的气门正时控制装置,通过凸轮螺栓将分体地形成的保持器和从动旋转体结合,从而能够实现整体的构造的简单化和结合作业性的提高。
14.用于解决课题的方案
15.作为优选的方式之一,其特征在于,具备:保持器,该保持器具有:圆盘状的基部,其在中央具有贯穿孔;环状的保持架部,其一体地设置在所述基部的外周部,具有分别保持多个辊的多个保持孔;
16.从动旋转体,其设置为能够相对于驱动旋转体相对旋转,从轴向与所述基部抵接,能够通过插通贯穿孔的凸轮螺栓而与所述保持器一起固定在凸轮轴上。
17.发明效果
18.根据本发明的优选的方式,能够实现从动旋转体和保持器的整体的构造的简单
化,并且从动旋转体和保持器的结合作业变得容易。
附图说明
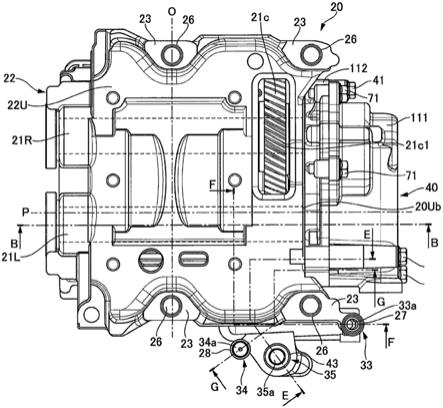
19.图1是本发明的第一实施方式中的气门正时控制装置的减速器侧的局部纵剖视图。
20.图2是示出用于本实施方式的主要的结构部件的分解立体图。
21.图3是图1的a-a线剖视图。
22.图4是图1所示的气门正时控制装置的主要部分放大图。
23.图5是用于本实施方式的从动部件和保持器以及承接器的分解立体图,a是从保持器侧观察的立体图,b是从从动部件侧观察的立体图。
24.图6示出用于本实施方式的从动部件,a是从动部件的主视图,b是a的b-b线剖视图,c是从动部件的后视图。
25.图7示出用于本实施方式的保持器,a是保持器的主视图,b是a的c-c线剖视图,c是保持器的后视图。
26.图8是图7的b所示的保持器的放大截面。
具体实施方式
27.以下,基于附图对本发明的内燃机的气门正时控制装置的实施方式进行详细描述。需要说明的是,在本实施方式中,示出将气门正时控制装置适用于进气侧的实施方式,但也可以适用于排气侧。
28.[第一实施方式]
[0029]
图1是示出本实施方式中的气门正时控制装置的减速器侧的局部纵剖视图,图2是示出用于本实施方式的主要的结构部件的分解立体图,图3是图1的a-a线剖视图,图4是图1所示的气门正时控制装置的主要部分放大图。
[0030]
如图1以及图2所示,气门正时控制装置具备:作为驱动旋转体的正时带轮1(以下,称为链轮);凸轮轴2,其经由轴承托架02旋转自如地支承在缸盖01上;相位变更机构3,其配置在链轮1与凸轮轴2之间,根据内燃机运转状态变更两者1、2的相对旋转相位。
[0031]
链轮1具备:作为圆筒状的主体的链轮主体1a,其整体由作为金属材料的铁基金属一体地形成为环状;齿轮部1b,其一体地设置在该链轮主体1a的外周,经由卷绕在外周的未图示的正时链而从内燃机的曲轴接受旋转力。
[0032]
需要说明的是,在链轮1的外周,设置有与内燃机的缸体和缸盖01结合的图示外的链盒。
[0033]
链轮主体1a在旋转轴方向的一端部(前端部)一体地具有构成后述的减速器13的一部分的圆环状的内齿轮5。该内齿轮5一体地设置在链轮主体1a上,并且在内周面上形成有波形状的多个内齿5a。
[0034]
链轮主体1a在旋转轴方向上与其内周面的各内齿5a相反侧的位置,设置有构成滑动轴承机构6的一部分的轴承凹部10。在该滑动轴承机构6与固定于凸轮轴2的旋转轴方向的一端部2a的、后述的从动部件9的外周所具有的轴颈部11之间,该滑动轴承机构6将链轮1整体可相对旋转地轴承。
[0035]
在链轮主体1a和内齿轮5上,在圆周方向的等间隔位置沿着轴向贯穿形成有8个螺栓插通孔1c。
[0036]
而且,在链轮主体1a的在旋转轴方向上与内齿轮5相反侧的后端面上,固定有作为后板的保持板8。如图1、图2所示,该保持板8由作为金属材料的铁基金属的板材形成为圆环状,外径设定为与链轮主体1a的外径大致相同。另外,保持板8在中央贯穿形成有中央孔8a,该中央孔8a侧的内周部8b以覆盖滑动轴承机构6的轴承凹部10的凸轮轴2侧的一端开口的方式配置。该内周部8b的成为中央孔8a的孔缘的部位位于比内齿轮5的各内齿5a的齿底面更靠内侧。
[0037]
保持板8在中央孔8a的内周缘的规定位置,一体地设置有朝向径向内侧、即中心轴方向突出的止动凸部8c。该止动凸部8c形成为大致梯形状,前端面形成为沿着后述的承接器19的止动凹槽19c的圆弧状内周面的圆弧状。
[0038]
保持板8在与各螺栓插通孔1c对应的位置形成有供各螺栓7的轴部的前端部的外螺纹部7a螺合的8个内螺纹孔8d。
[0039]
另外,在链轮主体1a的内齿轮5侧的前端面上,设置有前板15。如图1、图2以及图4所示,该前板15例如是通过冲压成形将铁基金属板冲裁形成为圆盘状的前板,具有:螺栓固定在链轮主体1a的前端面上的外周侧的固定部15a、比该固定部15a更靠径向内侧且在轴向上与后述的保持器24重叠的第一部位15b、比该第一部位15b更靠径向内侧且比第一部位15b向轴向更靠凸轮轴2侧偏移变形的第二部位15c。
[0040]
固定部15a在圆周方向的等间隔位置贯穿形成有8个螺栓插入孔15d。该各螺栓插入孔15d与链轮主体1a的各螺栓插通孔1c对应地形成,供上述的8根螺栓7的轴部插入。
[0041]
如图4所示,第一部位15b与固定部15a形成在同一平面上,凸轮轴2侧的内侧面与保持器24的后述的保持架(cage)部24b的前端面隔着非常小的微小间隙s而对置配置。
[0042]
第二部位15c向凸轮轴2侧弯曲变形为曲柄凹状,并且在中央形成有使凸轮螺栓14插通的大径的贯穿孔15e。第二部位15c的凸轮轴2侧的内侧面与后述的滚珠轴承22的外圈22b的一端面隔着非常小的间隙s1地对置。
[0043]
需要说明的是,如图2所示,在链轮主体1a的两个螺栓插通孔1c和保持板8的对应的两个内螺纹孔8d的各侧部,分别设置有供两个定位用的销28a、28b插入的定位用的小孔1d、8e。由此,保持板8相对于链轮1进行周向以及轴向的定位。
[0044]
凸轮轴2在外周具有使图示外的进气阀打开工作的、每气缸两个的驱动凸轮。另外,凸轮轴2在旋转轴方向的一端部2a上一体地设置有经由轴承托架02进行轴向的定位的凸缘部2b。
[0045]
凸轮轴2具有从一端部2a的前端面沿着内部轴心方向形成的插入孔2c。该插入孔2c供后述的凸轮螺栓14的轴部14b插入,并且在前端侧的内周面的一部分形成有供凸轮螺栓14的外螺纹部14c紧固的内螺纹部2d。在凸轮轴2的插入孔2c的孔缘侧,设置有圆筒状的槽部2e。
[0046]
另外,在凸轮轴2的一端部2a内,形成有构成使润滑油流通的后述的润滑油供给机构的一部分的油供给通路34。
[0047]
而且,在凸轮轴2的一端部2a的前端,从旋转轴方向压入固定有定位用的销26,该定位用的销26进行该凸轮轴2与从动部件9和后述的承接器19以及保持器24的旋转方向的
定位。
[0048]
图5是从动部件9和承接器19以及保持器24的分解立体图,a是从保持器24侧观察的立体图,b是从承接器19侧观察的立体图,图6示出从动部件9,a是从动部件9的主视图,b是a的b-b线剖视图,c是从动部件9的后视图。
[0049]
如图1、图2、图5以及图6所示,从动部件9与减速器13的保持器24分体地形成,另外,在从动部件9与凸轮轴2的一端部2a之间,设置有承接器19。
[0050]
从动部件9由作为金属材料的例如铁基金属一体地形成,在本实施方式中,通过对金属板材进行冲压成形而形成。需要说明的是,从动部件9也可以通过将金属粉末压缩而烧结成形的烧结金属形成。
[0051]
如图6a~c所示,从动部件9具备:中央侧的圆板状的圆板部9a,其形成为圆形杯状;凸轮螺栓插入孔9b,其贯穿形成于该圆板部9a的中央;圆筒部9c,其从该凸轮螺栓插入孔9b的孔缘向凸轮轴2侧延伸,供凸轮螺栓14经由凸轮螺栓插入孔9b插通于内部;轴颈部11,其一体地设置在圆板部9a的外周侧,并与轴承凹部10嵌合。
[0052]
圆板部9a在包含凸轮螺栓插入孔9b的孔缘在内的圆环状的内周部贯穿形成有一个定位用的销孔9d,并且在凸轮螺栓插入孔9b的孔缘附近贯穿形成有第二油孔9e。凸轮轴2的一端部2a经由承接器19从轴向抵接配置在圆板部9a的内周部的凸轮轴2侧的一侧面上。
[0053]
凸轮螺栓插入孔9b的内径形成为比凸轮轴2的插入孔2c的内径大,能够插入凸轮螺栓14的轴部14b。
[0054]
如图1所示,圆筒部9c经由承接器19的后述的圆筒部插入孔19b,嵌入配置在凸轮轴2的圆筒状的槽部2e中。
[0055]
从动部件9在圆筒部9c从轴向嵌合配置在凸轮轴2的槽部2e内的状态下,通过在包含圆筒部9c的内部在内的凸轮螺栓插入孔9b中插通的凸轮螺栓14,与保持器24和承接器19一起从轴向紧固固定在凸轮轴2的一端部2a。
[0056]
如图1以及图2所示,滑动轴承机构6具有:圆环状的轴承凹部10,其形成在链轮主体1a的内周面上;轴颈部11,其设置在从动部件9的外周,配置在轴承凹部10的内部;保持板8,其覆盖轴承凹部10的一端开口。
[0057]
轴承凹部10不是从链轮主体1a的保持板8侧的一侧开口延伸到内齿轮5的,而是仅形成在靠近凸轮轴2侧的链轮主体1a的内周面侧。另外,如图1所示,轴承凹部10的从链轮1的旋转轴心沿着径向的截面形状形成为大致矩形状,并且其一部分与各齿轮部1b的形成位置在轴向上重叠地配置。
[0058]
轴承凹部10在圆环状的底面形成有滑动轴承面10a。另外,轴承凹部10的轴向上与保持板8相反侧的另一端侧所具有的内侧壁面10b从滑动轴承面10a向径向以大致直角被切开。如上所述,轴承凹部10的凸轮轴2侧的另一端部开口而向外部开放,该开放的一端开口被保持板8的内周部8b的内侧面8f覆盖。
[0059]
轴颈部11从圆板部9a的外周部向前板15侧突出,截面形状形成为与轴承凹部10的截面形状大致相似形状的矩形状。由于轴承凹部10与各齿轮部1b在轴向上重叠,因此该轴颈部11的同样一部分与各齿轮部1b在轴向上重叠配置。
[0060]
从动部件9形成有由向保持器24侧突出的轴颈部11包围的圆盘状凹部9f。轴颈部11的环状的外周面能够在轴承凹部10的滑动轴承面10a的整体上滑动。
[0061]
轴颈部11的轴向的前板15侧的一端面11a能够在轴承凹部10的内侧壁面10b上滑动。该内侧壁面10b在链轮1倾动时与轴颈部11的一端面11a抵接而限制一方的推力移动。
[0062]
另外,轴颈部11的轴向的保持板8侧的另一端面11b能够在保持板8的内周部8b的内侧面8f上滑动。该保持板8的内侧面8f在链轮1倾动时与轴颈部11的另一端面11b抵接而限制另一方的推力移动。
[0063]
如图1~图3所示,凸轮螺栓14具有大致圆柱状的头部14a、一体地固定在该头部14a上的轴部14b、形成在该轴部14b的外周面上并与凸轮轴2的内螺纹部2d螺合的外螺纹部14c。
[0064]
头部14a在前端部形成有供六边扳手等工具插入的六边形的工具孔14d。另外,对头部14a的外周面整体地实施高频淬火等热处理,硬度比头部14a的其他部位高。该其他部位例如是指与轴部14b的后述的中间轴部14g结合的头部14a的轴向的侧面即座面14f。另外,在头部14a的高硬度的外周面上,滚针轴承25的各滚针25a被支承为能够滚动。在将凸轮螺栓14的外螺纹部14c拧入凸轮轴2的内螺纹部2d而紧固时,座面14f落座在比从动部件9的圆板部9a的凸轮螺栓插入孔9b的孔缘更靠外侧的对置面上。
[0065]
轴部14b在与头部14a的连接根部、即头部14a的轴向的座面14f中央一体地设置有大径的中间轴部14g。该中间轴部14g的外径形成为比轴部14b的外螺纹部14c的外径大,并且形成为比从动部件9的凸轮螺栓插入孔9b的内径稍小。由此,中间轴部14g以微小间隙插入嵌合于凸轮螺栓插入孔9b的内周面,确保从动部件9与凸轮轴2的同轴性。
[0066]
即,中间轴部14g在通过凸轮螺栓14将从动部件9与凸轮轴2结合时,通过插入嵌合于凸轮螺栓插入孔9b而确保从动部件9与凸轮轴2的同轴性。因此,中间轴部14g相对于凸轮螺栓插入孔9b插入嵌合是指,为了确保从动部件9与凸轮轴2的同轴性而接近作为机械性的嵌合的所谓中间嵌合的状态。
[0067]
另外,中间轴部14g的轴向的长度设定为从凸轮螺栓插入孔9b到圆筒部9c的轴向的大致中间位置的长度。另外,在轴部14b与外螺纹部14c的结合部位,设置有锥部14h。该锥部14h形成为,外周面从中间轴部14g的外周面到外螺纹部14c以规定角度向下倾斜的形状。
[0068]
如图2及图5a、b所示,就承接器19而言,通过对作为金属材料的铁基金属的板部件进行冲压成形而使一个整体的外形形成为等腰三角形状。承接器19具有位于中央的圆盘状部位19a和从该圆盘状部位19a的外周面向径向外侧突出的3个第一、第二、第三突出部,外形通过它们而形成为等腰三角形状。
[0069]
圆盘状部位19a在中央贯穿形成有供从动部件9的圆筒部9c插通的圆筒部插入孔19b,并且在作为底边部的第二、第三突出部之间沿着圆周方向形成有供保持板8的止动凸部8c进入的止动凹槽19c。该止动凹槽19c形成为向圆周方向的规定长度的圆弧状。止动凸部8c的、在止动凹槽19c的圆弧状的长度范围内进行转动的两侧面分别与止动凹槽19c的周向的对置面抵接。由此,对凸轮轴2相对于正时链轮1的最大提前角侧或最大滞后角侧的相对旋转位置进行机械性地限制。
[0070]
圆盘状部位19a在凸轮轴2侧的一侧面的圆筒部插入孔19b周围贯穿形成有供定位用的销26插入的销插入孔19e,并且贯穿形成有第一油孔19f。
[0071]
如图1以及图2所示,相位变更机构3主要由配置在链轮1的前端侧的电动马达12、将从该电动马达12经由十字头联轴器20传递的旋转速度减速并传递到凸轮轴2的减速器13
构成。
[0072]
电动马达12是所谓的无刷直流型马达,具有:有底圆筒状的马达壳体16,其固定在链盒上;图示外的马达定子,其设置在该马达壳体16的后端部,在内部收容有定子线圈等;马达轴17,其配置在定子线圈的内周侧;圆筒状的永久磁铁,其固定在该马达轴17的外周;控制部18,其设置在马达壳体16的与链轮1相反侧的前端部。
[0073]
马达壳体16形成为大致杯状,在前端部(底壁)的大致中央形成有供马达轴17插通的图示外的贯穿孔。另一方面,在后端部的外周,一体地设置有向径向外侧突出的凸缘部16a。该凸缘部16a在圆周方向的约120
°
的位置一体地设置有3个托架片16b。另外,在该3个托架片16b上,分别贯穿形成有螺栓插通孔16c,该螺栓插通孔16c供用于与图示外的链盒结合的螺栓插通。
[0074]
而且,在凸缘部16a的圆周方向的各托架片16b之间,形成有供3个螺栓29插通的不同的3个螺栓插通孔。各螺栓29将控制部18与马达壳体16结合。
[0075]
需要说明的是,螺栓插通孔16c、螺栓29等也可以进一步增加。
[0076]
马达定子主要由合成树脂材料的树脂部一体地形成,在内部模制固定有定子线圈。
[0077]
控制部18具有由合成树脂材料形成为箱状的壳体18a。在该壳体18a的内部,收容配置有向电动马达12供电的母线等通电电路、检测马达轴17的旋转位置的旋转传感器、控制通电量的电路基板等。另外,控制部18在壳体18a上一体地设置有与通电电路电连接的供电用连接器18b和图示外的信号用连接器。
[0078]
供电用连接器18b的内部的端子经由母端子与图示外的控制单元连接于作为电源的电池。另一方面,信号用连接器的内置的端子经由母端子与控制单元连接,将由旋转传感器检测出的旋转角信号输出到控制单元。
[0079]
马达轴17由金属材料形成为圆柱状,并且在减速器13侧的前端部17a的外表面具有沿着切线方向形成的图示外的对边宽度部。另外,在前端部17a的前端缘侧,形成有从与对边宽度部正交的方向切去的一对嵌装槽。在该两个嵌装槽中,从径向嵌装固定有限制后述的中间部件30向凸轮螺栓14侧的移动的图示外的止动部件。
[0080]
另外,马达轴17的前端部17a从旋转轴方向具有微小的间隙地与凸轮螺栓14的头部14a接近配置。另外,前端部17a的包括止动部件在内的整体能够从轴向插入到工具孔14d的内部。
[0081]
止动部件形成为c环状,能够通过自身的弹力向扩径方向以及缩径方向弹性变形。
[0082]
另外,在马达轴17的前端部,设置有中间部件30。该中间部件30是构成与减速器13连接的接头即十字头接头20的一部分的中间部件,如图1以及图2所示,具有固定在马达轴17的前端部17a上的筒状基部31。该筒状基部31在圆形状的外表面的两侧、即圆周方向的180
°
位置具有对边宽度状的一对的平面部,由此,外形形成为大致长圆状。
[0083]
另外,在筒状基部31的中央位置,形成有供马达轴17的前端部17a插入的贯穿孔32。
[0084]
该贯穿孔32在圆形状的内周面上形成有从马达轴17的旋转轴沿着径向的对边宽度状的一对的对置面。由此,形成为与筒状基部31的外形相似形状的在径向上较长的长圆形状。因此,中间部件30能够经由长圆状的贯穿孔32相对于马达轴17的前端部17a向径向移
动。
[0085]
在一对平面部31a、31b的长度方向的大致中央位置,一体地设置有作为一对突出部的2个传递键33a、33b。各传递键33a、33b形成为大致矩形板状,并从筒状基部31的2个平面部31a、31b朝向径向外侧突出。
[0086]
减速器13与电动马达12从轴向分离独立地设置,各构成部件收容配置在保持板8与前板15之间的链轮1的内部。
[0087]
具体而言,如图1~图3所示,减速器13主要包括以下而构成:圆筒状的偏心轴21,其是一部分配置在链轮主体1a的内部的输入轴;滚珠轴承22,其是固定在该偏心轴21的外周的滚动轴承;多个辊23,其设置在该滚珠轴承22的外周,并滚动自如地保持在内齿轮5的各内齿5a内;保持器24,其设置在从动部件9的圆盘状凹部9f侧,并将多个辊23在滚动方向保持并容许径向的移动。
[0088]
如图1、图2所示,偏心轴21具有:偏心凸轮21a,其配置在设置于凸轮螺栓14的头部14a的外周的轴承即滚针轴承25的外周;大径的筒状部21b,其是该偏心凸轮21a的电动马达12侧所具有的连结部。
[0089]
偏心凸轮21a形成为轴向的长度比滚针轴承25的轴向的长度稍长的圆筒状。另外,偏心凸轮21a的周向整体的壁厚t发生薄厚变化,而轴心x相对于电动马达12的马达轴17的轴心y稍微偏心(参照图1)。
[0090]
筒状部21b以均匀的壁厚形成为大致正圆状,并且形成为比偏心凸轮21a稍厚。该筒状部21b从链轮主体1a的内部经由前板15的贯穿孔15e向电动马达12方向突出。该筒状部21b与中间部件30一起构成十字头联轴器20。
[0091]
即,筒状部21b在内部形成有中间部件30的筒状基部31能够从轴向嵌合的对边宽度状的图示外的嵌合孔。在嵌合孔的内周面的圆周方向的大致180
°
的位置,设置有构成对边宽度的月牙形的一对图示外的凸部。因此,嵌合孔的内周面为大径部,一对凸部构成为小径部。另外,在一对凸部的图1中的上下的大致中央位置,形成有筒状基部31的两个传递键33a、33b能够从旋转轴方向嵌合的一对键槽21c、21c。该各键槽21c、21c形成为与各传递键33a、33b相似形状的矩形状,其深度设定为与各传递键33a、33b的宽度大致相同的长度。
[0092]
一对凸部作为抑制从后述的润滑油供给机构喷射的润滑油向电动马达12(十字头联轴器20)过剩供给的抑制部起作用。
[0093]
滚针轴承25具有:多个滚针25a,其在凸轮螺栓14的头部14a的外周面14e滚动;圆筒状的外壳25b,其固定在形成于偏心凸轮21a的内周面的台阶面上,并在内周面具有能够滚动地保持滚针25a的多个槽部。
[0094]
如图1~图3所示,滚珠轴承22在滚针轴承25的径向位置配置成整体大致重叠的状态。另外,滚珠轴承22由内圈22a、外圈22b、安装在该外圈22a、22b之间的滚珠22c、保持该滚珠22c的保持架22d构成。
[0095]
内圈22a被压入固定在偏心凸轮21a的外周面上,与此相对,外圈22b在轴向上不被固定而成为自由的状态。即,该外圈22b的轴向的电动马达12侧的一端面经由微小间隙s与前板15的内侧面成为非接触状态。另外,外圈22b的轴向的另一端面也经由微小间隙s2与与其对置的保持器24的后述的变形部24d的背面成为非接触状态。由此,外圈22b的轴向的一端面被前板15的第二部分15c限制轴向的移动,轴向的另一端面被保持器24的变形部24d限
制轴向的过度的移动。
[0096]
外圈22b在外周面与各辊23的外周面可滚动地抵接。另外,如图3所示,在外圈22b的外周面与保持器24的各辊23的外表面之间的一部分,形成有月牙形的间隙c。因此,滚珠轴承22的整体能够经由间隙c伴随着偏心凸轮21a的偏心旋转而向径向偏心移动。
[0097]
图7示出保持器24,a是保持器的主视图,b是a的c-c线剖视图,c是保持器24的后视图,图8是图7的b的放大图。
[0098]
如图1、图5、图7以及图8所示,保持器24通过对金属板进行冲压成形而形成为大致圆盘状,并抵接配置在从动部件9的圆盘状凹部9f侧的前端侧。即,该保持器24与从动部件9分体地设置,具有:从轴向与从动部件9的圆板部9a的圆盘状凹部9f的底面抵接的圆盘状的基部24a、和一体地设置在该基部24a的外周并保持多个辊23的保持架部24b。保持器24的整体的硬度在冲压成形后,例如进行高频淬火等,比从动部件9的硬度高。
[0099]
基部24a在中央贯穿形成有供凸轮螺栓14的轴部14b插通的贯穿孔即螺栓孔24c,在外周侧形成有向滚珠轴承22方向弯曲变形为曲柄凹状的圆环状的变形部24d。
[0100]
在螺栓孔24c的孔缘,沿着径向形成有向从动部件9的第二油孔9e开口的u字形状的油槽24e。另外,该油槽24e能够与从动部件9的第二油孔9e连通。
[0101]
另外,基部24a在隔着螺栓孔24c与油槽24e相反侧的位置贯穿形成有供定位用的销26插通的销插通孔24f。
[0102]
另外,基部24a在从动部件9侧的一侧面、即从螺栓孔24c的孔缘到变形部24d附近的区域24g(阴影区域)实施作为使摩擦系数上升的塑性加工的例如滚花(压花)加工。该加工区域24g与从动部件9的圆板部9a的对置侧面的一部分的圆环区域9g(图6a的阴影区域)抵接。另外,加工区域24g包含凸轮螺栓14的头部14a的座面14f的投影面积,且为比该投影面积大的范围。
[0103]
而且,加工区域24g和圆环区域9g通过凸轮螺栓14的紧固力从轴向相互压接,从动部件9和保持器24从轴向结合。
[0104]
需要说明的是,作为塑性加工,不限于滚花加工,也可以是除此以外的方法。
[0105]
保持架部24b形成为从变形部24d的外周缘向电动马达12侧延伸的圆环状,在圆周方向的等间隔位置,沿着径向贯穿形成有多个保持各辊23的保持孔24h。
[0106]
该多个保持孔24h分别形成为从保持架部24b的变形部24d侧的基端缘朝向前端缘细长的长方形状孔,前端侧被封堵。
[0107]
在保持孔24h的内部,可滚动地保持上述各辊23,其整体的数量(辊23的数量)比内齿轮5的内齿5a的整体的齿数少,由此,得到规定的减速比。
[0108]
各辊23由铁基金属形成,伴随着滚珠轴承22的偏心运动而向径向移动并嵌入内齿轮5的各内齿5a。另外,各辊23被各保持孔24h的两侧缘沿周向导向的同时向径向摆动运动。
[0109]
另外,保持器24(保持架部24b)的外径形成为比从动部件9(轴颈部11)的外径小。因此,如图1以及图4所示,在将保持器24从轴向组装到从动部件9上时,保持架部24b的从动部件9侧的外周缘从轴向与轴颈部11的内周缘抵接。
[0110]
即,如图7b以及图8所示,保持器24的在通过凸轮螺栓14与从动部件9结合前的自由状态下的形状为,圆盘状的基部24a的内周部侧、即径向的大致中央的部位挠曲成向与从动部件9的相反方向、即凸轮螺栓14的头部14侧突出的碗状(挠曲24i)。因此,在将保持器24
与从动部件9一起与凸轮轴2结合时,如果紧固凸轮螺栓14,则通过该紧固力,挠曲变形部位24i被按压在从动部件9的圆板部9a的对置面上,从而挠曲而变形为平坦状(参照图1以及图8的单点划线)。
[0111]
减速器13和十字头联轴器20经由润滑油供给机构向内部供给润滑油。
[0112]
即,如图1所示,润滑油供给机构具有:油供给通路34,其形成在凸轮轴2的一端部2a内;第一油孔19f,其贯穿形成在承接器19的内周部;第二油孔9e,其贯穿形成在从动部件9的内周部;油槽24e,其从保持器24的螺栓孔24c的孔缘沿着径向形成;油泵35,其将润滑油供给到油供给通路34。
[0113]
油供给通路34在凸轮轴2的内部沿着半径方向以及内部轴向形成得较长,也作为相对于凸轮轴2的多个轴承供给润滑油的供给机构而使用。另外,该油供给通路34与油泵35的喷出通路35a连通。
[0114]
第一油孔19f的一端在油供给通路34的下游端开口,另一端经由第二油孔9e与油槽24e连通。
[0115]
而且,从油槽24e流入到减速器13的内部的润滑油通过驱动中的离心力,穿过滚珠轴承22的内部或外周侧的保持器24内等,从这里流入到轴承凹部10与轴颈部11之间。即,润滑油穿过轴颈部11的两端面或外周面与轴承凹部10的内侧壁面10b或滑动轴承面10a之间而被润滑地供给。
[0116]
油泵35是余摆线等一般的泵,喷出通路35a与图示外的主油道连通,该主油道主要供给润滑内燃机的内部的润滑油。另外,吸入通路35b与油盘36的内部连通。
[0117]
控制单元基于来自图示外的曲轴转角传感器、空气流量计、水温传感器、油门开度传感器等各种传感器类的信息信号,检测当前的内燃机运转状态,并基于此进行内燃机控制。另外,控制单元基于所述各信息信号和旋转位置检测机构,对线圈部通电,进行马达轴17的旋转控制,通过减速器13控制凸轮轴2相对于正时链轮1的相对旋转相位。
[0118]
[本实施方式的作用效果]
[0119]
以下,对本实施方式中的气门正时控制装置的作用进行说明。
[0120]
首先,当正时链轮1伴随着内燃机的曲轴的旋转驱动而经由正时链旋转时,该旋转力被传递到内齿轮5。该内齿轮5的旋转力从各辊23经由保持器24以及从动部件9传递到凸轮轴2。由此,凸轮轴2的驱动凸轮使各进气阀进行开闭动作。
[0121]
在内燃机起动后的规定的内燃机运转时,来自控制单元的控制电流向电动马达12的线圈部通电,马达轴17被正反旋转驱动。该马达轴17的旋转力经由十字头联轴器20传递到偏心轴21,通过减速器13的工作,对凸轮轴2传递减速后的旋转力。
[0122]
由此,凸轮轴2相对于正时链轮1进行正反相对旋转,变换相对旋转相位。因此,各进气阀将开闭正时向提前角侧或滞后角侧变换控制。
[0123]
这样,通过将进气阀的开闭正时向提前侧或延迟侧连续地变换,能够实现发动机的燃料的耗油量和输出等发动机性能的提高。
[0124]
而且,在本实施方式中,将从动部件9和保持器24分体地形成,在装置的组装时,通过凸轮螺栓14将包括承接器19在内的从动部件9和保持器24从轴向一体地结合在凸轮轴2的一端部2a上。
[0125]
因此,能够将从动部件9和保持器24按照各自的构造和材质单独地且精度良好地
成形,因此该成形作业变得容易。
[0126]
即,如现有技术那样,在从动部件9和保持器24为一体的情况下,将整体通过切削加工而成形。因此,与材质一起各部分的高尺寸精度和加工精度被要求,成形加工作业变得繁杂,导致该加工作业效率的降低,不得不提高加工成本。
[0127]
但是,在本实施方式中,能够分别对上述从动部件9和保持器24进行成形加工,因此成形作业变得容易,能够实现加工成本的降低。
[0128]
而且,作为从动部件9与保持器24的结合方法,例如不是使用多个螺栓或通过焊接等进行,而是通过1根凸轮螺栓14的紧固力进行,因此该结合作业也变得容易,在这一点上也能够实现成本的降低。
[0129]
而且,通过利用该凸轮螺栓14的紧固力,能够省略预先通过多个螺栓或焊接而将从动部件9和保持器24接合的工序。由此,即使单独地成形从动部件9和保持器24,也能够不增加接合工序地通过凸轮螺栓14而固定在凸轮轴2上。
[0130]
另外,由于能够由保持器24整体吸收由凸轮轴2产生的正反的凸轮转矩,因此能够缓和相对于保持器24的应力。
[0131]
而且,由于分体地形成从动部件9和保持器24,因此,将它们组装到凸轮轴2上时的组装工序的设定变得容易。即,在从动部件9和保持器24一体地形成的情况下,由于轴颈部11的存在,不能将从动部件9和保持器24从链轮1的前端开口侧插入,始终只能从凸轮轴2侧的后端开口侧插入。因此,由于插入距离变长等原因,难以在将多个辊23稳定地保持在保持孔24h内的状态下将保持器24从链轮1的后端开口侧插入,导致组装作业效率降低。
[0132]
但是,在本实施方式中,由于从动部件9和保持器24分体地形成,因此能够将从动部件9从链轮1的后端开口侧插入,将保持器24从链轮1的前端开口侧迅速地插入。因此,能够在将多个辊23稳定地保持在保持器24的各保持孔24h中的状态下组装到链轮1的内部。其结果,能够实现组装作业效率的提高。
[0133]
另外,由于能够由保持器24整体吸收由凸轮轴2产生的正反交变转矩,因此能够缓和保持架部24b的应力。
[0134]
而且在本实施方式中,由于对保持器24的基部24a实施滚花加工,因此,利用凸轮螺栓14紧固时的从动部件9与保持器24之间的摩擦阻力(摩擦)变大,两者9、24的结合强度提高。
[0135]
而且,由于保持器24在基部24a上形成有挠曲变形部位24i,因此能够得到以下作用效果。
[0136]
即,如前所述,在将保持器24与从动部件9结合时,如果紧固凸轮螺栓14,则由于该紧固力从而挠曲变形部位24i如图8的单点划线所示,被按压在从动部件9的圆板部9a的对置面上而变形为平坦状。因此,基部24a通过弹性恢复力而整体牢固地压接在圆板部9a的对置面上,并且使面压整体均匀化。由此,保持器24的形成有滚花的加工区域24g与从动部件9的圆环区域9g的摩擦进一步提高,两者9、24的结合强度进一步提高。
[0137]
而且,保持器24的硬度比从动部件9的硬度高,因此由于该硬度差,实施了滚花加工的加工区域24g容易陷入圆环区域9g。因此,两者9、24的结合强度进一步提高。
[0138]
而且,由于挠曲变形部位24i通过自身的弹性恢复力而作为弹簧垫圈起作用,因此能够抑制凸轮螺栓14因内燃机的振动等引起的不小心的松弛。因此,能够维持从动部件9和
保持器24相对于凸轮轴2的牢固的结合状态。
[0139]
另外,通过对保持器24进行滚花加工,能够以与从动部件9的少的接触面积确保大的摩擦,因此能够减小凸轮螺栓14的紧固力。其结果,能够实现凸轮螺栓14的小型化。
[0140]
另外,对保持器24的塑性加工是滚花加工,因此能够在保持器24的冲压加工时同时加工该滚花加工,因此能够实现加工成本的降低。
[0141]
在本实施方式中,通过前板15,能够限制滚珠轴承22的外圈22b的一端侧的移动,因此,如上所述,在将保持器24和滚珠轴承22相对于凸轮轴2组装时,能够抑制各滚珠轴承22的不经意的脱落。
[0142]
另外,前板15的第一部位15b相对于保持架部24b经由微小的间隙从轴向相对,而且通过第二部位15c限制外圈22b向轴向的一侧的移动。因此,能够使滚珠轴承22的轴向的中心与保持在保持架部24b的保持孔24h中的各辊23的轴向的中心一致。由此,提高保持器24和滚珠轴承2的位置精度。
[0143]
从动部件9成为在轴颈部11的内侧收容配置有保持器24的基部24a侧的形状,因此能够缩短整体的轴向的长度。
[0144]
而且,保持器24的保持架部24b的外周缘整体从轴向与从动部件9的轴颈部11的前端侧内周缘抵接。由此,能够得到保持器24与从动部件9的同轴性。即,能够进行保持器24与从动部件9之间的定心。因此,提高保持器24和从动部件9的组装精度。
[0145]
另外,在本实施方式中,在将凸轮螺栓14插通从动部件9的凸轮螺栓插入孔9b和保持器24的螺栓孔24c并紧固于凸轮轴2时,能够通过中间轴部14g得到从动部件9与保持器24以及凸轮轴2的同轴性(调心性)。
[0146]
即,中间轴部14g以大致中间配合状态插入嵌合于凸轮螺栓插入孔9b和螺栓孔24c,并且紧固内螺纹部2d和外螺纹部14c,由此能够得到从动部件9与保持器24以及凸轮轴2的同轴性。
[0147]
另外,当以规定的紧固扭矩紧固凸轮螺栓14时,头部14a的座面14f压接在保持器24的螺栓孔24c的电动马达12侧的孔缘的周面上。通过该压力,即使头部14a的座面14f侧向径向压弯变形,该变形对紧固扭矩的影响也较小。因此,能够得到基于凸轮螺栓14的期望的紧固扭矩。
[0148]
另外,对螺栓孔24c的孔缘的周面实施了滚花加工,因此与凸轮螺栓14的头部14a的座面14f的摩擦阻力变大,能够得到凸轮螺栓14的高紧固力。
[0149]
另外,从动部件9的凸轮螺栓插入孔9b和保持器24的螺栓孔24c为了使内径比轴部14b(外螺纹部14c)的外径大的中间轴部14g插入嵌合而形成为比较大的直径。因此,凸轮螺栓14能够将轴部14b隔着间隙有富余地插入凸轮螺栓插入孔9b以及螺栓孔24c。因此,在该插入时,能够抑制外螺纹部14c与凸轮螺栓插入孔9b的孔缘干涉而损伤。
[0150]
而且,中间轴部14g的前端侧所具有的锥部14h作为将凸轮螺栓14的轴部14b插入凸轮螺栓插入孔9b时的导向件起作用。因此,凸轮螺栓14向凸轮螺栓插入孔9b插入的插入作业变得容易。
[0151]
另外,在本实施方式中,由于对头部14a的外周面14e实施高频淬火而形成高硬度,因此能够得到以下的作用效果。
[0152]
即,通过在内燃机驱动中产生的凸轮轴2的正负交变扭矩,在减速器13中反向输入
作用于凸轮螺栓14,对头部14a的外周面14e输入向径向的载荷。由此,滚针轴承25有可能与头部14a的外周面14e干涉。但是,头部14a的外周面14e的硬度高,因此能够抑制损伤的发生。
[0153]
另一方面,由于头部14a的座面14f的硬度比外周面14e低,因此能够利用高韧性充分地确保凸轮螺栓14的紧固力。
[0154]
另外,电动马达12的马达轴17的前端部17a能够从旋转轴方向插入到凸轮螺栓14的工具孔14d的内部。因此,在马达轴17或凸轮轴2(从动部件9)等由于发动机的振动等而向旋转轴方向移动时,马达轴17的前端部17a进入工具孔14d内,能够吸收该移动。由此,能够尽可能地缩短马达轴17与凸轮螺栓14的轴向的距离。
[0155]
其结果,气门正时控制装置能够缩短整体的轴向长度,因此能够实现装置的小型化,提高向发动机室内的搭载性。
[0156]
本发明并不限定于上述各实施方式的结构,例如,也可以废除保持器24的基部24a的滚花加工,在基部24a与从动部件9的圆板部9a之间夹入使摩擦系数上升的部件。作为使摩擦系数上升的部件,例如是薄的摩擦板材或具有硬度的波形弹簧等。
[0157]
另外,作为使保持器24的硬度上升的方法,除了淬火等之外,也可以代替材质而使用碳钢等。
[0158]
而且,从动部件9除了冲压成形以外,也可以由烧结金属粉末而成的烧结金属来成形。
[0159]
另外,也可以不对保持器24而对从动部件9的圆板部9a侧实施使摩擦系数上升的滚花加工。另外,也可以对双方实施。
[0160]
作为基于以上说明的实施方式的内燃机的气门正时控制装置,例如可以想到以下所述的方式的气门正时控制装置。
[0161]
即,作为本发明中优选的方式,具备:
[0162]
电动马达;
[0163]
偏心轴,其通过所述电动马达旋转;
[0164]
驱动旋转体,其被传递来自曲轴的旋转力,并具有以与所述偏心轴的外周对置的方式设置的内齿轮;
[0165]
多个辊,其配置在所述偏心轴和所述内齿轮之间;
[0166]
保持器,其具有:圆盘状的基部,其在中央具有贯穿孔;环状的保持架部,其一体地设置在所述基部的外周部,具有分别保持所述多个辊的多个保持孔;
[0167]
从动旋转体,其设置为能够相对于所述驱动旋转体相对旋转,从轴向与所述基部抵接,能够通过插通所述贯穿孔的凸轮螺栓而与所述保持器一起固定在凸轮轴上。
[0168]
根据该发明的方式,由于通过一根凸轮螺栓将分体地形成的保持器和从动旋转体结合,因此该结合作业变得容易,且所述各个部件的制造变得容易,因此能够实现成本的降低。
[0169]
另外,由于能够由保持器整体吸收由凸轮轴产生的交变转矩,因此能够缓和对保持架部的应力。
[0170]
更优选地,所述保持器在所述凸轮螺栓紧固前的自由状态下,所述基部的贯穿孔侧的内周部向所述凸轮螺栓的头部侧挠曲。
[0171]
根据该发明的方式,在凸轮螺栓的紧固时,保持器的基部的挠曲变形的内周部通过来自凸轮螺栓的头部的紧固力而被按压在从动旋转体的对置的一侧面上,从而挠曲变形为平坦状。由此,通过凸轮螺栓的紧固力,能够使基部的内周部和外周部侧整体与从动旋转体的对置的一侧面弹性接触。
[0172]
由此,能够提高保持器与从动旋转体的接触面的耐滑动性而将上述两者牢固地结合。
[0173]
更优选地,对所述保持器和所述从动旋转体的相互接触的部位的至少一方实施使摩擦系数上升的加工。
[0174]
根据该发明的方式,能够以少的接触面积确保大的摩擦,因此能够减小凸轮螺栓的紧固扭矩。其结果,能够实现凸轮螺栓的小型化。
[0175]
更优选地,对所述保持器的基部的所述从动旋转体侧的一侧面实施使所述摩擦系数上升的加工,
[0176]
所述保持器的硬度比所述从动旋转体的硬度高。
[0177]
根据该发明的方式,由于保持器与从动旋转体的硬度差,施加在基部上的摩擦系数上升部咬入从动旋转体的一侧面,从而难以滑移。另外,通过提高保持器自身的硬度,而保持架部的保持孔周围的强度提高,从而实现耐久性的提高。
[0178]
更优选地,所述摩擦系数上升的加工范围的至少一部分与所述凸轮螺栓的头部在轴向上重叠。
[0179]
根据该发明的方式,由于摩擦系数上升的部位直接地承受凸轮螺栓的紧固力,因此保持器与从动旋转体的结合强度充分高。
[0180]
更优选地,所述保持器的基部通过使所述摩擦系数上升的加工,使所述基部的径向内侧的部位的摩擦系数比所述基部的径向外侧的部位高。
[0181]
更优选地,使所述摩擦系数上升的加工是通过塑性加工而成形的。
[0182]
根据该发明的方式,作为塑性加工,例如如果是滚花加工,则能够在保持器的冲压成形时同时进行,因此能够实现作业成本的降低。
[0183]
更优选地,在所述保持器的基部与所述从动旋转体之间,夹入有使摩擦系数上升的部件。
[0184]
作为使摩擦系数上升的部件,例如考虑壁厚薄的摩擦板部件或波形弹簧等,通过使用这些部件,不需要加工,因此能够抑制制造成本。
[0185]
更优选地,所述偏心轴具有相对于所述电动马达的马达轴的轴心偏心的轴状的偏心凸轮,在所述偏心凸轮的外周,设置有外周面为所述辊的滚动面的滚动轴承,所述驱动旋转体具有所述内齿轮设置在轴向的一端部的圆筒状的主体,在所述主体的轴向的一端部,固定有限制所述滚动轴承向轴向的一侧移动的前板。
[0186]
根据该发明的方式,由于能够通过前板限制滚动轴承向轴向的一侧的移动,因此在相对于凸轮轴组装驱动旋转体、从动旋转体等各构成部件时,能够抑制所述滚动轴承等的不经意的脱落。
[0187]
更优选地,所述前板形成为圆盘状,具有:外周侧的固定部,其固定在所述主体的轴向一端部;第一部位,其比所述固定部更靠径向内侧,且与所述保持架部在轴向上重叠;第二部位,其比所述第一部位更靠径向内侧,比所述第一部件更靠所述凸轮轴侧地偏置配
置,限制所述滚动轴承的外圈的轴向的一侧的移动。
[0188]
根据该发明的方式,由于前板的第一部位隔着微小的间隙从轴向与保持架部相对,而且通过相对于第一部位偏置配置的第二部位限制外圈向轴向的一侧的移动,因此能够使滚动轴承的轴向的宽度中心与保持架部的保持孔所保持的辊的长度方向的中心一致。
[0189]
更优选地,所述保持架在结合有所述保持架部的所述基部的外周侧具有变形部,该变形部以从所述从动旋转体向轴向离开的方式变形。
[0190]
更优选地,所述滚动轴承的内圈固定在所述偏心凸轮的外周,通过所述基部的所述变形部限制所述滚动轴承的外圈向轴向的另一侧的移动。
[0191]
滚动轴承的外圈通过前板的第二部位限制轴向一侧的移动,通过保持器的变形部限制轴向另一侧的移动,因此能够抑制轴向的晃动。
[0192]
更优选地,所述从动旋转体形成为具有向所述凸轮轴侧凹陷的凹部的杯状,在所述凹部中收容配置有所述保持器的基部侧。
[0193]
根据该发明的方式,通过在从动旋转体的凹部内收容配置保持器的基部侧,能够缩短整体的轴向的长度。
[0194]
更优选地,所述主体在内周面的与所述内齿轮在轴向上分离的位置具有圆环状的轴承凹部,所述从动旋转体在外周具有能够在所述轴承凹部中滑动的轴颈部,所述轴颈部的外径比所述保持架部的外径大,所述从动旋转体的凹部形成在所述轴颈部的内侧,并与所述轴颈部在轴向上重叠。
[0195]
更优选地,所述保持架部的外周能够与所述凹部的内周面抵接。
[0196]
通过保持架部的外周整体与凹部的内周整体抵接,能够得到保持器与从动旋转体的同轴性。即,能够进行保持器与从动旋转体之间的定心。
[0197]
更优选地,所述驱动旋转体具有:圆筒状的主体,其形成有所述内齿轮;前板,其固定在所述主体的轴向的一端部,限制所述保持器向与所述凸轮轴相反的方向的移动;后板,其固定在所述主体的轴向的另一端部,限制所述从动旋转体向所述凸轮轴方向的移动。
[0198]
更优选地,所述驱动旋转体能够在从所述主体拆下了所述后板的状态下将所述从动旋转体从所述主体的轴向的另一端部侧插入到内部,且能够在从所述主体拆下了前板的状态下将包括所述各辊的所述保持器整体从所述主体的轴向的一端部侧插入到内部。
[0199]
在现有的技术中,从动旋转体和保持器一体地形成,从动旋转体的轴颈部的外径比保持器的外径大,因此在组装时,不能将它们从驱动旋转体的主体的前侧、即主体的轴向的一端部侧收容到内部。因此,向保持器的保持孔组装多个辊的作业性变得困难,导致组装作业效率的降低。
[0200]
但是,在该发明的方式中,由于保持器和从动旋转体是分体的,因此能够在将各辊保持在各保持孔中的状态下将所述保持器从主体的轴向的一端部侧(前侧)收容到内部,因此组装作业性提高。
[0201]
附图标记说明
[0202]
1 正时链轮(驱动旋转体)
[0203]
1a 链轮主体
[0204]
1b 齿轮部(外齿)
[0205]
2 凸轮轴
[0206]
2a 一端部
[0207]
3 相位变更机构
[0208]
8 保持板
[0209]
9 从动部件(从动旋转体)
[0210]
9a 圆盘状主体
[0211]
9b 凸轮螺栓插入孔
[0212]
9g 圆环区域
[0213]
11 轴颈部
[0214]
12 电动马达
[0215]
13 减速器
[0216]
14 凸轮螺栓
[0217]
14a 头部
[0218]
14b 轴部
[0219]
14c 外螺纹部
[0220]
14e 外周面
[0221]
14f 座面
[0222]
15 前板
[0223]
15a 固定部
[0224]
15b 第一部位
[0225]
15c 第二部位
[0226]
15d 螺栓插入孔
[0227]
21 偏心轴(输入轴)
[0228]
21a 偏心凸轮
[0229]
21b 筒状部
[0230]
22 滚珠轴承(轴承)
[0231]
22a 内圈
[0232]
22b 外圈
[0233]
22c 滚珠
[0234]
23 辊
[0235]
24 保持器
[0236]
24a 基部
[0237]
24b 保持架部
[0238]
24c 螺栓孔(贯穿孔)
[0239]
24d 变形部
[0240]
24h 保持孔
[0241]
24g 加工区域(滚花加工区域)
[0242]
25 滚针轴承
[0243]
34 油供给通路。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。