1.本实用新型属于拉链技术领域,具体涉及一种拉链漏牙、错牙检测平台。
背景技术:
2.拉链,一般包括链牙、拉头和上下止。作为一种结构简单、稳定可靠的连接件,拉链被广泛地应用于服装加工、箱包生产等各行各业中。拉头夹持两侧链牙,借助拉襻滑行,即可使两侧的链牙相互啮合或脱开;其中,链牙是关键部分,链牙的质量直接决定了拉链的侧拉强度。但在拉链的实际生产过程中,常常出现漏牙、错牙等现象,而拉链链牙个体较小,漏牙、错牙依靠人工检查难免遗漏,因此,链牙的成品质量检测在拉链生产领域显得愈发重要。
3.现有技术中,如公告号为cn106226838a的中国专利提供了一种金属拉链少牙检测装置,包括安装座、设置在安装座上的过链胚部件和设置在安装座上的感应装置,所述过链胚部件具有供单边链胚输入经过的单边链胚通道,所述感应装置包括拨动杆和检测感应器,所述拨动杆的一端为检测端,另一端为连接端,所述检测端可活动的嵌入在单边链胚通道内,检测检测时检测端与单边链胚的链牙顶触,所述连接端连接感应装置,通过拨动杆的活动触发感应装置。该专利在一定程度上起到了链牙检测的功能,但是,这种链牙检测装置仍然存在以下不足:(1)该链牙检测装置只能针对拉链的漏牙现象进行检测,无法对拉链的错牙现象进行识别,适用范围小;(2)该链牙检测装置需要将啮合在一起的拉链先相互脱离,再针对两侧链牙单独检测,检测效率低;(3)该链牙检测装置结构复杂,成本高,通过拨动杆的活动触发感应装置,可靠性较差,不利于规模化生产需求。
4.因此,针对现有技术中存在的问题,亟需提供一种适用范围广、检测效率高、结构简单可靠的拉链漏牙、错牙检测平台。
技术实现要素:
5.针对相关技术中的问题,本实用新型提出一种拉链漏牙、错牙检测平台,以克服现有相关技术所存在的上述技术问题。
6.本实用新型的技术方案是这样实现的:一种拉链漏牙、错牙检测平台,所述拉链包括左链和右链,所述检测平台包括机架,以及设置在机架上的摆杆机构、引导组件、检测组件、驱动组件和控制器,
7.所述机架的前端向外延伸有一摆杆机构,所述摆杆机构包括至少两个连杆,所述至少两个连杆的一端各自与所述机架相铰接,另一端设有限位轮,所述限位轮与所述连杆转动连接,用于将左链和右链引导至所述引导组件;
8.所述机架的上端面设有工作台,所述工作台上依次设有引导组件、检测组件和驱动组件,所述引导组件包括拼链器、导入轮和呈左右镜像对称分布的多个引导轮,所述左链、右链经过所述多个引导轮后,输送至所述拼链器拼接成整体拉链,所述导入轮呈轴向固定且周向转动的方式设置在所述工作台上,用于将所述拉链引导至所述检测组件;
9.所述检测组件包括基座、盖板,所述基座上端面与所述盖板的下端面之间形成供所述拉链通过的检测槽,所述基座设有一贯穿上、下端面的腔部,所述腔部内设置有左摆轮、右摆轮,所述左摆轮/右摆轮与所述基座转动连接;所述左摆轮向下延伸有一左铁片,所述左铁片末端的一侧设有左感应器,另一侧设有左磁块,所述左磁块与所述基座的下端面固定连接;所述右摆轮向下延伸有一右铁片,所述右铁片末端的一侧设有右感应器,另一侧设有右磁块,所述右磁块与所述基座的下端面固定连接;
10.所述驱动组件包括支架,以及支架上的主动轮、张紧轮、电机和滑槽,所述电机与主动轮驱动连接,所述张紧轮位于所述主动轮的一侧,与所述基座之间设有一弹性元件,所述张紧轮与主动轮之间设有供所述拉链穿行的间隙,所述滑槽位于所述支架的末端,用于将自主动轮输送而出的拉链导出收料;
11.所述控制器设置在所述工作台的下部,所述控制器的一端与所述左感应器/右感应器相连,另一端连接至所述电机,当所述控制器接收到所述左感应器/右感应器发出的感应信号后,由所述控制器控制电机的正转/反转/停转。
12.在本实用新型中,检测平台柔性化程度高,可以根据拉链的实际生产需求,将检测平台拼接在拉链生产设备的收料端,通过设置摆杆机构与收料端灵活组装,具备较强的通用性;且适用范围广,既可以对拉链的漏牙现象进行检测,也可以针对拉链的错牙现象进行识别,检测结果可靠,效率高。
13.优选的,所述左摆轮/右摆轮的顶部高于所述基座的上端面,且低于所述盖板的下端面,所述左摆轮的轮轴与所述右摆轮的轮轴不共线;
14.进一步优选的,所述左摆轮的轮轴与所述右摆轮的轮轴的间距范围为3mm~6mm;
15.需要说明的是,检测组件的工作原理主要是利用拉链穿行通过所述检测槽时,拉链每个链牙的牙面分别与左摆轮/右摆轮的顶部相抵接,使得当出现漏牙、错牙等缺陷时,左摆轮/右摆轮的摆动频率明显变化;由于左链和右链啮合在一起时,链牙与链牙之间相互交错,设置左摆轮的轮轴与所述右摆轮的轮轴的一定的间距范围能大大提高检测组件对拉链错牙现象的识别精度。
16.进一步优选的,所述基座的上端面还设有一凹槽,所述凹槽的延伸方向与所述拉链的输送方向相重合;凹槽的设置能有效减少拉链的牙面与基座的上端面发生磨擦,避免损伤链牙表面,影响拉链成品质量。
17.进一步优选的,所述检测槽的延伸平面与水平面形成夹角α,20
°
≤α≤80
°
;
18.为了更好地提高拉链的检测效率,进一步的,设置检测槽的延伸平面呈一倾角,使得拉链从导入轮输入检测组件后,经驱动组件输出得更为顺畅。
19.优选的,还包括一摇臂,所述摇臂的一端与所述支架相铰接,形成一支点,另一端与所述张紧轮转动连接,所述张紧轮通过所述摇臂绕所述支点转动,与所述主动轮相抵或相离。
20.进一步优选的,还包括一手柄,所述手柄与所述张紧轮固定连接;
21.需要说明的是,拉链的输送需要在拉链表面提供一定的预紧力,使其在主动轮牵引作用下持续输送,手柄的设置便于将张紧轮与主动轮相离,留出间隙,方便拉链在驱动组件之间的穿行,提高检测效率。
22.进一步优选的,所述导入轮的中部设有一环形槽,所述环形槽的宽度尺寸范围为
3mm~8mm;
23.环形槽的设置能有效减少拉链的牙面与引导轮发生磨擦,避免损伤链牙表面,影响拉链成品质量。
24.进一步优选的,所述检测组件与所述驱动组件之间还设有一导出轮,所述导出轮呈轴向固定且周向转动的方式设置在所述支架上,所述导出轮的转动轴所在的水平面低于所述主动轮的转动轴所在的水平面,且高于所述导入轮的转动轴所在的水平面;
25.为了更好地衔接检测组件与驱动组件,进一步的,设置导出轮作为过渡轮,提高检测平台的运转效率,避免拉链输送至驱动组件时与基座/支架发生磕碰,损伤链牙表面。
26.进一步优选的,所述电机的输出轴设有主动链轮,所述主动轮的一端设有从动链轮,所述主动链轮通过链条与所述从动链轮连接,由所述电机的转动,驱动所述主动轮的转动。
27.本实用新型的有益效果:
28.(1)结构简单,柔性化程度高,可以根据拉链的实际生产需求,将检测平台拼接在拉链生产设备的收料端,通过设置摆杆机构与收料端灵活组装,具备较强的通用性;
29.(2)适用范围广,既可以对拉链的漏牙现象进行检测,也可以针对拉链的错牙现象进行识别,检测可靠性强;
30.(3)通过设置检测组件对拉链链牙的牙面的振动频率检测,无需将将啮合在一起的拉链相互脱离再进行单独检测,检测效率高。
附图说明
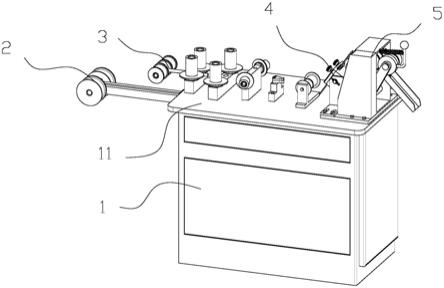
31.图1为本实用新型的结构示意图;
32.图2为本实用新型的正视图;
33.图3为本实用新型的俯视图;
34.图4为图3的a处局部放大图;
35.图5为本实用新型的检测组件的结构示意图;
36.图6为本实用新型的检测组件的分解示意图;
37.图7为本实用新型的检测组件的剖视图;
38.图8为本实用新型的驱动组件的结构示意图;
39.图9为本实用新型的拉链穿行的工作示意图;
40.附图标记:
41.l00、拉链;l1、左链;l2、右链;
42.1、机架;11、工作台;
43.2、摆杆机构;21、连杆;22、限位轮;
44.3、引导组件;31、第一引导轮;32、第二引导轮;33、第三引导轮;34、第四引导轮;35、拼链器;36、导入轮;361、环形槽;
45.4、检测组件;41、盖板;411、手拧螺丝;42、基座;421、腔部;422、凹槽;43a、左连接板;43b、右连接板;44a、左磁块;44b、右磁块;45a、左铁片;45b、右铁片;46a、左感应器;46b、右感应器;47a、左摆轮;47b、右摆轮;48a、摆动轴;q1、检测槽;
46.5、驱动组件;51、主动轮;521、张紧轮;522、摇臂;523、手柄;53、弹性元件;54、支
架;55、滑槽;56、电机;57、主动链轮;58、从动链轮;59、链条;
47.6、导出轮。
具体实施方式
48.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
49.如图1-图9所示,一种拉链漏牙、错牙检测平台,所述拉链l00包括左链l1和右链l2,所述检测平台包括机架1,以及设置在机架1上的摆杆机构2、引导组件3、检测组件4、驱动组件5和控制器(图示未标出),
50.所述机架1的前端向外延伸有一摆杆机构2,所述摆杆机构2包括至少两个连杆21,所述至少两个连杆21的一端各自与所述机架1相铰接,另一端设有限位轮22,所述限位轮22与所述连杆21转动连接,用于将左链l1和右链l2引导至所述引导组件3;设置摆杆机构2,将左链l1/右链l2绕行通过摆杆机构2的限位轮22,左链l1/右链l2随着限位轮22与连杆21上下摆动,使得左链l1/右链l2表面张紧平衡;
51.所述机架1的上端面设有工作台11,所述工作台11上依次设有引导组件3、检测组件4和驱动组件5,所述引导组件3包括拼链器35、导入轮36和呈左右镜像对称分布的多个引导轮,具体的,在本实施例中,所述引导轮包括依次设置的第一引导轮31、第二引导轮32、第三引导轮33和第四引导轮34,所述左链l1、右链l2经过所述多个引导轮后,输送至所述拼链器35拼接成整体拉链l00,所述导入轮36呈轴向固定且周向转动的方式设置在所述工作台11上,用于将所述拉链l00引导至所述检测组件4;所述导入轮36的中部设有一环形槽361,所述环形槽361的宽度尺寸范围为3mm~8mm;环形槽361的设置能有效减少拉链l00的牙面与引导轮发生磨擦,避免损伤链牙表面,影响拉链l00成品质量;在本实施例中,无需将将啮合在一起的拉链l00相互脱离再进行单独检测,检测效率更高。
52.所述检测组件4包括基座42、盖板41,所述基座42的上端面设有至少两个螺纹孔,所述盖板41上对应设有至少两个通孔,同步的,所述盖板41上设有至少两个手拧螺丝411,所述手拧螺丝411穿过所述通孔与所述螺纹孔连接固定;需要说明的是,拉链l00检测组件4的检测速率相当快,进一步的,检测出拉链l00存在异常的情况相对频繁,设置手拧螺丝411,方便对盖板41进行快速拆装,大大提高了拉链l00的排查效率。
53.所述基座42上端面与所述盖板41的下端面之间形成供所述拉链l00通过的检测槽q1,所述基座42设有一贯穿上、下端面的腔部421,所述腔部421内设置有左摆轮47a、右摆轮47b,所述左摆轮47a/右摆轮47b与所述基座42转动连接;具体的,所述基座42的腔部421具有一摆动轴48a,所述左摆轮47a/右摆轮47b通过所述摆动轴48a与所述基座42转动连接;
54.所述左摆轮47a向下延伸有一左铁片45a,所述左铁片45a末端的一侧设有左感应器46a,另一侧设有左磁块44a,所述左磁块44a与所述基座42的下端面固定连接;所述右摆轮47b向下延伸有一右铁片45b,所述右铁片45b末端的一侧设有右感应器46b,另一侧设有右磁块44b,所述右磁块44b与所述基座42的下端面固定连接;具体的,本实施例中所涉及的左感应器46a/右感应器46b均为振动传感器,所述振动传感器将工程振动的参量转换成电
信号,经电子线路放大后显示和记录,并转换为与之成比例的电量。
55.在本实施例中,所述左摆轮47a/右摆轮47b的顶部高于所述基座42的上端面,且低于所述盖板41的下端面,所述左摆轮47a的轮轴与所述右摆轮47b的轮轴不共线;
56.具体的,所述左摆轮47a的轮轴与所述右摆轮47b的轮轴的间距范围为3mm~6mm;
57.需要说明的是,检测组件4的工作原理主要是利用拉链l00穿行通过所述检测槽q1时,拉链l00每个链牙的牙面分别与左摆轮47a/右摆轮47b的顶部相抵接,使得当出现漏牙、错牙等缺陷时,左摆轮47a/右摆轮47b的摆动频率明显变化;由于左链l1和右链l2啮合在一起时,链牙与链牙之间相互交错,设置左摆轮47a的轮轴与所述右摆轮47b的轮轴的一定的间距范围能大大提高检测组件4对拉链l00错牙现象的识别精度。
58.在本实施例中,所述基座42的上端面还设有一凹槽422,所述凹槽422的延伸方向与所述拉链l00的输送方向相重合;凹槽422的设置能有效减少拉链l00的牙面与基座42的上端面发生磨擦,避免损伤链牙表面,影响拉链l00成品质量。
59.在本实施例中,所述检测槽q1的延伸平面与水平面形成夹角α,20
°
≤α≤80
°
,本实施例优选夹角α为50
°
;具体的,所述检测组件还包括左连接板43a和右连接板43b,所述基座通过与左连接板43a、右连接板43b固定安装调节倾角。为了更好地提高拉链l00的检测效率,进一步的,设置检测槽q1的延伸平面呈一倾角,使得拉链l00从导入轮36输入检测组件4后,经驱动组件5输出得更为顺畅。
60.优选的实施例中,所述检测组件4与所述驱动组件5之间还设有一导出轮6,所述导出轮6呈轴向固定且周向转动的方式设置在所述支架54上,所述导出轮6的转动轴所在的水平面低于所述主动轮51的转动轴所在的水平面,且高于所述导入轮36的转动轴所在的水平面;
61.为了更好地衔接检测组件4与驱动组件5,进一步的,设置导出轮6作为过渡轮,提高检测平台的运转效率,避免拉链l00输送至驱动组件5时与基座42/支架54发生磕碰,损伤链牙表面。
62.所述驱动组件5包括支架54,以及支架54上的主动轮51、张紧轮521、电机56和滑槽55,所述电机56与主动轮51驱动连接,所述张紧轮521位于所述主动轮51的一侧,与所述基座42之间设有一弹性元件53,具体的,所述弹性元件53为拉簧;
63.所述张紧轮521与主动轮51之间设有供所述拉链l00穿行的间隙,所述滑槽55位于所述支架54的末端,用于将自主动轮51输送而出的拉链l00导出收料;
64.在本实施例中,还包括一摇臂522,所述摇臂522的一端与所述支架54相铰接,形成一支点,另一端与所述张紧轮521转动连接,所述张紧轮521通过所述摇臂522绕所述支点转动,与所述主动轮51相抵或相离。
65.进一步具体的,还包括一手柄523,所述手柄523与所述张紧轮521固定连接;需要说明的是,拉链l00的输送需要在拉链l00表面提供一定的预紧力,使其在主动轮51牵引作用下持续输送,手柄523的设置便于将张紧轮521与主动轮51相离,留出间隙,方便拉链l00在驱动组件5之间的穿行,提高检测效率。
66.在本实施例中,所述电机56的输出轴设有主动链轮57,所述主动轮51的一端设有从动链轮58,所述主动链轮57通过链条59与所述从动链轮58连接,由所述电机56的转动,驱动所述主动轮51的转动。
67.所述控制器设置在所述工作台11的下部,所述控制器的一端与所述左感应器46a/右感应器46b相连,另一端连接至所述电机56,当所述控制器接收到所述左感应器46a/右感应器46b发出的感应信号后,由所述控制器控制电机56的正转/反转/停转;
68.在本实施例中,所述控制器还包括一警报灯(图示未标出),用于当检测组件4检测出漏牙、错牙等缺陷时,控制器控制电机56停转,由报警灯闪烁报警。
69.在本实施例中,检测平台柔性化程度高,可以根据拉链l00的实际生产需求,将检测平台拼接在拉链生产设备的收料端,通过设置摆杆机构2与收料端灵活组装,具备较强的通用性;且适用范围广,既可以对拉链l00的漏牙现象进行检测,也可以针对拉链l00的错牙现象进行识别,检测结果可靠,效率高。
70.通过本实施例的以上技术方案,在具体的应用中,主要分为拉链l00穿行和拉链l00检测两部分流程:
71.拉链l00穿行:首先,根据拉链l00的实际生产需求,将检测平台拼接在拉链l00生产设备的收料端(图示未标出),通过设置摆杆机构2与收料端灵活组装,将左链l1/右链l2绕行通过摆杆机构2的限位轮22,左链l1/右链l2随着限位轮22与连杆21上下摆动,使得左链l1/右链l2表面张紧平衡;
72.其次,将左链l1/右链l2依次穿行通过第一引导轮31、第二引导轮32、第三引导轮33、第四引导轮34,再经过拼链器35的拼合作用,将左链l1和右链l2拉拢合并呈整体拉链l00,接着,将整体拉链l00输送至导入轮36;
73.然后,所述拉链l00通过导入轮36的引导作用,与水平面呈倾角50
°
传入检测组件4,旋转手拧螺丝411,将检测组件4的盖板41取下,放置拉链l00,使得拉链l00的左链l1链牙表面与所述左摆轮47a的顶部相抵接,使得拉链l00的右链l2链牙表面与所述右摆轮47b的顶部相抵接,延伸拉链l00至所述导出轮6处;
74.最后,拉链l00自所述导出轮6输送至主动轮51与张紧轮521之间的间隙,动力输出通过滑槽55完成拉链l00的穿行过程。
75.拉链l00检测:拉链l00通过所述检测组件4时,左链l1和右链l2的链牙牙面对应与左摆轮47a的顶部和右摆轮47b的顶部滑动抵接,左摆轮47a/右摆轮47b绕摆动轴48a转动,带动左铁片45a/右铁片45b快速小幅度转动,随后,左铁片45a/右铁片45b又在左磁块44a/右磁块44b的磁吸作用下迅速复位,使得左铁片45a/右铁片45b按一定振动规律往复抖动;
76.所述左感应器46a/右感应器46b感应到的振动信号转换为电信号传输至控制器,控制器将接收到的电信号所代表的实时振动规律与控制器内预设的正常振动规律范围值相对比,若实时的振动规律落入预设的正常振动规律范围值内,则说明拉链l00链牙正常,检测平台继续检测下一段拉链l00链牙;
77.若实时的振动规律在预设的正常振动规律范围值外,则说明拉链l00链牙异常,拉链l00存在漏牙或错牙缺陷,控制器控制电机56停转,并由警报灯闪烁报警。
78.根据上述说明书的揭示和教导,本实用新型所属领域的技术人员还可以对上述实施方式进行变更和修改。因此,本实用新型并不局限于上面揭示和描述的具体实施方式,对实用新型的一些修改和变更也应当落入本实用新型的权利要求的保护范围内。此外,尽管本说明书中使用了一些特定的术语,但这些术语只是为了方便说明,并不对本实用新型构成任何限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。