模切材料缺陷信息生成方法、缺陷检校方法及系统
1.本技术是2021年12月15日提交、发明名称为“基于云数据共享的模切材料缺陷检校方法、装置及系统”、申请号为2021115279671的发明专利申请的分案申请。
技术领域
2.本发明涉及模切技术领域,尤其涉及一种模切材料缺陷信息生成方法、缺陷检校方法及系统。
背景技术:
3.传统模切生产用模切刀根据产品设计要求的图样组合成模切版,在压力的作用下,将印刷品或其他板状坯料轧切成所需形状或切痕的成型工艺。近年来,随着电子行业不断快速的发展,模切技术被广泛应用于消费电子产品的辅助材料的生产中,应用到各类消费电子产品中用来加工模切材料,如橡胶、单面胶带、双面胶带、泡棉、塑料、乙烯基、金属薄带、金属薄片、光学膜、保护膜、纱网、热熔胶带、oca光学胶等。虽然模切技术应用广泛且市场需求大,但整个行业中很多制造企业依然存在模切的时候通过人眼判断模切出的产品好坏,这种检测方式需要大量人力、物力且容易漏检。
4.随着全球以及我国对于工业制造向工业智造转变升级,模切技术也在由传统的需要大量人力、物力方式向自动化、智能化方向发展。最近,模切行业中已出现了采用机器视觉进行模切检测,甚至于采用ai算法来实现。这从一定程度上说明了模切技术在朝向智能制造方面发展,同时也说明模切设备会越来越智能。现有技术cn106770332a(名称:一种基于机器视觉的电子模切料缺陷检测实现方法,公开日:2017年5月31日)公开一种基于机器视觉的电子模切料缺陷检测实现方法,主要包括:(a)检测模板载入,(b)检测目标传送,(c)传感器监测,(d)图像抓取,(e)目标识别:先采用三角形匹配算法进行特征提取,实现了产品缺陷特征的高效提取,特征提取的内容包括纹理特征提取、形状特征提取和颜色特征提取。然后采用blob分析方法进行图像识别,可从图像背景中分离出目标并检测目标,实现目标物形状、缺陷识别,计算出目标物面积;最后采用lbp算法进行纹理识别,分辨出所述模切物料目标物的表面纹理处理工艺。上述方法虽然通过视觉检测出缺陷,但从本质上来看,需要大量的图像处理,而且其主要聚焦于产品在模切后的缺陷特征提取,没有考虑对模切时切刀的情况如切刀刀刃受损或者切割角度偏差,也没考虑产品输送中的位移偏差、传输机构传输速度等因素,这些都是影响产品模切效果的因素。而且模切后对模切产品缺陷检测,仅仅是对产品是否有缺陷进行筛选,没有对模切时切刀的姿态以及切刀本身情况等与产品缺陷问题密切相关的部分考虑。上述现有技术还提及工控系统把检测现场数据实时传送到工控云大数据分析平台,对得到的数据进行统计和分析。总体而言,上述现有技术主要提及了采用机器视觉对产品缺陷进行检测,然后将各种数据发送至工控云大数据分析平台进行分析,涉及到大量的图像处理。然而其并没有提及缺陷找出后怎么校正整个模切工艺,提升产品良率(良率低除了切刀切割时,也有可能是因为异物附着等问题)方面的问题。而且主要是针对一台模切设备过程控制工艺,没有考虑工厂大量生产中,多台模切设备批量切割
多个同一种产品时缺陷检测以及校正后数据的深度分析以及共享,在一台设备上遇到的技术问题也可能是其它模切设备遇到的技术问题。
技术实现要素:
5.有鉴于此,本发明实施例提供了一种模切材料缺陷信息生成方法、缺陷检校方法及系统,用以解决现有技术中模切设备没有将产品缺陷检测与围绕缺陷问题进行校正相结合的技术问题。
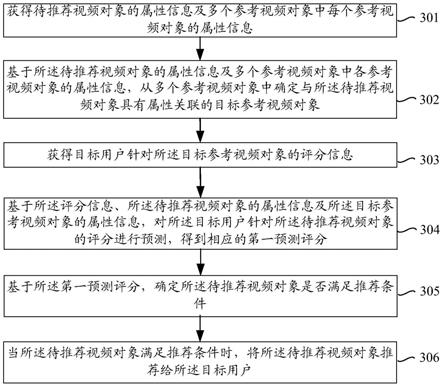
6.第一方面,本发明提供一种模切材料缺陷信息生成方法,所述方法包括:
7.以第一视角、第二视角以及第三视角分别获取指定场景下的第一视角图像、第二视角图像、第三视角图像,其中,所述指定场景至少包括:切刀、模切材料目标物以及承载所述模切材料目标物的承载机构;
8.所述第一视角图像至少包括:模切后对模切材料目标物缺陷检测的第一检测图像;
9.所述第二视角图像至少包括:模切后对模切材料目标物缺陷检测的第二检测图像;
10.所述第三视角图像至少包括:模切后对模切材料目标物缺陷检测的第三检测图像;
11.根据所述第一检测图像、第二检测图像以及所述第三检测图像,分析所述模切材料目标物是否存在缺陷特征,生成所述缺陷信息。
12.进一步,所述第一视角图像还包括模切前的传输模切材料目标物的第一切前图像;
13.所述第二视角图像还包括模切前的传输模切材料目标物的第二切前图像;
14.所述第三视角图像还包括模切前的传输模切材料目标物的第三切前图像;
15.所述方法还包括:根据所述第一切前图像、第二切前图像以及所述第三切前图像分析所述模切材料目标物在传输时是否有异物附着、是否按预设间距排列、所述承载机构的运动轨迹是否正常以及是否位于承载机构上的指定位置。
16.进一步,所述第一视角图像还包括第一模切时切刀裁切模切材料目标物场景的第一切时图像;
17.所述第二视角图像还包括模切时切刀裁切模切材料目标物场景的第二切时图像;
18.所述第三视角图像还包括:模切时切刀裁切模切材料目标物场景的第三切时图像;
19.所述方法还包括:根据所述第一切时图像、第二切时图像以及所述第三切时图像分析所述切刀在裁切所述模切材料目标物时切刀上是否有异物、切刀裁切的初始位置信息、裁切时所述模切材料目标物是否发生位置偏移。
20.进一步,所述根据所述第一检测图像、第二检测图像以及所述第三检测图像,分析所述模切材料目标物是否存在缺陷特征,生成所述缺陷信息包括:
21.当根据所述第一检测图像、第二检测图像以及所述第三检测图像分析出所述模切材料目标物存在缺陷特征时,当即停止模切材料目标物的上料以及模切工作;
22.记录模切材料目标物的缺陷信息。
23.进一步,所述第一视角和第二视角以及第三视角在图像采集时的角度不相同,且在第一视角和第二视角以及第三视角采集时彼此之间时间间隔在预设范围内。
24.进一步,所述缺陷信息至少包括以下之一:所述模切材料目标物的缺陷位置信息、缺陷严重程度、缺陷原因信息以及从上料直至废料分离整个过程中涉及所述模切材料目标物的工作参数。
25.第二方面,本发明提供一种模切材料缺陷校验方法,所述方法基于以上任一项所述的方法生成的缺陷信息对模切材料进行校验,所述方法包括:
26.根据所述缺陷信息校正所述缺陷,并相应生成校正信息;
27.发送所述缺陷信息以及所述校正信息至服务器以便所述服务器据此建立所述模切材料目标物的模切模型,并将模切模型分发至若干从模切设备。
28.进一步,所述校正信息至少包括以下之一:所述切刀的控制校正参数、所述模切材料目标物的传送速度校正参数、裁切所述模切材料目标物时的初始位置校正参数以及所述模切材料目标物与所述承载机构上彼此之间的相对位置校正参数。
29.进一步,所述模切模型至少包括以下之一:模切设备的传输速度、偏移角度范围、切刀的相关控制参数。
30.第三方面,本发明提供一种模切材料缺陷检校系统,其特征在于,所述系统包括:服务器、主模切设备、若干从模切设备,所述服务器、所述主模切设备以及若干所述从模切设备彼此通信连接,其中,所述主模切设备用于:
31.以第一视角、第二视角以及第三视角分别获取指定场景下的第一视角图像、第二视角图像、第三视角图像,其中,所述指定场景至少包括:切刀、模切材料目标物以及承载所述模切材料目标物的承载机构;
32.所述第一视角图像至少包括:模切后对模切材料目标物缺陷检测的第一检测图像;
33.所述第二视角图像至少包括:模切后对模切材料目标物缺陷检测的第二检测图像;
34.所述第三视角图像至少包括:模切后对模切材料目标物缺陷检测的第三检测图像;
35.根据所述第一检测图像、第二检测图像以及所述第三检测图像,分析所述模切材料目标物是否存在缺陷特征,生成所述缺陷信息;
36.根据所述缺陷信息校正所述缺陷,并相应生成校正信息;
37.发送所述缺陷信息以及所述校正信息至服务器;
38.所述服务器用于:接收所述缺陷信息以及所述校正信息后,建立所述模切材料目标物的模切模型,并将模切模型分发至若干从模切设备;
39.所述从模切设备根据模切模型,调整自身的模切控制参数。
40.综上所述,本发明的有益效果如下:
41.本发明实施例提供的模切材料缺陷信息生成方法、缺陷检校方法及系统,通过将模切工艺中的从上料传输至模切后的产品缺陷检测综合进行考虑,并对缺陷及时进行校正,并根据整个工艺过程建立模切模型,然后可复制地将这些分享到切割同类模切材料目标物的模切设备上,这样其它模切设备在工作时直接使用经验证符合要求的模切模型去控
制模切设备工作,大大提升了模切材料目标物的良率,同时也减少了以往过渡依赖于模切工人工作经验的问题,避免了模切材料的损耗浪费,同时也大大降低了工厂化大规模进行模切的制造成本,并且实现了数据共享,降低了模切检测和校准中对工人经验因数的过渡依赖。
附图说明
42.为了更清楚地说明本发明实施例的技术方案,下面将对本发明实施例中所需要使用的附图作简单地介绍,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图,这些均在本发明的保护范围内。
43.图1是本发明实施例1的基于云数据共享的模切材料缺陷检校系统的结构示意图。
44.图2是图1所示的主模切设备的结构示意图。
45.图3是图2所示主模切设备的切刀与图像采集机构的结构示意图。
46.图4是本发明实施例1中的基于云数据共享的模切材料缺陷检校方法的流程示意图。
47.图5是本发明实施例2的基于云数据共享的模切材料缺陷检校装置的结构示意图。
具体实施方式
48.下面将详细描述本发明的各个方面的特征和示例性实施例,为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细描述。应理解,此处所描述的具体实施例仅被配置为解释本发明,并不被配置为限定本发明。对于本领域技术人员来说,本发明可以在不需要这些具体细节中的一些细节的情况下实施。下面对实施例的描述仅仅是为了通过示出本发明的示例来提供对本发明更好的理解。
49.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
50.实施例1
51.请参见图1至图3,本发明实施例1提供的基于云数据共享的模切材料缺陷检校系统主要包括:主模切设备10、服务器20以及至少一个从模切设备30,主模切设备10与服务器20以及各从模切设备30之间可以通过有线或者无线的方式通信,实现数据共享,主要的应用场景是针对大批量裁切同一类别的模切材料目标物,如泡棉、胶以及底纸构成的模切材料,衬纸、泡棉、胶以及底纸构成的模切材料等等,采用模切工艺大批量裁切来实现。对于某些大型企业或者办公地址(如较大规模的模切服务提供商)分布在多地,对模切设备的需求会较大,数台模切设备分布式设置,通过服务器进行信息交互,当然也可以一台模切设备与另一台模切设备进行交互。
52.在本发明的实施例中,选择一台模切设备作为主模切设备,主模切设备包括模切
机和上位机,上位机为pc电脑或者带显示的一体机或者平板电脑都可以,上位机中安装有对模切机从不同视角采集的图像进行分析的视觉处理软件,为便于控制,甚至可以将控制模切机的plc控制器也融合到上位机中,这样操控时直接通过上位机实现对模切机的控制。另外对于所有的模切设备可以通过一个中控台来集中控制(这样可以实现远程控制),中控台既用作服务器,又作为整个系统的控制器,控制整个系统的数据通信和各模切设备(主模切设备、从模切设备)工作。此外,模切材料目标物进行视觉检测时,视觉检测的缺陷主要有模切材料目标物是否存在贴合偏位、角度偏移、位置偏移、产品上出现毛刺或者其它异物粘附等影响模切材料目标物成品使用中的问题。
53.如图2和图3所示,本发明实施例1中主模切设备的模切机主要包括:模切机本体100、设于模切机本体100上的上料机构200、切刀机构300、卸料机构400以及料架机构500。模切机本体100可以安装plc控制器和一些电机之类的驱动机构。上面可以有手动控制台,当然也可以不用,而是整合到上位机中。主要工作原理是上料机构200将模切材料目标物上料然后传输机构传输至承载该模切材料目标物的承载台上,有的可以是采用皮带传输,也就是说上料时皮带上固定有承载台,承载台上放置该模切材料目标物,然后由皮带输送载有模切材料目标物的承载台至切刀机构下方直接进行裁切。
54.切刀机构300包括切刀平台320和切刀组件310。其中切刀组件310如图3所示,包括:刀具安装座、在安装切刀的一侧设有切刀安装位(如图中的安装孔311),或者其它形式便于安装切刀的结构,如安装槽或者螺丝、卡扣固定之类的固定件来固定,由于这些属于现有技术中比较常规用法,本发明不作限定。在刀具安装座的安装切刀一侧的表面上有三个或以上的摄像头,分别称为第一摄像头312、第二摄像头313、第三摄像头314以及第四摄像头315,分别围绕切刀的安装孔311设置,用于从不同视角全方位采集切刀在裁切模切材料目标物的图像。这里将切刀安装座上设置切刀安装位,主要是因为模切机在切不同的模切材料时需要换用不同类型的刀具,否则有可能会损害切刀,影响生产。此外,第一摄像头312、第二摄像头313、第三摄像头314以及第四摄像头315可以相对刀具安装座旋转或者调节到模切材料目标物之间的相对间距。
55.如图4所示,前述描述主要是以举例方式为本发明提供的基于云数据共享的模切材料缺陷检校方法提供的硬件实现环境,在模切机安装了第一摄像头312、第二摄像头313、第三摄像头314以及第四摄像头315中的至少三个的情况下,基于从不同视角采集的图像的基础上,本发明基于云数据共享的模切材料缺陷检校方法方法主要包括以下步骤:
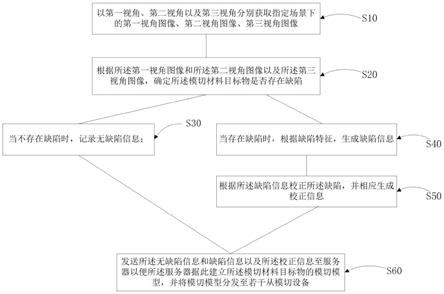
56.s10:以第一视角、第二视角以及第三视角分别获取指定场景下的第一视角图像、第二视角图像、第三视角图像,其中,所述指定场景至少包括:切刀、模切材料目标物以及承载所述模切材料目标物的承载机构,所述第一视角和第二视角以及第三视角在图像采集时的角度不相同,且在第一视角和第二视角以及第三视角采集时彼此之间时间间隔在预设范围内;这里采集的角度不相同主要是为了对模切材料目标物(带有一定的立体性,如oca等具有一定厚度)的多个表面均可进行图像采集,通常在安装摄像头时尽量确保三个摄像头或四个摄像头或以上可分别采集到的模切材料目标物的不同面,而且不同视角采集图像还可以减少外界环境因素对检测不准确性的影响,如模切设备所在环境的光线不均匀,或者存在某些障碍物影响图像采集。此外,本发明中的时间间隔的预设范围是指模切材料目标物在某一工序启动至该工序发生变化前,如上料传输过程中,可以在上料时第一视角拍摄、
传输中第二视角拍摄、传输至切刀机构下方即将裁切时第三视角拍摄,三个不同视角下采集的均是模切材料目标物在传输中的图像,这样将不同视角下的不同帧图像组合来判断模切材料目标物在传输过程中是否正常就较为容易,而且还可以通过几帧之间比较及时发现在传输路径上的哪一段出现了传输异常,便于及时找出异常原因。还有在裁切时也是如此,当然因为裁切时切刀裁切较快,这个时间间隔设置较短,可以根据到接触到模切材料目标物、切割模切材料目标物以及切刀复位离开模切材料目标物这三个时间点分别控制三个不同视角摄像头采集图像的时刻,也即一个时间点一个摄像头采集图像。还有,采集时,根据采集模切材料目标物的表面的图像完整性来确定哪个视角的摄像头先采集,哪个摄像头后采集,确定不同视角摄像头采集的先后顺序。这样可以大幅减少数据采集量和传输量以及后面的处理量,提升了模切过程中的生产效率。
57.s20:根据所述第一视角图像和所述第二视角图像以及所述第三视角图像,确定所述模切材料目标物是否存在缺陷;
58.s30:当不存在缺陷时,记录无缺陷信息;这里的无缺陷信息至少包括以下之一:所述切刀的控制参数、所述模切材料目标物的传送速度、裁切所述模切材料目标物时的初始位置信息以及所述模切材料目标物与所述承载机构上彼此之间的相对位置信息。
59.s40:当存在缺陷时,根据缺陷特征,生成缺陷信息;这里的缺陷信息至少包括以下之一:所述模切材料目标物的缺陷位置信息、缺陷严重程度、缺陷原因信息以及从上料直至废料分离整个过程中涉及所述模切材料目标物的工作参数。
60.s50:根据所述缺陷信息校正所述缺陷,并相应生成校正信息;这里的校正信息至少包括以下之一:所述切刀的控制校正参数、所述模切材料目标物的传送速度校正参数、裁切所述模切材料目标物时的初始位置校正参数以及所述模切材料目标物与所述承载机构上彼此之间的相对位置校正参数。
61.s60:发送所述无缺陷信息和缺陷信息以及所述校正信息至服务器以便所述服务器据此建立所述模切材料目标物的模切模型,并将模切模型分发至若干从模切设备。这里的模切模型可以是包括模切设备的工作参数如传输速度、偏移角度范围、切刀的相关控制参数,如速度、力度、角度等信息和模切材料目标物的相关信息,如形状、尺寸、厚度、易于出现的问题等信息,包括整个模切过程中涉及的数据,然后给从模切设备后,由从模切设备按照这一模切模型的数据进行工作即可,这样不仅保持了产品的良率,而且使得不同模切设备之间在模切同一种模切材料目标物时不会出现明显差异,这利于工业化生产。
62.本发明实施例提供的基于云数据共享的模切材料缺陷检校方法、装置及系统,通过将模切工艺中的从上料传输至模切后的产品缺陷检测综合进行考虑,并对缺陷及时进行校正,并根据整个工艺过程建立模切模型,然后可复制地将这些分享到切割同类模切材料目标物的模切设备上,这样其它模切设备在工作时直接使用经验证符合要求的模切模型去控制模切设备工作,大大提升了模切材料目标物的良率,同时也减少了以往过渡依赖于模切工人工作经验的问题,避免了模切材料的损耗浪费,同时也大大降低了工厂化大规模进行模切的制造成本,并且实现了数据共享,降低了模切检测和校准中对工人经验因数的过渡依赖。
63.在一个优选实施例中,所述根据所述第一视角图像和所述第二视角图像以及所述第三视角图像,确定所述模切材料目标物是否存在缺陷包括:
64.所述第一视角图像至少包括模切前的传输模切材料目标物的第一切前图像、模切时切刀裁切模切材料目标物场景的第一切时图像以及模切后对模切材料目标物缺陷检测的第一检测图像;
65.所述第二视角图像至少包括:模切前的传输模切材料目标物的第二切前图像、模切时切刀裁切模切材料目标物场景的第二切时图像以及模切后对模切材料目标物缺陷检测的第二检测图像;
66.所述第三视角图像至少包括:模切前的传输模切材料目标物的第三切前图像、模切时切刀裁切模切材料目标物场景的第三切时图像以及模切后对模切材料目标物缺陷检测的第三检测图像;
67.根据所述第一切前图像、第二切前图像以及所述第三切前图像分析所述模切材料目标物在传输时是否有异物附着、是否按预设间距排列、所述承载机构的运动轨迹是否正常以及是否位于承载机构上的指定位置;
68.根据所述第一切时图像、第二切时图像以及所述第三切时图像分析所述切刀在裁切所述模切材料目标物时切刀上是否有异物、切刀裁切的初始位置信息、裁切时所述模切材料目标物是否发生位置偏移;
69.根据所述第一检测图像、第二检测图像以及所述第三检测图像,分析所述模切材料目标物是否存在缺陷特征,生成所述缺陷信息。
70.本发明将模切的过程分为了三个阶段,这样可以较早发现模切材料目标物是否出现问题,每个阶段都进行图像采集分析,不仅减少了模切材料浪费,而且有助于提升产品自动化水平,三个阶段都有检测分析,这样对整个模切过程的监控以及从模切设备得到的工作参数,如传输速度、切刀速度、切刀角度、切刀力度等,可以较早地防止模切材料目标物出现贴合偏位、角度偏移、位置偏移、产品上出现毛刺或者其它异物粘附等问题。
71.优选地,所述根据所述第一切前图像、第二切前图像以及所述第三切前图像分析所述模切材料目标物在传输时是否有异物附着、是否按预设间距排列、所述承载机构的运动轨迹是否正常以及是否位于承载机构上的指定位置包括:
72.确定模切材料目标物是否按预设间距排列整齐;
73.确定排列整齐后,确定所述模切材料目标物是否附着有异物;
74.确定无异物后,确定所述承载机构在传输模切材料目标物时的运动轨迹是否沿着预设轨迹移动;
75.当确定沿着预设轨迹移动且移动到模切位置开始模切前,确定所述模切材料是否位于承载机构的指定位置。
76.当然这里采用优选的顺序可以在及时发现模切材料目标物是否存在异常,此外也考虑了数据处理难以程度,如排列整齐的图像处理比较容易,只需和原来的进行比对即可,接着是某个模切材料目标物上有无附着异物。当然其它的视觉识别顺序也可实现,如可以根据比较容易出现异常原因的角度考虑,频繁出现问题进行视觉图像采集分析。还有可以混合,以模切材料目标物在各工序先后时间顺序结合易于出现异常原因进行顺序确定,比如运动轨迹与异物检测,可以先进行运动轨迹检测,在位于承载机构的指定位置后再进行异物检测。本发明对此不作限制。
77.在一个具体实施例中,所述根据所述第一切时图像、第二切时图像以及所述第三
切时图像分析所述切刀在裁切所述模切材料目标物时切刀上是否有异物、切刀裁切的初始位置信息、裁切时所述模切材料目标物是否发生位置偏移包括:
78.确定所述切刀裁切时是否粘附有异物以及异物大小及类型;如有时油脂类异物则比较难以发现和清除,但对于模切设备来说,在运行过程中可能设备上的机油或者润滑油之类污染了模切材料目标物。也可能是上料过程中外界异物粘附。
79.当确定无异物粘附到模切材料上时,确定切刀在裁切时是否从模切材料目标物上指定的初始位置开始裁切;
80.当确定是在指定的初始位置开始裁切时,监视切刀在裁切过程中是否导致模切材料目标物发生位置偏移;
81.当切刀裁切过程中确定模切材料目标物没有发生位置偏移时,则在裁切完成时确定是否有分离废料;废料如衬纸、胶以及底纸等切割下来的物料。
82.当确定废料分离开时则当前裁切结束。
83.在一个实施例中,所述根据所述第一检测图像、第二检测图像以及所述第三检测图像,分析所述模切材料目标物是否存在缺陷特征,生成所述缺陷信息包括:
84.当根据所述第一检测图像、第二检测图像以及所述第三检测图像分析出所述模切材料目标物存在缺陷特征时,当即停止模切材料目标物的上料以及模切工作;
85.记录模切材料目标物的缺陷信息。
86.实施例2
87.如图5所示,本发明在实施例1的基于云数据共享的模切材料缺陷检校基础上还提供一种基于云数据共享的模切材料缺陷检校装置,所述装置包括:
88.图像获取模块1,用于以第一视角、第二视角以及第三视角分别获取指定场景下的第一视角图像、第二视角图像、第三视角图像,其中,所述指定场景至少包括:切刀、模切材料目标物以及承载所述模切材料目标物的承载机构,所述第一视角和第二视角以及第三视角在图像采集时的角度不相同,且在第一视角和第二视角以及第三视角采集时彼此之间时间间隔在预设范围内;
89.缺陷确定模块2,用于根据所述第一视角图像和所述第二视角图像以及所述第三视角图像,确定所述模切材料目标物是否存在缺陷;
90.记录模块3,用于当不存在缺陷时,记录无缺陷信息;
91.缺陷信息生成模块4,用于当存在缺陷时,根据缺陷特征,生成缺陷信息;
92.校正信息生成模块5,用于根据所述缺陷信息校正所述缺陷,并相应生成校正信息;
93.发送模块6,用于发送所述无缺陷信息和缺陷信息以及所述校正信息至服务器以便所述服务器据此建立所述模切材料目标物的模切模型,并将模切模型分发至若干指定的模切设备。
94.本发明实施例提供的基于云数据共享的模切材料缺陷检校装置,通过设置图像获取模块、缺陷确定模块、缺陷信息生成模块以及校正信息生成模块,将模切工艺中的从上料传输至模切后的产品缺陷检测都进行检测分析,并对发现的缺陷及时进行校正,并根据整个模切工艺过程建立模切模型,然后可复制地将这些分享到切割同类模切材料目标物的模切设备上,这样其它模切设备在工作时直接使用经验证符合要求的模切模型去控制模切设
备工作,大大提升了模切材料目标物的良率,同时也减少了以往过渡依赖于模切工人工作经验的问题,避免了模切材料的损耗浪费,同时也大大降低了工厂化大规模进行模切的制造成本,并且实现了数据共享,降低了模切检测和校准中对工人经验因数的过渡依赖。
95.实施例3
96.本发明实施例3在上述实施例1和2的基础上提供一种基于云数据共享的模切材料缺陷检校系统,请进一步参见图1,所述系统包括:服务器20、主模切设备10、若干从模切设备30,所述服务器、所述主模切设备以及若干所述从模切设备彼此通信连接,其中,所述主模切设备用于:
97.以第一视角、第二视角以及第三视角分别获取指定场景下的第一视角图像、第二视角图像、第三视角图像,其中,所述指定场景至少包括:切刀、模切材料目标物以及承载所述模切材料目标物的承载机构,所述第一视角和第二视角以及第三视角在图像采集时的角度不相同,且在第一视角和第二视角以及第三视角采集时彼此之间时间间隔在预设范围内;根据所述第一视角图像和所述第二视角图像以及所述第三视角图像,确定所述模切材料目标物是否存在缺陷;
98.当不存在缺陷时,记录无缺陷信息;
99.当存在缺陷时,根据缺陷特征,生成缺陷信息;
100.根据所述缺陷信息校正所述缺陷,并相应生成校正信息;
101.发送所述无缺陷信息和缺陷信息以及所述校正信息至服务器;
102.所述服务器用于:接收所述无缺陷信息和缺陷信息以及所述校正信息后,建立所述模切材料目标物的模切模型,并将模切模型分发至若干从模切设备;
103.所述从模切设备根据模切模型,调整自身的模切控制参数。
104.由于本发明实施例3的系统在实施例1的基础上,因此该系统也具有上述实施例1方法中的优点,还有本系统可以设置中控台,中控台统一管控各模切设备的工作,并将建立的模切模型分享给各从模切设备,当然各从模切设备也可和主模切设备之间通信,各从模切设备可以不用安装摄像头,或者仅安装一个摄像头对设备进行监控即可,这样对现有模切设备的改动较小的情况下,通过对控制程序等进行相应改动就可大幅度提升产品良率,大大减少了人工的参与,在节约人工成本的同时,减少了产品模切材料的损耗。
105.需要明确的是,本发明并不局限于上文所描述并在图中示出的特定配置和处理。为了简明起见,这里省略了对已知方法的详细描述。在上述实施例中,描述和示出了若干具体的步骤作为示例。但是,本发明的方法过程并不限于所描述和示出的具体步骤,本领域的技术人员可以在领会本发明的精神后,作出各种改变、修改和添加,或者改变步骤之间的顺序。
106.以上所述的结构框图中所示的功能块可以实现为硬件、软件、固件或者它们的组合。当以硬件方式实现时,其可以例如是电子电路、专用集成电路(asic)、适当的固件、插件、功能卡等等。当以软件方式实现时,本发明的元素是被用于执行所需任务的程序或者代码段。程序或者代码段可以存储在机器可读介质中,或者通过载波中携带的数据信号在传输介质或者通信链路上传送。“机器可读介质”可以包括能够存储或传输信息的任何介质。机器可读介质的例子包括电子电路、半导体存储器设备、rom、闪存、可擦除rom(erom)、软盘、cd-rom、光盘、硬盘、光纤介质、射频(rf)链路,等等。代码段可以经由诸如因特网、内联
网等的计算机网络被下载。
107.还需要说明的是,本发明中提及的示例性实施例,基于一系列的步骤或者装置描述一些方法或系统。但是,本发明不局限于上述步骤的顺序,也就是说,可以按照实施例中提及的顺序执行步骤,也可以不同于实施例中的顺序,或者若干步骤同时执行。
108.以上所述,仅为本发明的具体实施方式,所属领域的技术人员可以清楚地了解到,为了描述的方便和简洁,上述描述的系统、模块和单元的具体工作过程,可以参考前述方法实施例中的对应过程,在此不再赘述。应理解,本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到各种等效的修改或替换,这些修改或替换都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。