1.本技术涉及机器视觉测量技术领域,特别是涉及一种原木自动化管控方法。
背景技术:
2.在国内外贸易中木材材积由木材尺寸检量(简称检尺)获得,因而木材检尺的结果不但是国家进出口管理部门对进口木材进行监管、国内外木材贸易商对贸易成果进行结算的主要依据,也是检验检疫人员实施进口木材检验监管的关键。
3.目前木材尺寸检量普遍采用人工检尺的方式进行,劳动强度大,对人力资源要求很高。由于进口木材要求采用木材输出国家和地区的标准或国际通行标准进行检验,其标准内容繁杂,难于掌握,检尺人员对标准理解、经验、责任心等主观因素也在很大程度上影响了木材检尺的工作质量。在人工检尺过程中,必须将原木分散排列再逐一测量。不仅需要很大的操作场地空间,还额外增加了摆放原木和调整原木位置的工作量。
4.因此,目前木材检尺作业的效率低。
技术实现要素:
5.基于此,有必要针对上述技术问题,提供一种提高木材检尺作业的效率的原木自动化管控方法。
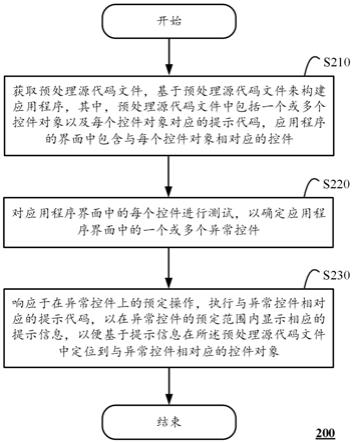
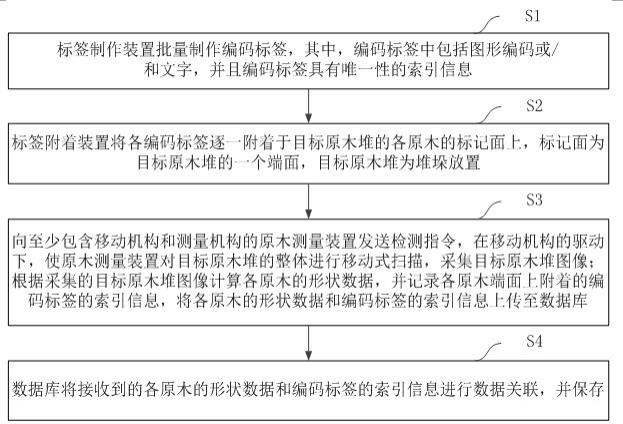
6.一种原木自动化管控方法,所述方法包括:步骤s1,标签制作装置批量制作编码标签,其中,编码标签中包括图形编码或/和文字,并且编码标签具有唯一性的索引信息;步骤s2,标签附着装置将各所述编码标签逐一附着于目标原木堆的各原木的标记面上,所述标记面为目标原木堆的一个端面,所述目标原木堆为堆垛放置;步骤s3,向至少包含移动机构和测量机构的原木测量装置发送检测指令,在所述移动机构的驱动下,使原木测量装置对所述目标原木堆的整体进行移动式扫描,采集目标原木堆图像;根据采集的目标原木堆图像计算各原木的形状数据,并记录各原木端面上附着的编码标签的索引信息,将各原木的形状数据和编码标签的索引信息上传至数据库;步骤s4,所述数据库将接收到的各原木的形状数据和编码标签的索引信息进行数据关联,并保存。
7.在其中一个实施例中,所述方法还包括:当终端对目标原木所附着的编码标签进行扫描时,识别所述编码标签中的索引信息,所述终端根据索引信息向数据库发送信息获取指令,向所述数据库获取目标原木的形状数据。
8.在其中一个实施例中,所述移动机构的移动方式为:所述移动机构根据预先设置的轨道或标记线作为引导,控制移动机构的运动方向;当以轨道作为引导时,控制所述移动机构在所述轨道上移动;
当以标记线作为引导时,通过对所述标记线进行识别,控制所述移动机构沿标记线方向自动移动。
9.在其中一个实施例中,所述测量机构包括若干个相机;在移动过程中,各相机实时对所述目标原木堆进行拍摄,获得不同角度的目标原木堆图像;通过对不同角度的目标原木堆图像进行对比分析,计算获得原木的形状数据;其中,至少存在一个相机拍摄到目标原木堆的各原木端面上附着的编码标签的图像。
10.在其中一个实施例中,所述测量机构还包括三维激光雷达;在移动过程中,所述三维激光雷达同时对所述目标原木堆进行扫描,并将扫描到的三维点云数据与所述目标原木堆图像结合进行对比分析,计算获得原木的形状数据,在所述目标原木堆图像上对各原木的形状数据和位置进行关联标注。
11.在其中一个实施例中,所述方法还包括:在所述原木测量装置对所述目标原木堆的整体进行移动式扫描的过程中,所述原木测量装置实时对采集到的目标原木堆图像的清晰度进行检测;当检测到目标原木堆图像中存在部分标签或/和部分原木端面不清晰时,对不清晰的标签或/和原木端面的位置进行对焦调节,单独拍摄清晰的图像;将单独拍摄的清晰的局部图像提取出来,对应的替换所述目标原木堆图像中不清晰的位置并保存。
12.在其中一个实施例中,所述根据采集的目标原木堆图像计算各原木的形状数据的步骤包括:采用预设的标定方法,根据已确定的相机拍摄位置或/和原木堆图像中的物体的物理尺寸数据,对所述目标原木堆图像的像素精度数值进行标定;然后,根据所述图像精度数值对所述目标原木堆图像中各原木的形状数据进行分析,获得所述目标原木堆图像中各原木的形状数据。
13.在其中一个实施例中,所述预设的标定方法为以下的任意一种标定方法或以下任意若干种标定方法的组合:第一种标定方法:对同一拍摄方向上的相机拍摄的目标原木堆图像中重叠的部分,进行图像对比完成图像的拼接,获得拼接后的图像,同一拍摄方向上的相机至少有两个,且各所述相机的拍摄范围有所重叠;根据各目标原木堆图像的中心点所在的位置,将该中心点所在的位置对应到所述拼接后的图像上作为参照点;根据所述拼接后的图像的各参照点的像素距离与各相机之间的物理距离相关联,实现对所述目标原木堆图像的像素精度进行标定;第二种标定方法:对于拍摄有附着编码标签的原木端面的目标原木堆图像,采用统一规格的编码标签,以编码标签的尺寸数据为依据,实现对目标原木堆图像的像素精度进行标定,并且计算出该原木端面的尺寸数据,以及该原木端面与拍摄方向之间的角度;第三种标定方法:所述移动机构驱动使得所述原木测量装置做整体移动进行数据采集,根据各相机已固定在原木测量装置上的安装位置和拍摄角度获得各相机之间的物理位置数据和位置关系,结合目标原木堆图像计算得到各相机与目标原木堆之间的物距,实
现对所述目标原木堆图像的像素精度进行标定。
14.在其中一个实施例中,所述方法还包括:对各相机不同角度、不同位置拍摄的所有目标原木堆图像进行内容拼接,形成体现了目标原木堆的顶部图像和原木端面全貌的完整图像,上传至数据库中存储。
15.在其中一个实施例中,存在部分原木的编码标签丢失时,通过拍摄目标原木的端面图像与所述数据库中存储的端面全貌的完整图像进行匹配,获取所述目标原木对应的形状数据。
16.上述原木自动化管控方法,通过标签制作装置批量制作编码标签,其中,编码标签中包括图形编码或/和文字,并且编码标签具有唯一性的索引信息;标签附着装置将各所述编码标签逐一附着于目标原木堆的各原木的标记面上,所述标记面为目标原木堆的一个端面,所述目标原木堆为堆垛放置;向至少包含移动机构和测量机构的原木测量装置发送检测指令,在所述移动机构的驱动下,使原木测量装置对所述目标原木堆的整体进行移动式扫描,采集目标原木堆图像;根据采集的目标原木堆图像计算各原木的形状数据,并记录各原木端面上附着的编码标签的索引信息,将各原木的形状数据和编码标签的索引信息上传至数据库;所述数据库将接收到的各原木的形状数据和编码标签的索引信息进行数据关联,并保存。无需将原木分散排列,在原木堆垛状态下即可完成形状数据的采集和计算,节省操作空间,避免了额外的摆放原木和调整原木位置的工作,提高木材检尺作业的效率;进一步地,首先生成标签再关联个体信息的方案,成本更低,对应的机械结构设计也更灵活;并且通过在原木堆的一侧原木端面上附着识别编码标签,并在测量过程中同步保存两侧端面和编码标签的图像并存档,便于进行后续的管理、出库和溯源核查等操作。
附图说明
17.图1为一个实施例中原木自动化管控方法的流程示意图;图2为一个实施例中原木测量装置的结构正视图;图3为另一个实施例中原木测量装置的结构正视图;图4为另一个实施例中原木测量装置的结构正视图;图5为一个实施例中原木测量装置扫描场景的俯视图;图6为一个实施例中原木测量装置扫描场景的侧视图;图7为另一个实施例中原木测量装置扫描场景的俯视图;图8为一个实施例中原木自动化管控方法中的图像拼接示意图。
具体实施方式
18.为了使本技术的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
19.在一个实施例中,如图1所示,提供了一种原木自动化管控方法,包括以下步骤:步骤s1,标签制作装置批量制作编码标签,其中,编码标签中包括图形编码或/和文字,并且编码标签具有唯一性的索引信息。
20.其中,预先通过标签制作装置批量制作编码标签能够有效的降低成本。本发明的
应用场景与现有的很多应用场景(如快递业务)不同,由于原木的数量庞大(检测量达到数亿根/年),单根原木的测量成本很低;相比于在检尺过程中逐一实时打印编码标签再粘贴到原木端面上的做法,其成本可以降低不少、同时运行效率也得以提升。预先批量制作编码标签的另一个好处是可以节省现场识别之后实时打印标签的时间过程,缩短约1-2秒/个的时间,对于每年数以亿计的标签而言、时间的节约是十分重要的。
21.步骤s2,标签附着装置将各编码标签逐一附着于目标原木堆的各原木的标记面上,标记面为目标原木堆的一个端面,目标原木堆为堆垛放置。
22.其中,目标原木堆是当前需要进行原木自动化管控的原木堆。基于标签制作装置批量制作编码标签,采用自动化的标签附着装置将各编码标签逐一附着于目标原木堆的各原木的标记面上,相比现有的编码标签的人工粘贴方式能够极大的缩减粘贴标签的操作时间、并能够避免差错,进一步提高了原木自动化管控的效率。
23.步骤s3,向至少包含移动机构和测量机构的原木测量装置发送检测指令,在移动机构的驱动下,使原木测量装置对目标原木堆的整体进行移动式扫描,采集目标原木堆图像;根据采集的目标原木堆图像计算各原木的形状数据,并记录各原木端面上附着的编码标签的索引信息,将各原木的形状数据和编码标签的索引信息上传至数据库。
24.其中,原木形状数据包括: 各原木端面直径、各原木的长度和各原木在目标原木堆中的位置坐标中的一种或若干种。并且,由于附着标签的速度较慢(1-2秒/个)、而扫描识别的过程速度较快(0.1秒/个),因此将附着标签和扫描识别的过程分开,能够充分发挥各种设备的效率,不会产生设备运行不同步而相互等待的情况。
25.原木测量装置可以是如图2所示的龙门式框架结构的原木测量装置,包括移动机构3、机架1和测量机构;移动机构3安装在机架1的底部。测量机构安装在机架1上,在移动机构3的驱动下,使原木测量装置100对目标原木堆200的整体进行移动式扫描,采集目标原木堆图像。测量机构可以是一个或多个相机21。
26.原木测量装置还可以是如图3所示的悬臂门式结构的原木测量装置,包括移动机构5、机架6和测量机构;移动机构安装在机架6的底部。测量机构安装在机架6上,在移动机构5的驱动下,使原木测量装置300对目标原木堆200的整体进行移动式扫描,采集目标原木堆图像。测量机构可以是一个或多个相机22。
27.原木测量装置还可以是如图4所示的悬臂门式结构的原木测量装置,包括移动机构5、机架6和测量机构;移动机构安装在机架6的底部。测量机构安装在机架6上,在移动机构5的驱动下,使原木测量装置300对目标原木堆200的整体进行移动式扫描,采集目标原木堆图像。测量机构可以包括一个或多个相机22以及三维激光雷达23。
28.在一个场景中,如图5和图6所示,至少包含移动机构3和测量机构呈龙门式框架结构的原木测量装置100接收到检测指令后,在移动机构的驱动下沿d1方向移动,使原木测量装置100对目标原木堆200的整体进行移动式扫描,采集目标原木堆图像。
29.在一个场景中,如图7所示,至少包含移动机构和测量机构呈悬臂门式结构的原木测量装置300接收到检测指令后,在移动机构的驱动下沿d2和d3方向移动,使原木测量装置300对目标原木堆200的整体进行移动式扫描,采集目标原木堆图像。具体的,可以采用两台原木测量装置300分别沿d2和d3方向移动,完成移动式扫描;或者,可以采用一台原木测量装置300首先沿d2方向移动,然后将原木测量装置300调整到原木堆的另一侧沿d3方向移
动,完成移动式扫描。
30.步骤s4,数据库将接收到的各原木的形状数据和编码标签的索引信息进行数据关联,并保存。
31.在一个实施例中,当终端对目标原木所附着的编码标签进行扫描时,识别所述编码标签中的索引信息,所述终端根据索引信息向数据库发送信息获取指令,向所述数据库获取目标原木的形状数据。
32.在一个实施例中,移动机构的移动方式为:移动机构根据预先设置的轨道或标记线作为引导,控制移动机构的运动方向;当以轨道作为引导时,在场地中设置轨道,控制移动机构在轨道上移动;当以标记线作为引导时,通过原木测量装置对标记线进行识别,控制移动机构沿标记线方向自动移动。
33.在一个实施例中,测量机构包括若干个相机;在移动过程中,各相机实时对目标原木堆进行拍摄,获得不同角度的目标原木堆图像;通过对不同角度的目标原木堆图像进行对比分析,计算获得原木的形状数据;其中,至少存在一个相机拍摄到目标原木堆的各原木端面上附着的编码标签的图像。
34.其中,设置若干个相机可以分别从不同的角度拍摄目标原木堆的图像,获得不同角度的目标原木堆图像,各相邻视野的相机采集的目标原木堆图像的拍摄范围存在部分重叠(一般重叠范围设定为大于总范围的10%),从而可以将各相邻视野的相机采集的目标原木堆图像中的内容拼接合并;在移动过程中对原木堆的各个局部区域进行数据采集,最终汇总成连贯的原木堆整体图像。在拼接过程中,各目标原木堆图中的重叠部分,以重叠的方式拼接,两个重叠部分保留清晰度更高的部分,掩盖或剪切掉清晰度相对低的部分。
35.在一个实施例中,测量机构还包括三维激光雷达;在移动过程中,三维激光雷达同时对目标原木堆进行扫描,并将扫描到的三维点云数据与目标原木堆图像结合进行对比分析,计算获得原木的形状数据,在目标原木堆图像上对各原木的形状数据和位置进行关联标注。
36.其中,三维激光雷达所产生的三维点云数据图对于三维空间形状位置的标定是很精确的,但点的密度和激光雷达设备的成本正相关;在本应用中,由于目标原木堆具有较容易分辨的形态,因此不需要使用高端的三维激光雷达即可对原木的形状数据和位置进行标定;然后与相机拍摄的图像相结合的过程,是将各原木的数据与其端面图像逐一进行关联,并且可以带入图像对三维点云数据进行验算。
37.采用多台相机组合采集并与三维激光雷达配合,能够进一步快速精准的获得原木堆中各原木的形状数据、位置数据和图像,并且还能根据位置数据进一步高效的实现在各原木端面自动附着编码标签的操作。
38.在一个实施例中,原木自动化管控方法还包括:在原木测量装置对目标原木堆的整体进行移动式扫描的过程中,原木测量装置实时对采集到的目标原木堆图像的清晰度进行检测;当检测到目标原木堆图像中存在部分标签或/和部分原木端面不清晰时,对不清晰的标签或/和原木端面的位置进行对焦调节,单独拍摄清晰的图像;将单独拍摄的清晰的局部图像提取出来,对应的替换目标原木堆图像中不清晰的位置并保存。
39.其中,标签不清晰是指从目标图像中无法识别出编码标签上标识的信息,包括编
码标签中的图形编码或/和文字或/和编码标签的唯一性的索引信息。原木端面不清晰是指从目标图像中无法识别出原木端面的纹路、边界等。
40.在一个实施例中,根据采集的目标原木堆图像计算各原木的形状数据的步骤包括:采用预设的标定方法,根据已确定的相机拍摄位置或/和原木堆图像中的物体的物理尺寸数据、对所述目标原木堆图像的像素精度数值进行标定;然后,根据所述图像精度数值对所述目标原木堆图像中各原木的形状数据进行分析,获得所述目标原木堆图像中各原木的形状数据。
41.其中,图像的像素精度通常采用dpi(dots per inch,每英寸点数)作为计量单位,体现了物体的数字图像的像素数量与物体的物理尺寸之间的对应关系。根据图像的像素数可换算为景物的实际大小,即根据目标原木堆图像的像素数即可换算出原木的形状数据。当各个物体位置相对于镜头的距离基本相同(即各个原木端面位置虽然有所差异但近似处于一个平面位置)时,换算出原木的形状数据更加准确。
42.在一个实施例中,预设的标定方法为以下的任意一种标定方法或以下任意若干种标定方法的组合:第一种标定方法:对同一拍摄方向上的相机拍摄的目标原木堆图像中重叠的部分,进行图像对比完成图像的拼接,获得拼接后的图像,同一拍摄方向上的相机至少有两个,且各相机的拍摄范围有所重叠;根据各目标原木堆图像的中心点所在的位置,将该中心点所在的位置对应到拼接后的图像上作为参照点;根据拼接后的图像的各参照点的像素距离与各相机之间的物理距离相关联,实现对目标原木堆图像的像素精度进行标定。
43.其中,同一拍摄方向是指若干个相机沿一条直线均匀分布,拍摄方向垂直于该连线,如图8所示,以同一拍摄方向的两台相机分别拍摄一副图像并进行拼接的过程为例:两台同一拍摄方向的相机安装间距为d01;当两幅图像的重叠区域较大时(超过全图的10%),根据两幅图像的重叠部分进行图像拼接是比较容易的;由于两台相机所拍摄图像的像素精度(dpi)可能会有一些小的差别、具体体现为重叠部分的图像一大一小;在图像拼接过程中,应至少对其中一副图像进行缩放,使得两幅图像的像素精度被调整为一致;拼接之后,两幅原始图像的中心点坐标之间的距离pix01已确定;此时就可以获得拼接后图像的像素精度的具体数值,即为pix01/ d01。
44.采用若干台相机在同一拍摄方向上分段拍摄具有以下的必要性和优点:第一,提升拍摄精度,例如足以拍摄编码标签的图像和内容;第二,缩减拍摄物距(例如缩减到小于50厘米),由于相机视场角有限,因此通过分段拍摄能够有效的缩减拍摄物距;由于在堆放场地中各原木堆200之间的间距较小(例如存在间距小于100厘米的情况),采用分段拍摄能减小拍摄距离,适应较复杂的场地条件。
45.第二种标定方法:对于拍摄有附着编码标签的原木端面的目标原木堆图像,采用统一规格的编码标签,以编码标签的尺寸数据为依据,实现对目标原木堆图像的像素精度进行标定,并且计算出该原木端面的尺寸数据,以及该原木端面与拍摄方向之间的角度。
46.第三种标定方法:移动机构驱动使得原木测量装置做整体移动进行数据采集,根据各相机已固定在原木测量装置上的安装位置和拍摄角度获得各相机之间的物理位置数据和位置关系,结合目标原木堆图像计算得到各相机与目标原木堆之间的物距,实现对目标原木堆图像的像素精度进行标定。
47.在一个实施例中,原木测量装置采用龙门式框架结构时,在扫描过程中,固定在原木测量装置的框架结构上的各个相机,其位置、间距都是固定的,以这些位置数据作为参照,即能够实现对图像的像素精度进行标定(例如,在长度方向上,左侧相机物距 原木长度 右侧相机物距的数据为固定值;顶部相机到地面的距离为固定值等等)。
48.在一个实施例中,原木自动化管控方法还包括:对各相机不同角度、不同位置拍摄的所有目标原木堆图像进行内容拼接,形成体现了目标原木堆的顶部图像和原木端面全貌的完整图像,上传至数据库中存储。
49.其中,不同角度的目标原木堆图像是一次采集过程中,多个相机同时拍摄的图像,不同位置拍摄的所有目标原木堆图像是在移动机构移动的过程中多次拍摄的图像。将各相机不同角度、不同位置拍摄的目标原木堆图像的重叠部分进行拼接,从而可以依次将各次采集的内容拼接合并汇总成目标原木堆的顶部图像和原木端面全貌的完整图像。测量机构每次只能采集当前范围(视场)之内的数据信息,在移动过程中,测量机构下一次采集的范围应与前一次采集的范围有所重叠(一般设定为大于总范围的10%),由此能够依次将各次采集的内容拼接合并,汇总成统一标定的连贯的整体数据。
50.在后续的管理环节中,若少量原木的编码标签丢失,通过拍摄端面图像与数据库中留存的端面图像进行匹配,找到对应的原木尺寸数据。
51.在一个实施例中,存在部分原木的编码标签丢失时,通过拍摄目标原木的端面图像与数据库中存储的端面全貌的完整图像进行匹配,获取目标原木对应的形状数据。具体的,由于编码标签丢失的情况属于偶发事件,因此可以首先提取邻近的其他原木上的标签信息从而缩小检索和匹配的范围,然后拍摄已丢失标签的原木端面图像,通过端面纹路的对比匹配即可找到对应的数据。
52.上述原木自动化管控方法,通过标签制作装置批量制作编码标签,其中,编码标签中包括图形编码或/和文字,并且编码标签具有唯一性的索引信息;标签附着装置将各编码标签逐一附着于目标原木堆的各原木的标记面上,标记面为目标原木堆的一个端面,目标原木堆为堆垛放置;向至少包含移动机构和测量机构的原木测量装置发送检测指令,在移动机构的驱动下,使原木测量装置对目标原木堆的整体进行移动式扫描,采集目标原木堆图像;根据采集的目标原木堆图像计算各原木的形状数据,并记录各原木端面上附着的编码标签的索引信息,将各原木的形状数据和编码标签的索引信息上传至数据库;数据库将接收到的各原木的形状数据和编码标签的索引信息进行数据关联,并保存。无需将原木分散排列,在原木堆垛状态下即可完成形状数据的采集和计算,节省操作空间,避免了额外的摆放原木和调整原木位置的工作,提高木材检尺作业的效率;进一步地,首先生成标签再关联个体信息的方案,成本更低、对应的机械结构设计也更灵活;并且通过在原木堆的一侧原木端面上附着识别编码标签,并在测量过程中同步保存两侧端面和编码标签的图像并存档,便于进行后续的管理、出库和溯源核查等操作。
53.应该理解的是,虽然图1的流程图中的各个步骤按照箭头的指示依次显示,但是这些步骤并不是必然按照箭头指示的顺序依次执行。除非本文中有明确的说明,这些步骤的执行并没有严格的顺序限制,这些步骤可以以其它的顺序执行。而且,图1中的至少一部分步骤可以包括多个子步骤或者多个阶段,这些子步骤或者阶段并不必然是在同一时刻执行完成,而是可以在不同的时刻执行,这些子步骤或者阶段的执行顺序也不必然是依次进行,
而是可以与其它步骤或者其它步骤的子步骤或者阶段的至少一部分轮流或者交替地执行。
54.以上实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
55.以上所述实施例仅表达了本技术的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本技术构思的前提下,还可以做出若干变形和改进,这些都属于本技术的保护范围。因此,本技术专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。