1.本说明书涉及数字化工艺设计技术领域,尤其涉及一种轮胎模具加工工艺数模自动生成方法、装置、设备及介质。
背景技术:
2.伴随汽车工业的发展,其对轮胎的性能指标要求越来越高。轮胎的制造技术也在不断的变化发展,先后经历了木质轮胎、硬橡胶实心轮胎、帘线充气轮胎、斜交线轮胎,发展到今天的子午线轮胎。对应的生产模具可依据轮胎模具结构的不同将其分为两半模具和活络模具。较于两半模具,活络模具具有脱模方便、稳定性好、设计性强等优势,因此目前市场上的两半模具已逐渐被活络模具所取代。
3.轮胎活络模具的零件种类有十几种,再加上每个零件有不同的样式,不同的零件多达三十多个。为了脱模更加方便,活络模具在结构上也变得更加复杂。构成模具结构的各个零件在加工过程中所需要的加工工艺模型制作复杂、情况多变,目前基于设计人员根据零件样式手动生成适用于各工序的工艺数模,需要花费大量精力和时间,且取得效果不是很明显易造成错误。
4.因此,现需要一种可以自动生成轮胎模具加工工艺数模的方法。
技术实现要素:
5.本说明书一个或多个实施例提供了一种轮胎模具加工工艺数模自动生成方法、装置、设备及介质,用于解决如下技术问题:如何提供一种可以自动生成轮胎模具加工工艺数模的方法。
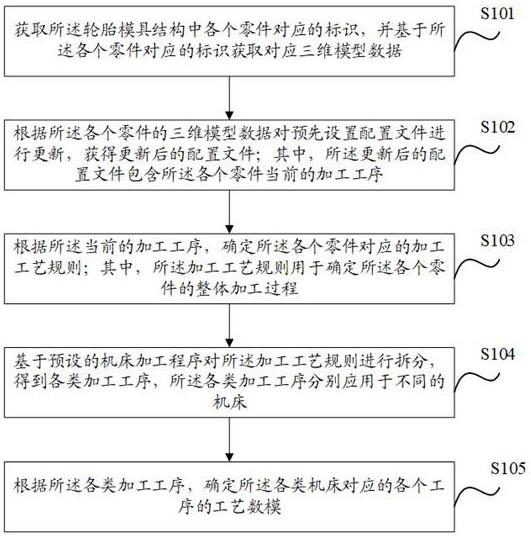
6.本说明书一个或多个实施例采用下述技术方案:本说明书一个或多个实施例提供一种轮胎模具加工工艺数模自动生成方法,方法包括:获取轮胎模具结构中各个零件对应的标识,并基于所述各个零件对应的标识获取对应三维模型数据;根据所述各个零件的三维模型数据对预先设置配置文件进行更新,获得更新后的配置文件;其中,所述更新后的配置文件包含所述各个零件当前的加工工序;根据所述当前的加工工序,确定所述各个零件对应的加工工艺规则;其中,所述加工工艺规则用于确定所述各个零件的整体加工过程;基于预设的机床加工程序对所述加工工艺规则进行拆分,得到各类加工工序,所述各类加工工序分别应用于不同的机床;根据所述各类加工工序,确定各类机床对应的各个工序的工艺数模。
7.在本说明书一个或多个实施例中,所述根据所述各个零件的三维模型数据对预先设置配置文件进行更新,获得更新后的配置文件,具体包括:根据所述各个零件的三维模型数据,确定所述各个零件的功能材质与所述各个零
件的形状;获取与所述各个零件的标识码相对应的预设配置文件;其中,所述预设配置文件包括所述各个零件当前的加工工序与当前的加工内容;根据所述各个零件的功能材质对所述当前的加工工序和所述当前的加工内容进行过滤,获得第一配置文件;并在预先设置的特征拓扑表中,获取与所述各个零件的形状相匹配的关联特征,以基于所述关联特征确定所述第一配置文件的缺补文件;将所述缺补文件与所述第一配置文件的并集作为第二配置文件;若所述各个零件的当前加工机床的型号与所述各个零件的历史加工机床的型号不同,则基于所述当前加工机床的历史加工工序与历史加工内容,判断是否对所述第二配置文件中的加工工序和加工内容进行优化,并获得对应优化策略;基于所述对应优化策略对所述第二配置文件进行优化,获得第三配置文件,将所述第三配置文件作为更新后的配置文件。
8.在本说明书一个或多个实施例中,所述若所述各个零件的当前加工机床的型号与所述各个零件的历史加工机床的型号不同,则基于所述当前加工机床的历史加工工序与历史加工内容,判断是否对所述第二配置文件中的加工工序和加工内容进行优化,并获得对应优化策略,具体包括:获取当前加工机床中与所述各个零件型号相对应的历史加工工序与历史加工内容,并将所述零件的三维模型数据、所述历史加工工序、历史加工内容及所述当前加工机床的运行环境输入预设仿真运行模型,输出第一加工速度;将所述零件的三维数据模型与所述第二配置文件中的加工工序和加工内容及所述当前加工机床的运行环境,输入预设仿真运行模型,输出第二加工速度;若所述第二加工速度大于所述第一加工速度,则确定对所述第二配置文件中的加工工序和加工内容进行优化;获取所述当前加工机床的历史加工工序、历史加工内容中与所述第二配置文件中的加工工序及加工内容相匹配的数据信息;基于所述相匹配的数据信息与所述第二配置文件中的加工工序及加工内容,确定工序最小的替换方式为对应的优化策略。
9.在本说明书一个或多个实施例中,所述基于所述各个零件对应的标识获取对应三维模型数据之前,所述方法还包括:根据轮胎模具结构的指定型号,确定所述轮胎模具结构的组成顺序以及各个零件对应的标识;将所述各个零件对应的标识写入所述各个零件的根节点,并基于所述轮胎模具结构的组成顺序对所述各个零件进行自动装配,获得包含所述轮胎模具结构中各个零件的三维模型数据的结构树;通过所述各个零件对应的标识在所述结构树中,获取所述轮胎模具结构中各个零件的三维模型数据。
10.在本说明书一个或多个实施例中,所述基于所述各个零件对应的标识获取对应三维模型数据,具体包括:根据所述轮胎模具结构的三维模型确定对应的结构树;
基于所述轮胎模具结构中各个零件对应的标识,确定所述各个零件在所述结构树中的节点;获取与所述各个零件对应的标识相匹配的根节点下的各个零件的三维模型数据。
11.在本说明书一个或多个实施例中,所述根据所述当前的加工工序,确定所述各个零件对应的加工工艺规则,具体包括:根据所述各个零件的标识获取所述各个零件的加工特征,对所述加工特征进行定义分类;基于预设编码规则对所述加工特征进行标识,使得所述加工特征与所述加工工序互联,获得所述加工特征与所述加工工序的关联关系;获取与所述加工特征相对应的加工内容,并基于所述加工特征与所述加工工序的关联关系,确定所述加工内容与所述加工工序的关联关系;基于所述加工内容与所述加工工序的关联关系,确定所述各个零件对应的加工工艺规则。
12.在本说明书一个或多个实施例中,所述根据所述各类加工工序,确定各类机床对应的各个工序的工艺数模,具体包括:获取与所述各类加工工序相对应的工序零件的基类;基于所述相对应的工序零件的基类,获取所述基类下的父类以及继承所述父类的子类;基于所述各类加工工序对应的基类、所述父类与所述子类,逆序组合确定出所述各类机床生产所述各个零件时对应的各个工序的工艺数模。
13.本说明书一个或多个实施例提供一种轮胎模具加工工艺数模自动生成装置,其特征在于,所述装置包括:第一获取单元,用于获取所述轮胎模具结构中各个零件对应的标识,并基于所述各个零件对应的标识获取对应三维模型数据;更新单元,用于根据所述各个零件的三维模型数据对预先设置配置文件进行更新,获得更新后的配置文件;其中,所述更新后的配置文件包含所述各个零件当前的加工工序;第一确定单元,根据所述当前的加工工序,确定所述各个零件对应的加工工艺规则;其中,所述加工工艺规则用于确定所述各个零件的整体加工过程;拆分单元,用于基于预设的机床加工程序对所述加工工艺规则进行拆分,得到各类加工工序,所述各类加工工序分别应用于不同的机床;第二确定单元,用于根据所述各类加工工序,确定各类机床对应的各个工序的工艺数模。
14.本说明书一个或多个实施例提供一种轮胎模具加工工艺数模自动生成设备,包括:至少一个处理器;以及,与所述至少一个处理器通信连接的存储器;其中,所述存储器存储有能被所述至少一个处理器执行的指令,所述指令被所述至少一个处理器执行,以使所述至少一个处理器能够:
获取轮胎模具结构中各个零件对应的标识,并基于所述各个零件对应的标识获取对应三维模型数据;根据所述各个零件的三维模型数据对预先设置配置文件进行更新,获得更新后的配置文件;其中,所述更新后的配置文件包含所述各个零件当前的加工工序;根据所述当前的加工工序,确定所述各个零件对应的加工工艺规则;其中,所述加工工艺规则用于确定所述各个零件的整体加工过程;基于预设的机床加工程序对所述加工工艺规则进行拆分,得到各类加工工序,所述各类加工工序分别应用于不同的机床;根据所述各类加工工序,确定各类机床对应的各个工序的工艺数模。
15.本说明书一个或多个实施例提供的一种非易失性计算机存储介质,存储有计算机可执行指令,所述计算机可执行指令设置为:获取轮胎模具结构中各个零件对应的标识,并基于所述各个零件对应的标识获取对应三维模型数据;根据所述各个零件的三维模型数据对预先设置配置文件进行更新,获得更新后的配置文件;其中,所述更新后的配置文件包含所述各个零件当前的加工工序;根据所述当前的加工工序,确定所述各个零件对应的加工工艺规则;其中,所述加工工艺规则用于确定所述各个零件的整体加工过程;基于预设的机床加工程序对所述加工工艺规则进行拆分,得到各类加工工序,所述各类加工工序分别应用于不同的机床;根据所述各类加工工序,确定各类机床对应的各个工序的工艺数模。
16.本说明书实施例采用的上述至少一个技术方案能够达到以下有益效果:通过配置文件形式,将加工工序的处理方式直接写入配置文件中,使得每次进行模具设计时只需要读取配置文件,就能生成零件对应的工序造型,极大的提升了设计的效率。将加工工艺规则写入配置文件中,无需技术人员做过多思考,程序按规则进行模具处理,大大降低了手动操作带来的错误。
附图说明
17.为了更清楚地说明本说明书实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本说明书中记载的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。在附图中:图1为本说明书实施例提供的一种轮胎模具加工工艺数模自动生成方法的流程示意图;图2为本说明书实施例提供的一种应用场景下的结构树的示意图;图3为本说明书实施例提供的一种应用场景下的交互界面示意图;图4为本说明书实施例提供的一种轮胎模具加工工艺数模自动生成装置的内部结构示意图;图5为本说明书实施例提供的一种轮胎模具加工工艺数模自动生成设备的内部结构示意图;
图6为本说明书实施例提供的一种非易失性存储介质的内部结构示意图。
具体实施方式
18.本说明书实施例提供一种轮胎模具加工工艺数模自动生成方法、设备及介质。
19.为了使本技术领域的人员更好地理解本说明书中的技术方案,下面将结合本说明书实施例中的附图,对本说明书实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本说明书一部分实施例,而不是全部的实施例。基于本说明书实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都应当属于本说明书保护的范围。
20.如图1所示,本说明书实施例提供了一种轮胎模具加工工艺数模自动生成方法的流程示意图。
21.由图1可知,本说明是一个或多个实施例中执行主体为模拟生成轮胎模具加工工艺数模的服务器或各执行单元。一种轮胎模具加工工艺数模自动生成方法包括以下步骤:s101:获取所述轮胎模具结构中各个零件对应的标识,并基于所述各个零件对应的标识获取对应三维模型数据。
22.随着国民经济的不断发展,汽车机械工业在我国的经济发展中逐渐占据重要地位,轮胎行业随之也在迅速的发展。各个企业对轮胎制品的需求量越来越大,质量的要求也越来越高。高质量的轮胎制品则需要由高品质的轮胎定型硫化设备来保证。因此,一个企业能否高效率的生产出质量好的轮胎制品很大程度上取决于制品生产设备的水平。轮胎模具特别是子午线轮胎活络模具在轮胎定型硫化过程中起着非常重要的作用,直接影响着轮胎制品的质量。
23.而关于轮胎活络模具的零件类型有十几种,且各个零件具有不同的样式,目前设计人员需要从零开始进行零件的三维工艺建模,设计人员根据零件样式手动生成适用于特定工序加工工艺数模,重复性工作多,涉及复杂的工序造型设计时,时间成本高、且容易造成错误。所以为了解决上述问题需要对轮胎模具结构进行处理。
24.在本说明书一个或多个实施例中,轮胎模具结构中各个零件都有对应的标识,基于唯一的标识可以获得与各个零件相对应的数据。例如通过身份证就可以找到一个人叫什么名字,是唯一的。为了可以基于标识获取到对应的三维模型数据,在此之前,需要将二者进行关联绑定。具体的,在本说明书一个或多个实施例中,包括以下步骤:首先,需要获得想要生成的轮胎模具结构,所对应的指定型号。根据指定的型号进行查找,确定出该轮胎模具结构的组成顺序和组成该轮胎模具结构的各个零件对应的标识。其中,需要说明的是,根据指定的型号进行查找的方式,可以是根据指定的型号在数据库中进行查找,也可以是基于互联网获得该型号设备的相关数据,对此不再加以限定。
25.然后,根据该轮胎模具结构的组成顺序和组成该轮胎模具结构的各个零件对应的标识,把获得的各个零件对应的标识写进各个零件的根节点。再根据该轮胎模具结构的组成顺序对各个零件进行自动装配,获得包含该轮胎模具结构中各个零件的三维模型数据的结构树。之后,通过各个零件对应的标识在结构树中获取轮胎模具结构中各个零件的三维模型数据。
26.其中,通过各个零件对应的标识在结构树中获取轮胎模具结构中各个零件的三维
模型数据,包括:首先,根据轮胎模具结构的三维模型确定出这个模具所对应的结构树,然后根据该轮胎模具结构中各个零件对应的标识,确定出各个零件在这个结构树中所处的节点,获取和各个零件对应的标识相匹配的根节点下的各个零件的三维模型数据。如图2所示的一种应用场景下的结构树的示意图,可知该场景下轮胎模具结构中包括:滑块、定中环、底座、耐磨板、上盖、导环、安装环、限位块、导向条、上滑块,这几个零件;而根据这些零件各自对应的标识,可以在该结构树中获取到对应零件的三维模型数据,例如需要获取底座零件时,只需要根据该底座零件对应的标识获取到该底座零件在结构树中的根节点,就可以提取到该底座零件所对应的三维模型数模。避免了传统方式中基于手动输入数据,所造成的可靠性差的问题。
27.s102:根据所述各个零件的三维模型数据对预先设置配置文件进行更新,获得更新后的配置文件;其中,所述更新后的配置文件包含所述各个零件当前的加工工序。
28.基于上述步骤s101可知,组成轮胎模具结构中的各个零件带有也定的标识,当需要进行工艺数模生成时,可以通过各个零件唯一的标识获得对应的零件的三维模型数据,以将该三维模型数据链接到工艺数模的生成环境中进行分析处理。而为了避免传统手动编程的繁琐,通过各个零件对应的标识可以获得预设的配置文件。但是由于各个客户的要求不同每个零件结构的差异较大,会导致最终的工序存在差异。如下表1所示,为不同客户对同一零件进行加工时对应的不同工序的示意表格。可见,各个客户对零件的加工工序是存在差异的。客户1:导环工艺数模客户2:导环工艺数模客户3:导环工艺数模第9工序:导环车外环
ꢀꢀ
第8工序:导环磨外圆.第8工序:导环配加工第8工序:导环铣加工3第7工序:导环铣加工2第7工序:导环铣加工2第7工序:导环铣加工2第6工序:导环精加工2第6工序:导环精加工2第6工序:导环精加工2第5工序:导环铣加工1第5工序:导环铣加工1第5工序:导环铣加工1第4工序:导环精加工1第4工序:导环精加工1第4工序:导环精加工1第3工序:导环粗加工2第3工序:导环粗加工2第3工序:导环粗加工2第2工序:导环焊第2工序:导环焊第2工序:导环焊第1工序:导环粗加工1第1工序:导环粗加工1第1工序:导环粗加工1第0工序:导环毛坯第0工序:导环毛坯第0工序:导环毛坯
29.表1不同客户对同一零件进行加工时对应的不同工序此外不同的机床对零件的加工工序也存在区别,所以为了可以获得更好的工艺模型,使之更适应于该零件的当前加工环境。在本说明书一个或多个实施例中,需要根据各个零件的三维模型数据对预先设置配置文件进行更新,获得更新后的配置文件。
30.具体地,根据各个零件的三维模型数据对预先设置配置文件进行更新,获得更新后的配置文件,包括以下步骤:首先,因为各个零件的加工特征差异会导致加工过程的不同,而各个零件加工特征的差异又主要由于各个零件的形状差异来定,例如:一个圆柱形零件和一个正方体零件,其加工方式可能存在多种,但是需要选择成本最低的一种方式。所以,需要根据各个零件的三维模型数据,确定出各个零件的功能材质与各个零件的形状。然后基于上述步骤s101获
取和各个零件的标识码相对应的预设配置文件。其中,需要说明的是预设配置文件包括所述各个零件当前的加工工序与当前的加工内容,而加工工序和加工内容可以组成零件的加工工艺规则。
31.然后,因为零件的材质会对加工内容造成影响,例如:进行加工时当滑块材料为“钢”时,“固定槽”工序需要进行删除。所以根据各个零件的功能材质对当前的加工工序和所述当前的加工内容进行过滤,得到更改的第一配置文件。之后在从预先设置的特征拓扑表中,获取到和各个零件的形状相匹配的关联特征,根据该关联特征确定出第一配置文件的缺补文件。因为缺补文件会影响到最终生成的工艺数模的精确度,所述需要将确定出的第一配置文件和缺补文件取并集获得第二配置文件。
32.如果各个零件的当前加工机床的型号与各个零件的历史加工机床的型号不同,则由于机床自身加工工序存在的差异会对加工工艺数模产生影响,需要根据当前加工机床的历史加工工序与历史加工内容,判断是否需要对第二配置文件中的加工工序和加工内容进行优化获得更好的流程。其中,需要说明的是该判断过程及形成对应的优化策略的方式具体包括以下步骤:首先为了判断是不是需要对第二配置文件进行改进,先要获取当前加工机床中与各个零件型号相对应的历史加工工序与历史加工内容,把零件的三维模型数据、历史加工工序、历史加工内容以及当前加工机床的运行环境输入到预设仿真运行模型,根据预设的仿真运行模型对数据进行分析,获得第一加工速度。同时把零件的三维数据模型与所述第二配置文件中的加工工序和加工内容及所述当前加工机床的运行环境,输入预设仿真运行模型,输出第二加工速度。根据得到的第一加工速度与第二加工速度,如果第二加工速度小于第一加工速度,则说明基于第二配置文件执行时更快,不需要对第二配置文件进行更改。而如果第二加工速度大于第一加工速度,则就确定需要对第二配置文件中的加工工序和加工内容进行优化。此时,需要获取当前加工机床的历史加工工序、历史加工内容中与所述第二配置文件中的加工工序及加工内容相匹配的数据信息,根据相匹配的数据信息可以分析得到影响加工速度的数据。所以根据相匹配的数据信息和第二配置文件中的加工工序及加工内容,确定出工序数最小的替换方式,作为对应的优化策略。
33.最后根据获得的对应的优化策略优化第二配置文件,得到适应于当前环境的各个零件的第三配置文件,将第三配置文件作为更新后的配置文件进行后续执行操作。
34.s103:根据所述当前的加工工序,确定所述各个零件对应的加工工艺规则;其中,所述加工工艺规则用于确定所述各个零件的整体加工过程。
35.加工工艺规则是用于确定各个零件整体加工过程的,例如上盖零件加工过程分为5序,按照时间顺序先后依次为上盖毛坯、上盖粗加工1、上盖粗加工2、上盖精加工1、上盖精加工2。而加工工艺规则就可以在确定这5步的同时,确定出实际过程中每一步的详细内容,例如常见的内容有t型槽、空刀槽、盲孔、通孔、倒圆角、倒斜角、u型槽、排气槽、竖直基准刻痕、水平基准刻痕。在本说明书一个或多个实施例中,根据当前的加工工序,确定所述各个零件对应的加工工艺规则,具体包括:首先,根据各个零件的标识获取到各个零件的加工特征,对所述加工特征进行定义分类。在根据预先设置的编码规则对这些加工特征进行标识,使得加工特征与加工工序互相关联,获得加工特征与加工工序的关联关系;即可以基于不同的加工特征,获得该特征
下对应的加工工序。
36.然后,获取和加工特征相对应的加工内容,并根据上面获得加工特征和加工工序的关联关系,确定出加工内容与所述加工工序的关联关系,及每一个加工工序所对应的加工内容。根据获得的加工内容与所述加工工序的关联关系,可以确定出各个零件对应的加工工序以及各个加工内容,而基于加工工序与加工内容则组成了该零件的加工工艺规则。
37.此外,如图3所示的一种应用场景下的交互界面可知,基于上述步骤获得的加工工艺规则可以基于预设接口传输到预设显示界面进行显示,方便了操作人员对加工工艺规则的监控与控制。
38.s104:基于预设的机床加工程序对所述加工工艺规则进行拆分,得到各类加工工序,所述各类加工工序分别应用于不同的机床。
39.根据上述步骤s103获得对应的加工工艺规则之后,为了适合各种机床加工,根据预先设置的机床技工程序对加工工艺规则进行拆分,得到分别应用于不同的机床的各类加工工序。
40.s105:根据所述各类加工工序,确定各类机床对应的各个工序的工艺数模。
41.在本说明书一个或多个实施例中,据所述各类加工工序,确定各类机床对应的各个工序的工艺数模,具体包括以下步骤:首先获取到和各类加工工序相对应的工序零件的基类。然后根据相对应的工序零件的基类,获取该基类下的父类以及继承父类的子类数据。再根据各类加工工序对应的基类、所述父类与所述子类,获得对应的数据进行逆序组合,从而确定出所述各类机床生产所述各个零件时对应的各个工序的工艺数模。
42.以底座零件的工艺数模为例,在一种应用场景下的底座加工工序的类的继承关系中,hmprocessusdraftingbuilder是底座零件加工工序的基类,也是几个子工序类的父类, hmprocessustbdraftingbuilder是底座粗加工这个工序对应的类,hmprocessustsdraftingbuilder是底座精加工1这个工序对应的类。hmprocessustfdraftingbuilder是底座精加工1这个工序对应的类。在获得工艺数模后可以基于工序零件类实现所需要进行的操作。
43.通过自动根据规划的加工工艺规则生成对应工序的各序工艺数模,避免了现有技术中需要编写的大量的各序工艺数模、工艺内容代码,可能出现遗漏问题,同时简化了加工工艺数模的操作的工作量、提升工作效率。
44.如图4所示,本说明书一个或多个实施例中提供了一种轮胎模具加工工艺数模自动生成装置的内部结构示意图。
45.由图4可知,一种轮胎模具加工工艺数模自动生成装置,包括:第一获取单元401,用于获取所述轮胎模具结构中各个零件对应的标识,并基于所述各个零件对应的标识获取对应三维模型数据;更新单元402,用于根据所述各个零件的三维模型数据对预先设置配置文件进行更新,获得更新后的配置文件;其中,所述更新后的配置文件包含所述各个零件当前的加工工序;第一确定单元403,根据所述当前的加工工序,确定所述各个零件对应的加工工艺规则;其中,所述加工工艺规则用于确定所述各个零件的整体加工过程;拆分单元404,用于基于预设的机床加工程序对所述加工工艺规则进行拆分,得到
各类加工工序,所述各类加工工序分别应用于不同的机床;第二确定单元405,用于根据所述各类加工工序,确定各类机床对应的各个工序的工艺数模。
46.由图5所示,本说明书一个或多个实施例中提供了一种轮胎模具加工工艺数模自动生成设备的内部结构示意图。
47.由图5可知,一种轮胎模具加工工艺数模自动生成设备,包括:至少一个处理器501;以及,与所述至少一个处理器501通信连接的存储器502;其中,所述存储器502存储有能被所述至少一个处理器501执行的指令,所述指令被所述至少一个处理器501执行,以使所述至少一个处理器501能够:获取轮胎模具结构中各个零件对应的标识,并基于所述各个零件对应的标识获取对应三维模型数据;根据所述各个零件的三维模型数据对预先设置配置文件进行更新,获得更新后的配置文件;其中,所述更新后的配置文件包含所述各个零件当前的加工工序;根据所述当前的加工工序,确定所述各个零件对应的加工工艺规则;其中,所述加工工艺规则用于确定所述各个零件的整体加工过程;基于预设的机床加工程序对所述加工工艺规则进行拆分,得到各类加工工序,所述各类加工工序分别应用于不同的机床;根据所述各类加工工序,确定各类机床对应的各个工序的工艺数模。
48.如图6所示,本说明书一个或多个实施例中,提供了一种非易失性存储介质的内部结构示意图。
49.由图6可知,一种非易失性存储介质,存储有计算机可执行指令601,其特征在于,所述计算机可执行指令601包括:获取轮胎模具结构中各个零件对应的标识,并基于所述各个零件对应的标识获取对应三维模型数据;根据所述各个零件的三维模型数据对预先设置配置文件进行更新,获得更新后的配置文件;其中,所述更新后的配置文件包含所述各个零件当前的加工工序;根据所述当前的加工工序,确定所述各个零件对应的加工工艺规则;其中,所述加工工艺规则用于确定所述各个零件的整体加工过程;基于预设的机床加工程序对所述加工工艺规则进行拆分,得到各类加工工序,所述各类加工工序分别应用于不同的机床;根据所述各类加工工序,确定各类机床对应的各个工序的工艺数模。
50.本说明书中的各个实施例均采用递进的方式描述,各个实施例之间相同相似的部分互相参见即可,每个实施例重点说明的都是与其他实施例的不同之处。尤其,对于装置、设备、非易失性计算机存储介质实施例而言,由于其基本相似于方法实施例,所以描述的比较简单,相关之处参见方法实施例的部分说明即可。
51.上述对本说明书特定实施例进行了描述。其它实施例在所附权利要求书的范围内。在一些情况下,在权利要求书中记载的动作或步骤可以按照不同于实施例中的顺序来执行并且仍然可以实现期望的结果。另外,在附图中描绘的过程不一定要求示出的特定顺
序或者连续顺序才能实现期望的结果。在某些实施方式中,多任务处理和并行处理也是可以的或者可能是有利的。
52.以上所述仅为本说明书的一个或多个实施例而已,并不用于限制本说明书。对于本领域技术人员来说,本说明书的一个或多个实施例可以有各种更改和变化。凡在本说明书的一个或多个实施例的精神和原理之内所作的任何修改、等同替换、改进等,均应包含在本说明书的权利要求范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
