1.本发明涉及配料技术领域,特别涉及一种锂盐计量配料系统及配料方法。
背景技术:
2.在锂离子电池正极材料的生产过程中,需要使用自动配料装置与混料设备连线生产,以对相关原材料(如锂盐和前驱体)进行混料配料。在此过程中,对配料的精度和稳定性要求很高,若是精度或稳定性达不到要求,将会严重影响产品的生产。
3.目前常用的粉体计量配料系统主要有:外部称重分开独立计量,再人工进行配料;在目标容器采用动载称直接计量;失重计量。第一种方式存在人工漏配料的风险,且计量数据较难保留;第二种方式在目标容器里面采用增量计量,一般目标容器较大,物料多,基数大,造成增量计量误差大,配比不准确;第三种方式存在二次转料的现象,容易在二次转料过程中造成物料粘壁,导致计量准确的物料没能完全进入目标容器。
4.在使用减重计量进行锂盐配料时,配料一直存在精度达不到技术要求的情况,且配料过程中,配料结果波动较大,严重影响正常生产及配料稳定性。其主要原因有:1、犁刀混设备内的气体会反作用于计量螺旋以及犁刀混设备中气压波动会干扰计量精度;2、计量仓的进料阀和出料阀粘料,在配料和生产过程中,粘附的物料掉落会影响计量精度;3、计量仓上下均为软连接,以隔离计量仓与进料管之间及出料管、犁刀混设备与计量螺旋之间的影响,但是在配料过程中软连接受力、软连接积料会直接影响计量精度;4、锂盐从储料仓经进料管进入计量仓的过程中,进料管下部分存在粘料的情况,影响计量精度;5、计量仓上安装的气锤、搅拌机构及设置的反吹气均属于动态非稳定状态,也会影响计量精度。
技术实现要素:
5.本发明旨在至少在一定程度上解决相关技术中的上述技术问题之一。为此,本发明提出一种锂盐计量配料系统。
6.为实现上述目的,本发明的技术方案如下:
7.本发明还提出一种具有上述锂盐计量配料系统的配料方法。
8.根据本发明的第一方面实施例的锂盐计量配料系统,包括:
9.储料仓,用于存放物料;
10.计量仓,所述计量仓通过进料管连接在所述储料仓下方,在所述进料管上设有激振块和至少两个进料阀,靠近所述计量仓的所述进料管一端设有上软连接,所述计量仓上设有称重模块、气锤、第一反吹气装置和补气装置,所述计量仓内设有搅拌机构;
11.计量螺旋装置,所述计量螺旋装置的进料端与所述计量仓的底部连接;
12.梨刀混合机,所述梨刀混合机通过出料管连接在所述计量螺旋装置的出料端下方,所述出料管上设有至少两个出料阀和下软连接,所述下软连接位于其中两个所述出料阀之间;
13.控制模块,与所述激振块、进料阀、称重模块、气锤、第一反吹气装置、补气装置、搅
拌机构、计量螺旋装置、梨刀混合机和出料阀电气连接。
14.根据本发明实施例的锂盐计量配料系统,至少具有如下有益效果:在备料、粗配和精配过程中,通过控制各进料阀、出料阀的关闭顺序对阀门进行清理,以及配合其他电器件的启停,清理进料管、出料管、上软连接、下软连接内粘附的物料,有效消除初始值误差对计量结构的影响,从而保证了最终配得的物料量精度。
15.根据本发明的一些实施例,所述计量螺旋装置的出料端上部设有排气帽。
16.根据本发明的一些实施例,所述进料管上设有三个由上至下依次分布的所述进料阀,分别为第一进料阀、第二进料阀和第三进料阀,所述激振块位于所述第二进料阀和第三进料阀之间,所述上软连接位于所述第三进料阀下方;所述出料管上设有两个由上至下依次分布的所述出料阀,分别为第一出料阀和第二出料阀,所述下软连接位于所述第一出料阀和第二出料阀之间。
17.根据本发明的一些实施例,所述储料仓上设有第二反吹气装置、所述梨刀混合机上设有第三反吹气装置。
18.根据本发明的第二方面实施例的配料方法,至少包括如下步骤:
19.s1计量仓备料:打开全部进料阀,储料仓内的物料通过进料管注入到计量仓内,储料仓对计量仓内注入的物料量多于所需要的配料量;注料完毕后,对进料管、各进料阀内粘附的物料进行清理,以将进料管和进料阀内粘附的物料全部排至计量仓内,且上软连接中的物料全部落入计量仓内,计量仓内得到物料的计量初始值;
20.s2粗配阶段:对控制模块设定一个预设值,打开各出料阀和计量螺旋装置,往梨刀混合机进行快速下料,计量仓内的物料注入到计量螺旋内,直至称重模块检测到计量仓的下料量达到预设值后,关闭计量螺旋装置和各出料阀停止下料;其中,在下料过程中,气锤、第一反吹气装置和搅拌机构启动辅助计量仓下料,下料结束后对各出料阀进行清理;
21.s3精配阶段:对控制模块设置一个最终值,开启计量螺旋装置和靠近计量螺旋装置的出料阀,计量螺旋往下软件缓慢下料;直至称重模块的计量值达到最终值,关闭计量螺旋和靠近计量螺旋的出料阀;打开靠近梨刀混合机的出料阀,下软连接内的物料注入到梨刀混合机内。
22.根据本发明的一些实施例,步骤s2包括如下步骤:
23.s21:控制模块设置一个预设值,该预设值比最终计量少0.8~1.5kg;
24.s22:开启气锤、第一反吹气装置和搅拌机构;
25.s23:开启补气装置调节计量仓内的收尘吸气压力,使得计量仓内形成微正压;
26.s24:打开各出料阀,启动计量螺旋进行快速下料;
27.s25:当称重模块计量到达预设值时,先停止计量螺旋装置,然后关闭各出料阀;
28.s26:关闭气锤和第一反吹气装置,搅拌机构延时若干秒后停止;
29.s27:依次开关至少两次各出料阀,以使得各出料阀内粘附的物料抖落。
30.根据本发明的一些实施例,步骤s3包括如下步骤:
31.s31:控制模块设置一个最终值;
32.s32:开启搅拌机构,打开计量螺旋装置和第一出料阀,关闭第二出料阀,计量螺旋装置缓慢运行,物料停留在下软连接内;
33.s33:称重模块计量达到最终值,关闭计量螺旋装置和第一出料阀;
34.s34:打开第二出料阀,下软连接内的物料排到梨刀混合机内;
35.s35:开关至少两次第二出料阀,以清理第二出料阀内粘附的物料;
36.s36:关闭搅拌机构。
37.根据本发明的一些实施例,步骤s11中,打开激振块辅助。
38.根据本发明的一些实施例,步骤s2中气锤敲击的间隔时间为3~6秒。
39.本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
40.本发明的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
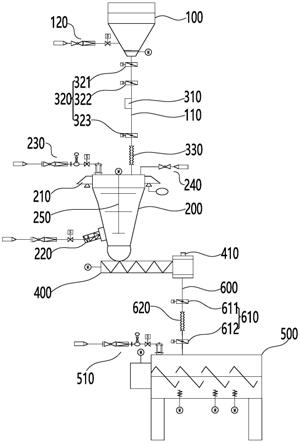
41.图1是本发明的结构连接示意图。
42.附图标记:储料仓100;进料管110;第二反吹气装置120;计量仓200;称重模块210;气锤220;第一反吹气装置230;补气装置240;搅拌机构250;激振块310;进料阀320;上软连接330;计量螺旋装置400;排气帽410;梨刀混合机500;第三反吹气装置510;出料管600;出料阀610;第一出料阀611;第二出料阀612;下软连接620。
具体实施方式
43.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
44.本发明涉及一种锂盐计量配料系统,其包括储料仓100、计量仓200、计量螺旋装置400、梨刀混合机500、控制模块。如图1所示,储料仓100、计量仓200、计量螺旋装置400和梨刀混合机500由上至下依次连接。本实施例中下述的物料为锂盐。
45.其中,储料仓100的底部和计量仓200的顶部之间通过进料管110进行连接。在进料管110上设有至少两个进料阀320和上软连接330,进料阀320的数量可根据进料管110的长度进行调整。本实施例中,因实际生产中连接储料仓100与计量仓200的进料管110较长,进料管110上设有三个进料阀320,分别为由上至下依次分布的第一进料阀321、第二进料阀322和第三进料阀323,上软连接330安装于第三进料阀323下方的进料管110上,上软连接330靠近于计量仓200,利用上软连接330消除进料管110对计量仓200的影响。激振块310位于第二进料阀322和第三进料阀323之间。
46.计量仓200上设有称重模块210、气锤220、第一反吹气装置230和补气装置240,计量仓200内部设有搅拌机构250。通过称重模块210对物料进行称重;通过气锤220敲击计量仓200侧壁,防止物料粘附在计量仓200内侧壁上;通过搅拌机构250对计量仓200内的物料进行搅拌,防止锂盐棚料。第一反吹气装置230可以为风机、气阀等组件组成,利用第一反吹气装置230对计量仓200内部进行吹气,辅助下料。补气装置240与计量仓200内部连通,补气装置240可以为风机、气阀等组件组成,利用补气装置240将计量仓200内部维持在微正压,微正压为比正常大气压略大的气压,微正压可选为比正常大气压大500帕以内的气压,减轻上软连接330受力,防止上软连接330内积料。
47.计量螺旋装置400可为横向设置,即其内部的螺杆轴向为水平横向朝向,计量螺旋装置400的两端分别为进料端和出料端,其进料端连接在计量仓200的底部,其出料端的底部通过出料管600与梨刀混合机500连接。其中,在计量螺旋装置400的出料端上部设有排气帽410,排气帽410用于对计量过程中整个系统的气体排出,避免系统内部压力过大,以此降低系统内部气体对计量过程的影响。
48.为在精配过程中隔绝犁刀混合机内的气氛对计量螺旋装置400的影响,出料管600上安装有至少两个出料阀610和下软连接620。本实施例中,出料管600上安装有两个出料阀610,分别为上下分布的第一出料阀611和第二出料阀612。下软连接620位于第一出料阀611和第二出料阀612之间。下软连接620能够消除出料管600、犁刀混对计量螺旋的影响。
49.上述激振块310、进料阀320、称重模块210、气锤220、第一反吹气装置230、补气装置240、搅拌机构250、计量螺旋装置400、梨刀混合机500和出料阀610等电器件,均与控制模块电气连接以通过控制模块控制各电器件的启停。
50.为进一步减轻上软连接330和下软连接620受力对计量过程的影响,可调整上软连接330和下软连接620的安装情况,使上软连接330和下软连接620平整、光滑,比如上软连接330和下软连接620用硅胶软连接。
51.其中,储料仓100上设有第二反吹气装置120,梨刀混合机500上设有第三反吹气装置510。通过第二反吹气装置120和第三反吹气装置510分别对储料仓100、梨刀混合机500内部进行吹气,清理排气过程中布袋上粘附的物料,使得整个系统形成无压状态。
52.上述的进料阀320和出料阀610,可选用电磁阀等电控阀体结构。
53.本发明的配料系统,其配料方法分为三大步骤,分别为s1计量仓200备料、s2粗配阶段和s3精配阶段。
54.在步骤s1计量仓200备料中,预先在储料仓100中存放物料。开始时,打开各进料阀320,储料仓100内达物料通过进料管110注入到计量仓200内,其中,储料仓100往计量仓200注入的物料量,要多于配置一次物料所需的配料量。由于物料为粉状或小颗粒状,物料在流经进料管110、各出料阀610和上软连接330时,会有一小部分的物料粘附在流经进料管110、各出料阀610和上软连接330上。在储料仓100对计量仓200注料完毕后,对进料管110、各出料阀610和上软连接330进行清理,使得进料管110、各出料阀610和上软连内所粘附的物料全部落入到计量仓200内,此时计量仓200内得到物料的量即为计量初始值。在本发明的一些具体实施例中,步骤s1计量仓200备料可分步为:
55.s11:打开各进料阀320,储料仓100通过进料管110往计量仓200注入物料,其中,出料仓往计量仓200注入的物料量多于所需配料量,注入量可以为所需配料量的110%至120%,确保有足够的物料完成配料;
56.s12:储料仓100往计量仓200注入物料完成后,关闭第一进料阀321,将储料仓100和计量仓200进行隔断;
57.s13:启动激振块310、第一反吹气装置230和搅拌机构250,激振块310对进料管110进行振动,使得进料管110内粘附的物料往下抖落,第一反吹气装置230往计量仓200内部吹气,反吹气能够避免物料在上软连接330内发生堆积,以此辅助落料,搅拌机构250则对物料进行搅拌;
58.s14:启动步骤s13若干秒后关闭第二进料阀322,本实施例中在s13启动10秒后关
闭第二进料阀322;
59.s15:启动步骤s14若干秒后关闭第三进料阀323,本实施例中在s14步骤10秒后关闭第三进料阀323,此时各进料阀320均关闭,在第一反吹气装置230的反吹作用下计量仓200内会瞬时压力增加,从而对上软连接330上方的物料进行抖落,使得上软连接330上方物料清理干净;
60.s16:启动步骤s15若干秒后关闭激振块310,本实施例中s15步骤10秒后关闭激振块310;
61.s17:对第三进料阀323开关至少两次,优选的两到三次开关第三进料阀323,以使第三进料阀323内粘附的物料抖落到计量仓200内;s18:关闭第一反吹气装置230和搅拌机构250,若干秒后计量仓200静止,可约30秒的时间静止,然后通过称重模块210计量落到计量仓200内的物料,从而得到初始值。
62.其中,在步骤s11中,可打开激振块310辅助进料管110的注料。
63.在步骤s2粗配阶段中,对控制模块设定一个预设值,打开各出料阀610和计量螺旋装置400,往梨刀混合机500进行快速下料,计量仓200内的物料注入到计量螺旋内,直至称重模块210检测到计量仓200的下料量达到预设值后,关闭计量螺旋装置400和各出料阀610停止下料;其中,在下料过程中,气锤220、第一反吹气装置230和搅拌机构250启动辅助计量仓200下料,下料结束后对各出料阀610进行清理。具体的,s2可分步为:
64.s21:控制模块设置一个预设值,该预设值比最终计量少0.8至1.5kg;s22:开启气锤220、第一反吹气装置230和搅拌机构250,辅助下料,防止锂盐棚料及锂盐粘附在计量仓200内壁上,其中气锤220可以以3-6秒的频率敲击计量仓200侧壁,振动计量仓200的仓壁上大部分的物料;
65.s23:开启补气装置240调节计量仓200内的收尘吸气压力,使得计量仓200内形成微正压,减轻上软连接330和下软连接620受力;
66.s24:打开各出料阀610,启动计量螺旋进行快速下料;
67.s25:当称重模块210计量到达预设值时,先停止计量螺旋装置400,然后关闭各出料阀610;
68.s26:关闭气锤220和第一反吹气装置230,搅拌机构250延时若干秒后停止,本实施例中可延时30秒后停止;
69.s27:依次开关至少两次各出料阀610,以使得各出料阀610内粘附的物料抖落,减小粗配阶段的计量误差。
70.s3精配阶段中,对控制模块设置一个最终值,开启计量螺旋装置400和靠近计量螺旋装置400的出料阀610,计量螺旋往下软件缓慢下料,其中,上述的快速下料和缓慢下料为相互的速度比较,控制计量螺旋装置400的转速即可,例如快速下料可以为2kg/s的速度下料,缓慢下料可0.2kg/s的速度下料,其具体速度根据实际配料量来进行调整控制。直至称重模块210的计量值达到最终值,关闭计量螺旋和靠近计量螺旋的出料阀610;打开靠近梨刀混合机500的出料阀610,下软连接620内的物料注入到梨刀混合机500内。具体的,s3精配阶段可分步为:
71.s31:对控制模块设置一个最终值,该最终值即为需要配料的完成量;s32:开启搅拌机构250,打开计量螺旋装置400和第一出料阀611,关闭第二出料阀612,以阻隔犁刀混合
机的气氛对精配计量的影响,计量螺旋装置400缓慢运行,物料停留在下软连接620内;
72.s33:称重模块210计量达到最终值,关闭计量螺旋装置400和第一出料阀611,此时物料堆积在下软连接620内1/3~1/2处,物料不能堆积至将下软连接620填满,否则会使下软连接620受力影响计量精度;
73.s34:打开第二出料阀612,下软连接620内的物料排到梨刀混合机500内;
74.s35:开关至少两次第二出料阀612,使得第二出料阀612进行抖动,以清理第二出料阀612内粘附的物料,避免第二出料阀612粘料影响最终的计量精度;
75.s36:关闭搅拌机构250,从而完成整个的配料过程。
76.在本说明书的描述中,参考术语“一些具体实施例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
77.尽管已经示出和描述了本发明的实施例,本领域的普通技术人员可以理解:在不脱离本发明的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。