1.本实用新型涉及一种三体式膨胀注胶角码。
背景技术:
2.随着门窗生产工艺的提升,对角度拼接要求越来越高,对应的出现了各类型的连接角码。主要分为1压铸铝膨胀注胶角码(两片式)、2挤压铝膨胀注胶角码(两片式)、3挤压铝螺钉注胶角码(单体)、4挤压铝销钉注胶角码(单体)、5挤压铝撞角注胶角码(单体)等。方案1角码,采用压铸工艺,模具费成本高,客户型材适配性差(几乎都需要单独定制开模),单价成本高,生产周期长,起订数量要求多,受制于原材料,压机设备吨位的因素,力学性能没有挤压铝好,有点是注胶可以比较到位,拼角平整度好(门窗客户的核心需求之一);方案2角码,把挤压铝一体螺钉角码中间切开演变而来,保证了门窗拼角的平整度,但是注胶通道,胶接面积先天性不足(角部注胶是门窗客户的核心需要),整体力学性能差,切胶浪费严重;方案3角码,螺钉可拆卸安装,简单的在两侧开注胶槽或者加塑料注胶倒流片,存在漏胶现象严重,或者塑料片需要一一定制开模(模具型号多),且无法保证拼角平整度;方案4角码,沿用了几十年的国内外门窗连接工艺,在两侧开注胶槽或者加塑料注胶倒流片,存在销钉无法拆卸安装(目前的门窗结构处于运输,吊装考虑,很多都要求拆散发货,到现场拼装),对员工打销钉枪技能要求高,安装效率低,且无法保证拼角平整度,注胶胶接面积有限,另外需要夹具夹持拼角使之平整,占用厂房面积,延长了生产周期;方案5角码,沿用了几十年的国内外门窗连接工艺,角码生产工艺简单,成本低,但是对撞角设备,撞角刀要求高,基本都是单个型号对应一把刀,量大以后需要购置数量庞大的撞角机,一般企业无法承受,拼接外框需要几个员工合力完成,对于家装门窗(型号多,尺寸不统一)组装效率不高,且无法拆卸,运输搬运比较麻烦,另外拼角平整度无法保持,注胶交接面积不大。
3.因此,如何克服上述存在的缺陷,已成为本领域技术人员亟待解决的重要课题。
技术实现要素:
4.本实用新型克服了上述技术的不足,提供了一种三体式膨胀注胶角码,该三体式膨胀注胶角码结合了两种铝材质的特性,发挥各自的优势,创新结构,满足了注胶通道合理,胶接面积大,安装效率高,自动调平效果好,简化了生产工艺,中间压铸铝模具通用性高,两侧挤压铝加工生产简单,出货快,整套角码性价高。
5.为实现上述目的,本实用新型采用了下列技术方案:
6.一种三体式膨胀注胶角码,包括相互安装在一起的上角码、中角码和下角码,在所述中角码上设有固定螺孔,在所述固定螺孔内设有使所述上角码、中角码和下角码与门窗型材固定安装的螺钉,在所述上角码、中角码和下角码拼装组成的角码上设有注胶通道,所述中角码为硬质刚性角码,所述上角码和所述下角码为可延展柔性角码。
7.优选地,如上所述中角码为压铸铝角码,所述上角码和所述下角码均为挤压铝角码。
8.优选地,如上所述注胶通道包括设在所述上角码上的上角码注胶槽,设在所述中角码上的中角码注胶槽,设在所述下角码上的下角码注胶槽。
9.优选地,在如上所述中角码上下两侧均设有可插套在所述上角码和所述下角码中部中空处的插板,所述插板为框型。
10.优选地,在如上所述上角码、中角码和下角码两端均设有叉形端。
11.优选地,如上所述固定螺孔为圆形螺孔。
12.优选地,在如上所述上角码、中角码和下角码拼装组成的角码侧边设有第一容胶槽,在所述上角码、中角码和下角码拼装组成的角码拐角处设有第二容胶槽。
13.与现有技术相比,本实用新型的有益效果是:
14.1、本实用新型提供一种三体式膨胀注胶角码,该三体式膨胀注胶角码结合了两种铝材质的特性,发挥各自的优势,创新结构,满足了注胶通道合理,胶接面积大,安装效率高,自动调平效果好,简化了生产工艺,中间压铸铝模具通用性高,两侧挤压铝加工生产简单,出货快,整套角码性价高。能切实地为广大门窗客户提供一种结合了效率,性能,成本与一体的全新结构角码,具有巨大的推广使用价值。
15.2、本实用新型提供一种三体式膨胀注胶角码,该三体式膨胀注胶角码中间是压铸件,延展性好,可以做立体三维结构,解决接缝处的胶溢出现象;该件是主受力件,螺丝孔直接压铸而出,后期生产只需攻牙即可,极大降低了生产成本。本方案不需要无限制开模具,前期投入几十个模具即可,通用性好;两侧是膨胀受力件,螺丝或者销钉打入,挤压膨胀,力传递到型材内腔表面使之自动调平,提高门窗拼角的安装效率,提升拼装效果(平整度),可以大规模量产,切割、开槽即可,降低加工成本。
附图说明
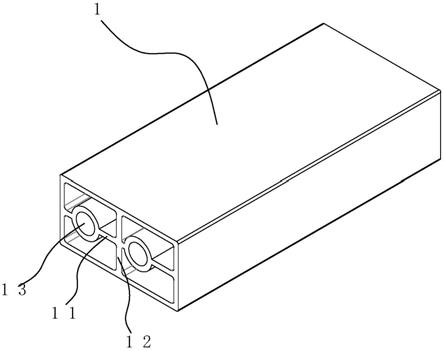
16.图1是本实用新型的立体视图。
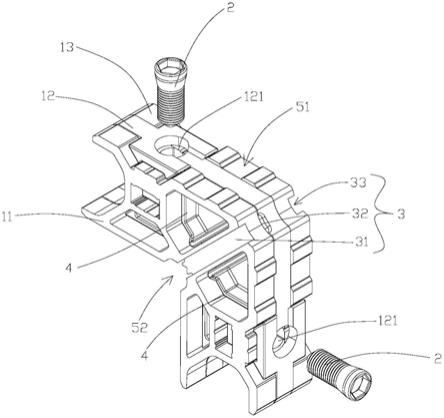
17.图2是本实用新型的爆炸视图之一。
18.图3是本实用新型的爆炸视图之二。
19.图4是本实用新型的侧面视图。
具体实施方式
20.以下通过实施例对本实用新型特征及其它相关特征作进一步详细说明,以便于同行业技术人员的理解。
21.在本实施例中,需要理解的是,术语“中间”、“上”、“下”、“顶部”、“右侧”、“左端”、“上方”、“背面”、“中部”、等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
22.如图1至图4所示,一种三体式膨胀注胶角码,包括相互安装在一起的上角码11、中角码12和下角码13,在所述中角码12上设有固定螺孔121,在所述固定螺孔121内设有使所述上角码11、中角码12和下角码13与门窗型材固定安装的螺钉2,在所述上角码11、中角码12和下角码13拼装组成的角码上设有注胶通道3,所述中角码12为硬质刚性角码,所述上角码11和所述下角码13为可延展柔性角码,本实用新型提供一种三体式膨胀注胶角码,该三
体式膨胀注胶角码结合了两种铝材质的特性,发挥各自的优势,创新结构,满足了注胶通道合理,胶接面积大,安装效率高,自动调平效果好,简化了生产工艺,中间压铸铝模具通用性高,两侧挤压铝加工生产简单,出货快,整套角码性价高。能切实地为广大门窗客户提供一种结合了效率,性能,成本与一体的全新结构角码,具有巨大的推广使用价值。
23.如图1、图2、图3、图4所示,在本实施例中,所述中角码12为压铸铝角码,所述上角码11和所述下角码13均为挤压铝角码,在安装的过程中,安装人员先将两个横杆通过三体式膨胀注胶角码连接起来,然后在固定螺孔内装上自攻螺钉,将横杆与三体式膨胀注胶角码固定在一起,在自攻螺钉攻入固定螺孔的过程中,挤压膨胀,力传递到型材内腔表面使之自动调平,然后向角码内注胶,提高门窗拼角的安装效率,提升拼装效果平整度,可以大规模量产,切割、开槽即可,降低加工成本。
24.如图1、图2、图3、图4所示,在本实施例中,所述注胶通道3包括设在所述上角码11上的上角码注胶槽31,设在所述中角码12上的中角码注胶槽32,设在所述下角码13上的下角码注胶槽33,该三体式膨胀注胶角码中间是压铸铝,两边是挤压铝,积压率延展性好,可以做立体三维结构,解决接缝处的胶溢出现象;压铸铝是主受力件,螺丝孔直接压铸而出,后期生产只需攻牙即可,极大降低了生产成本。本方案不需要无限制开模具,前期投入几十个模具即可,通用性好;两侧是膨胀受力件,螺丝或者销钉打入,挤压膨胀,力传递到型材内腔表面使之自动调平,提高门窗拼角的安装效率,提升拼装效果平整度,可以大规模量产,切割、开槽即可,降低加工成本。
25.如图1、图2、图3、图4所示,在本实施例中,在所述中角码12上下两侧均设有可插套在所述上角码11和所述下角码13中部中空处的插板4,所述插板4为框型,可对所述上角码11和所述下角码13起到定位、稳定上下移动的作用,使上角码11、下角码13与中角码12之间的安装不会发生错位。
26.如图1、图2、图3、图4所示,在本实施例中,在所述上角码11、中角码12和下角码13两端均设有叉形端,叉形端具有弹性缓冲空间,与门窗型材边框匹配更为紧密,便于快速将压铸铝型材和挤压铝型材组装进门窗的安装孔内。
27.如图1、图2、图3、图4所示,在本实施例中,所述固定螺孔121为圆形螺孔,旧款产品由于打孔不能打全圆孔,基本是半圆孔或大半圆孔,导致加工困难,而本实用新型之中的三体式膨胀注胶角码可以直接在中角码12打全圆孔,加工方便。
28.如图1、图2、图3、图4所示,在本实施例中,在所述上角码11、中角码12和下角码13拼装组成的角码侧边设有第一容胶槽51,在所述上角码11、中角码12和下角码13拼装组成的角码拐角处设有第二容胶槽52,在门窗装配后注入玻璃胶,玻璃胶可沿注胶通道3流入第一容胶槽51和第二容胶槽52,使角码稳固拼接在门窗型材中,并且使其具有更加的密封性能。
29.以上只是本实用新型的典型实例,除此之外,本实用新型还可以有其它多种具体实施方式,凡采用等同替换或等效变换形成的技术方案,均落在本实用新型要求保护的范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。