1.本发明涉及电线绕组线制造技术领域,具体涉及一种涂漆模具。
背景技术:
2.涂漆模具普遍应用于漆包线的涂漆工艺中,可以根据不同线规和裸铜线的屈服强度来选择对应尺寸的模具,因此,需要根据具体的需求更换不同的模具。
3.在申请号为:cn201921338340.x的专利文件中公开了漆包线专用模具涂漆装置,涉及电线绕组线制造技术领域,该漆包线专用模具涂漆装置,包括平台,所述平台的内壁底部卡接有贮漆箱,所述贮漆箱的内部安装有循环泵,所述贮漆箱的顶部卡接有涂漆柱,所述循环泵的出水端与涂漆柱的底部连接,且涂漆柱的顶部延伸至平台的顶部,所述涂漆柱的侧壁且与平台顶部齐平处开设有涂漆口,该漆包线专用模具涂漆装置,电液推杆控制线在平台顶部内部的油漆内来回摆动,保证线的外壁与油漆充分接触,同时摆动的线也方便将其表面粘结的油漆甩落,避免线的外壁形成瘤状物,提高上漆效果,两个风机可加速漆包线附近的气流流速,有助于促进漆包线表面漆的干燥。
4.但是,其在实际应用的过程中仍存在以下不足:第一,上漆效果不佳,因为其并不能精确地控制漆包线表面绝缘漆的涂层厚度。
5.第二,通用性不佳,因为其不能灵活地应对不同线径的漆包线,其必须要更换对应型号的滑动块,即滑动块上线槽的半径尺寸对应当前漆包线的尺寸。
技术实现要素:
6.解决的技术问题针对现有技术所存在的上述缺点,本发明提供了一种涂漆模具,能够有效地解决现有技术存在上漆效果不佳和通用性不佳等问题。
7.技术方案为实现以上目的,本发明通过以下技术方案予以实现:一种涂漆模具,包括上模板、下模板和调节组件;所述上模板和下模板在横向两端的侧壁上均设有延伸出来的翅板,同一横向端的两个翅板通过固定组件可拆卸式的固定连接,所述上模板的下端板面、下模板的上端板面在横向上均对称且一一对称的开设有一组凹槽,所述凹槽的中轴线均沿纵向,并且所述凹槽贯穿上模板、下模板在纵向两端的侧壁,所述上模板的上端板面上对应每个凹槽所在的位置处均开设有一组导通对应凹槽的入液槽;所述调节组件包括安装板、横轴和定芯块,所述下模板处于纵向后端的侧壁上设有数量为其上凹槽数量2倍的安装板,并且所述下模板上的每个凹槽的横向两端均对称地设有安装板,所述安装板的板面均平行与下模板横向端的侧壁面,所述安装板上对称地贯穿设有一组沿纵向分布的轴槽,所述每一个轴槽中均滑接有与之匹配的横轴,同一所述凹槽对应的两个安装板上的所有横轴靠近对应凹槽的一端均设有定芯块;
同一横向上的所有横轴通过同一驱动组件驱动,并且同一所述凹槽对应的两个安装板上处于同一横向上的两个横轴做同步反向运动。
8.更进一步地,所述下模板的正下方设有底座,所述底座纵向前端的侧壁上对称的开设有沿横向分布的两个的滑槽,所述下模板的下端板面靠近横向端侧壁的位置处均设有滑块,两个所述滑块的底部分别滑接在对应的滑槽中;所述底座上端的板面在横向上开设有一组导流槽,所述导流槽的数量等于下模板上凹槽的数量,并且所述下模板上的凹槽在垂直方向上与导流槽一一对应,并且所述下模板上的凹槽在底座上的投影区域完全处于导流槽内部。
9.更进一步地,所述滑块的内部均埋设有第一磁铁,所述滑槽底壁处的内部埋设有与第一磁铁相互吸引的第二磁铁;所述导流槽的表面设有一层不粘涂层。
10.更进一步地,所述固定组件包括固位螺栓、固位螺母和垫片,所述翅板的板体上均开设有一组与固位螺栓匹配的通孔。
11.更进一步地,所述入液槽外端的槽口处均设有入液管,所述入液管上均设有单向阀。
12.更进一步地,所述凹槽靠近其槽口位置处的内壁上均设有半安装环体,所述半安装环体的内侧壁向内凹陷式地开设有的安装槽,所述安装槽还贯穿半安装环体横向两端的侧壁,对应的两个所述半安装环体之间卡接有与之匹配的柔性环体,所述柔性环体的内环半径小于半安装环体的内环半径。
13.更进一步地,所述定芯块靠近对应凹槽的块面上均贯穿式地设有定芯槽,当相对的两个所述定芯块合并时,所述定芯槽的中轴线与对应的凹槽的中轴线共线;同一横向上所有所述定芯块上的定芯槽的半径尺寸相同,同一纵向上所有所述定芯块上的定芯槽的半径尺寸是逐渐减小或者是增大的;并且所述凹槽的半径尺寸大于最大的定芯槽的半径尺寸。
14.更进一步地,所述定芯槽的内侧壁上设有一层与之匹配的烧结体。
15.更进一步地,所述驱动组件包括连杆、驱动杆、定位板、齿轮、链条和驱动电机,所述横轴非定芯块的一端均设有垂直底面的连杆,并且所述横轴固定在连杆的中部,所述连杆两端的端部均贯穿有螺槽,同一横向上所有的所述螺槽中均穿接有同一根驱动杆,所述驱动杆的两端分别转动连接在对应的定位板上,所述驱动杆的杆体上均对称地设有一组与螺槽匹配的螺纹,同一所述驱动杆上螺纹的数量等于同一方向上连杆的数量,同一所述驱动杆上的螺纹的螺距均相同且任意相邻的两条螺纹的方向相反,同一垂直方向上的两个所述驱动杆上的螺纹分布规律相同,所述驱动杆处于横向上的左端穿出定位板并同轴式的固定有齿轮,同一垂直方向上的两个所述齿轮通过链条同步传动连接,处于垂直方向上下端的齿轮均由对应的驱动电机驱动。
16.更进一步地,所述驱动电机的电机轴上均设有联轴器,所述横轴与定芯块之间可拆卸式的固定连接。
17.有益效果采用本发明提供的技术方案,与已知的公有技术相比,具有如下有益效果:本发明通过增加上模板、下模板和调节组件,上模板和下模板通过固定组件可拆卸式的固定连接,上模板的下端板面、下模板的上端板面在横向上均对称且一一对称的开
设有一组凹槽,凹槽的中轴线均沿纵向,并且凹槽贯穿上模板、下模板在纵向两端的侧壁,上模板的上端板面上对应每个凹槽所在的位置处均开设有一组导通对应凹槽的入液槽,调节组件包括安装板、横轴和定芯块,下模板上的每个凹槽的横向两端均对称地设有安装板,安装板上设有一组轴槽,每一个轴槽中均滑接有横轴,横轴靠近对应凹槽的一端均可拆卸式地固定有定芯块,同一横向上的所有横轴通过同一驱动组件驱动,并且同一凹槽对应的两个安装板上处于同一横向上的两个横轴做同步反向运动,凹槽靠近其槽口位置处的内壁上均设有半安装环体,半安装环体的内侧壁向内凹陷式地开设有的安装槽,对应的两个半安装环体之间卡接有与之匹配的柔性环体,柔性环体的内环半径小于半安装环体的内环半径,定芯块靠近对应凹槽的块面上均贯穿式地设有定芯槽,当相对的两个定芯块合并时,定芯槽的中轴线与对应的凹槽的中轴线共线;同一横向上所有定芯块上的定芯槽的半径尺寸相同,同一纵向上所有定芯块上的定芯槽的半径尺寸是逐渐减小或者是增大的,并且凹槽的半径尺寸大于最大的定芯槽的半径尺寸的设计。
18.这样使用者可以通过驱动组件控制安装板上的横轴移动,从而让定芯槽的形状和尺寸与待加工漆包线截面的形状和尺寸相同的两个定芯块拼合(其余的定芯块分开),然后使用者将漆包线穿过上模板和下模板上对应两个凹槽构成的通道(使用者通过入液槽向上模板和下模板上对应两个凹槽构成的通道注满绝缘漆),从而让漆包线的表面包裹满绝缘漆,然后穿过对应的两个定芯槽构成的通道,从而通过定芯槽将漆包线上多余的绝缘漆撸掉,并将漆包线上的绝缘漆抹匀;此外,若调节组件上的所有定芯块的定芯槽的形状和尺寸都不与待加工的漆包线的截面形状和尺寸相同,使用者还可以根据实际上漆的漆包线的截面形状和尺寸,快速地将形状和尺寸均与待加工漆包线的截面形状和尺寸相同的定芯槽更换到横轴上。
19.达到有效地提升对漆包线上漆能力的效果,此外,还达到有效地提升本发明产品通用性的效果。
附图说明
20.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
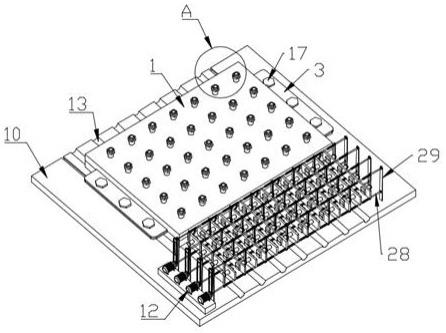
21.图1为本发明第一视角下安装完毕时的直观图;图2为本发明第二视角下部分爆炸视图;图3为本发明第三视角下上模板和下模板的爆炸视图;图4为本发明第四视角下滑块经过部分剖视后的下模板的直观图;图5为本发明第五视角下底座经过部分剖视后的直观图;图6为本发明第六视角下横轴安装座驱动座上时的直观图;图7为本发明第七视角下驱动杆的直观图;图8为本发明第七视角下定芯块的直观图;图9为本发明底座上的一个导流槽的部分剖视截面图;图10为图1中a区域的放大图;
图11为图2中b区域的放大图;图12为图3中c区域的放大图;图13为图6中d区域的放大图;图14为图6中e区域的放大图;图15为图7中f区域的放大图;图16为图7中g区域的放大图;图17为图7中h区域的放大图;图18为图7中i区域的放大图;图中的标号分别代表:1-上模板;2-下模板;3-翅板;4-凹槽;5-入液槽;6-安装板;7-横轴;8-定芯块;9-轴槽;10-底座;11-滑槽;12-滑块;13-导流槽;14-第一磁铁;15-第二磁铁;16-不粘涂层;17-固位螺栓;18-固位螺母;19-垫片;20-入液管;21-单向阀;22-半安装环体;23-安装槽;24-柔性环体;25-定芯槽;26-烧结体;27-连杆;28-驱动杆;29-定位板;30-齿轮;31-链条;32-驱动电机;33-螺槽;34-螺纹。
具体实施方式
22.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
23.下面结合实施例对本发明作进一步的描述。
实施例
24.本实施例的一种涂漆模具,参照图1-18:包括上模板1、下模板2和调节组件。
25.上模板1和下模板2在横向两端的侧壁上均设有延伸出来的翅板3,同一横向端的两个翅板3通过固定组件可拆卸式的固定连接,上模板1的下端板面、下模板2的上端板面在横向上均对称且一一对称的开设有一组凹槽4,凹槽4的中轴线均沿纵向,并且凹槽4贯穿上模板1、下模板2在纵向两端的侧壁,上模板1的上端板面上对应每个凹槽4所在的位置处均至少开设有一个导通对应凹槽4的入液槽5。
26.其中上模板1上的凹槽4数量至少为一个,在本实施例中以七个凹槽4为例。
27.在本实施例中,上模板1上端的板面上对应每个凹槽4所在的区域均对称地开设有3个入液槽5,这样当上模板1和下模板2拼合时,可以保证相对的两个凹槽4构成的通道中均匀地充满有绝缘漆液。
28.调节组件包括安装板6、横轴7和定芯块8,下模板2处于纵向后端的侧壁上设有数量为其上凹槽4数量2倍的安装板6,并且下模板2上的每个凹槽4的横向两端均对称地设有安装板6,安装板6的板面均平行与下模板2横向端的侧壁面,安装板6上对称地贯穿设有一组沿纵向分布的轴槽9,每一个轴槽9中均滑接有与之匹配的横轴7,同一凹槽4对应的两个安装板6上的所有横轴7靠近对应凹槽4的一端均设有定芯块8。
29.值得注意的是,同一安装板6上的轴槽9的数量至少为一个,在本实施例中的,同一安装板6上开设有四个轴槽9。
30.同一横向上的所有横轴7通过同一驱动组件驱动,并且同一凹槽4对应的两个安装板6上处于同一横向上的两个横轴7做同步反向运动。
31.下模板2的正下方设有底座10,底座10纵向前端的侧壁上对称的开设有沿横向分布的两个的滑槽11,下模板2的下端板面靠近横向端侧壁的位置处均设有滑块12,两个滑块12的底部分别滑接在对应的滑槽11中;滑块12的内部均埋设有第一磁铁14,滑槽11底壁处的内部埋设有与第一磁铁14相互吸引的第二磁铁15,这样可以快速且可靠地将下模板2安装在底座10上。在本实施例中第一磁铁14和第二磁铁15均采用永磁体制成。
32.底座10上端的板面在横向上开设有一组导流槽13,导流槽13的数量等于下模板2上凹槽4的数量,并且下模板2上的凹槽4在垂直方向上与导流槽13一一对应,并且下模板2上的凹槽4在底座10上的投影区域完全处于导流槽13内部;这样当漆包线被定芯块8撸下来多余的绝缘漆、或者是凹槽4口溢出的绝缘漆都会掉落到导流槽13中,然后在导流槽13的导流作用下排至指定的回收装置中,从而避免了掉落的绝缘漆在底座10上四溢流淌而造成污染,同时回收装置收集的绝缘漆还可以重新通过入液管20注入对应的两个凹槽4构成的通道中来对后续的漆包线进行上漆工作。
33.导流槽13的表面设有一层不粘涂层16,这样有效地避免绝缘漆粘附在导流槽13的内壁上并干结呈块,从而影响导流槽13中绝缘漆液的流动性;在实际的应用过程中,可以在底座10内部设置电加热装置,从而让底座10始终保持适宜的温度(40℃~55℃),来进一步提升绝缘漆液在导流槽13中的流动性。
34.固定组件包括固位螺栓17、固位螺母18和垫片19,翅板3的板体上均开设有一组与固位螺栓17匹配的通孔,在本实施例中通孔的数量为3个。
35.入液槽5外端的槽口处均设有入液管20,入液管20上均设有单向阀21,其中单向阀21可以有效地避免对应的两个凹槽4构成的通道中的绝缘漆液发生倒流。
36.凹槽4靠近其槽口位置处的内壁上均设有半安装环体22,半安装环体22的内侧壁向内凹陷式地开设有的安装槽23,安装槽23还贯穿半安装环体22横向两端的侧壁,对应的两个半安装环体22之间卡接有与之匹配的柔性环体24,柔性环体24的内环半径小于半安装环体22的内环半径。
37.值得注意的是,对应的两个半安装环体22构成通道内环半径尺寸大于现有常用漆包线的尺寸,上模板1和下模板2拼合时,绝大多数型号的漆包线都能从对应的两个凹槽4构成的通道中通过,再配合定芯块8与横轴7可拆卸式地固定安装,这样可以使得本发明产品能够有效适配不同型号的漆包线的上漆处理工作。
38.值得注意的是,柔性环体24的作用包括:(1)当漆包线通过对应两个凹槽4所构成的通道时将多余的间隙填补住,从而构成一个相对密封的内部环境,从而避免绝缘漆液流出,从而保证对通道中的漆包线进行充分的挂漆;(2)当漆包线离开通道时,柔性环体24的内环侧壁能够对漆包线表面的绝缘气漆液进行初步的刮拭和抹匀。
39.定芯块8靠近对应凹槽4的块面上均贯穿式地设有定芯槽25,当相对的两个定芯块8合并时,定芯槽25的中轴线与对应的凹槽4的中轴线共线;同一横向上所有定芯块8上的定芯槽25的半径尺寸相同,同一纵向上所有定芯块8上的定芯槽25的半径尺寸是逐渐减小或逐渐增大;并且凹槽4的半径尺寸大于最大的定芯槽25的半径尺寸。
40.这样可是的本发明产品能够同时对七根同型号的漆包线进行上漆加工;但是在实
际应用的过程中,使用者还可以让同一横向上所有定芯块8上的定芯槽25的半径尺寸是逐渐减小或逐渐增大的,并保持同一纵向上所有定芯块8上的定芯槽25的半径尺寸是逐渐减小或逐渐增大,这样就可以使得本发明产品能够同时七根不同型号的漆包线进行上漆加工。
41.定芯槽25的内侧壁上设有一层与之匹配的烧结体26,这样可以增加定芯槽25槽壁的强度和硬度,并且烧结体26的棱边均经过倒角处理,这样不仅可以避免漆包线通过定型槽时被划伤,还可以有效地保护定芯块8在长时间使用后定芯槽25内壁不会被挤压而产生微小的形变。
42.驱动组件包括连杆27、驱动杆28、定位板29、齿轮30、链条31和驱动电机32,横轴7非定芯块8的一端均设有垂直底面的连杆27,并且横轴7固定在连杆27的中部,连杆27两端的端部均贯穿有螺槽33,同一横向上所有的螺槽33中均穿接有同一根驱动杆28,驱动杆28的两端分别转动连接在对应的定位板29上,驱动杆28的杆体上均对称地设有一组与螺槽33匹配的螺纹34,同一驱动杆28上螺纹34的数量等于同一方向上连杆27的数量,同一驱动杆28上的螺纹34的螺距均相同且任意相邻的两条螺纹34的方向相反,同一垂直方向上的两个驱动杆28上的螺纹34分布规律相同,驱动杆28处于横向上的左端穿出定位板29并同轴式的固定有齿轮30,同一垂直方向上的两个齿轮30通过链条31同步传动连接,处于垂直方向上下端的齿轮30均由对应的驱动电机32驱动。
43.值得注意的是,本发明中的四组驱动组件在同一时间段内,只能有一组驱动组件处于工作状态。同一时间段内,只能有一个横向上的定芯块8进行拼合,而其余横向上的定芯块8全部完全分开。
44.驱动电机32的电机轴上均设有联轴器,在本实施例中联轴器采用有弹性元件挠性联轴器,因为其具有补偿两轴线相对位移、缓冲和减振的能力。
45.横轴7与定芯块8之间可拆卸式的固定连接,这样使用者可以根据所要加工的漆包线的截面形状和尺寸快速的更换对应的定芯块8。
46.以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不会使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
