1.本发明涉及控制系统技术领域,具体为一种基于单片机的工业自动化控制系统。
背景技术:
2.单片机是一种集成电路芯片,是采用超大规模集成电路技术把具有数据处理能力的中央处理器cpu、随机存储器ram、只读存储器rom和中断系统、定时器、计数器等功能集成到一块硅片上构成的一个小而完善的微型计算机系统,在工业控制领域广泛应用。从上世纪80年代,由当时的4位、8位单片机,发展到现在的300m的高速单片机。
3.plc是建立在单片机上的产品,单片机是一种可编程的集成芯片,plc是由单片机加上外围电路制作而成,工业化生产最好的方法是单片机嵌入plc系统的功能,这样性能得到保障,效益也就有保证。现有技术存在以下不足:在plc和单片机使用过程中,需要对plc的工作进行管控,但是工作人员很难及时了解plc和单片机的工作状态,同时单个plc出现故障时,容易影响到整个系统,影响系统的工作。
技术实现要素:
4.本发明提供了一种基于单片机的工业自动化控制系统,具备检测故障、备用启动、安全生产的有益效果,解决了上述背景技术中所提到不方便管控的问题。
5.本发明提供如下技术方案:一种基于单片机的工业自动化控制系统,包括单片机主控台、总plc控制器、传送模块、上料模块、加工模块、加料模块和分拣模块,所述传送模块、上料模块、加工模块、加料模块和分拣模块均与plc控制器的输出端相连接,并接收总plc控制器的控制完成工件的传送、上料、加工、质量检测和分拣的动作指令,所述上料模块与加料模块通过定量单元相连接,用于在加工过程中定量进行上料;
6.所述单片机主控台和总plc控制器通信连接;
7.所述总plc控制器作用是根据设定的程序控制所述传送模块、上料模块、加工模块、加料模块和分拣模块的程序;
8.所述传送模块用于将所需加工的工件传送至指定位置;
9.所述上料模块用于在指定位置将工件用以抓手形式进行上料至指定工位;
10.所述加工模块用于在指定工位上对工件进行切割、裁剪打磨等工序;
11.所述加料模块用于在指定工位在工件进行切割的时候加润滑液、冷却液等辅助加料用于给工件添加;
12.所述分拣模块用于对工件进行质量检测后分拣出来后放进工件收集仓内。
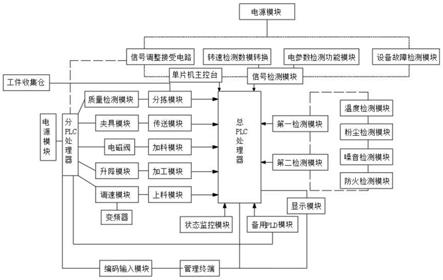
13.作为本发明所述一种基于单片机的工业自动化控制系统的一种可选方案,其中:所述总plc处理器的输出端连接用于接收plc数据信息的信号检测模块,所述信号检测模块包括信号调整接收电路、转速检测数模转换、电参数检测功能模块和设备故障检测模块。
14.作为本发明所述一种基于单片机的工业自动化控制系统的一种可选方案,其中:所述总plc处理器的输出端连接用于检测生产时的第一检测模块和第二检测模块;
15.所述第一检测模块包括温度检测模块和粉尘检测模块;
16.所述第二检测模块包括噪音检测模块和防火检测模块。
17.作为本发明所述一种基于单片机的工业自动化控制系统的一种可选方案,其中:所述总plc处理器的输出端连接有用于检测总plc处理器处理工作状态的状态监控模块。
18.作为本发明所述一种基于单片机的工业自动化控制系统的一种可选方案,其中:包括分plc处理器,所述分plc处理器的输出端连接用于分拣模块相连接的质量检测模块;
19.所述分plc处理器的输出端连接用于方便传送模块相连接的夹具模块;
20.所述分plc处理器的输出端连接用于加料模块相连接的电磁阀;
21.所述分plc处理器的输出端连接用于加工模块相连接的升降模块;
22.所述分plc处理器的输出端连接用于上料模块相连接的调速模块。
23.作为本发明所述一种基于单片机的工业自动化控制系统的一种可选方案,其中:所述总plc处理器的输出端连接有用于紧急备用的备用plc模块,且所述备用plc模块与分plc处理器相连接。
24.作为本发明所述一种基于单片机的工业自动化控制系统的一种可选方案,其中:包括多个电源模块,多个所述电源模块分别与总plc处理器和分plc处理器电性连接。
25.作为本发明所述一种基于单片机的工业自动化控制系统的一种可选方案,其中:包括变频器,所述变频器与调速模块相连接。
26.作为本发明所述一种基于单片机的工业自动化控制系统的一种可选方案,其中:所述总plc处理器和分plc处理器的输出端连接有用于控制的显示模块,所述总plc处理器的输出端分别连接有编码输入模块和管理终端。
27.作为本发明所述一种基于单片机的工业自动化控制系统的一种可选方案,其中:所述显示模块包括语音提示模块和显示提示模块;
28.所述显示模块还包括障碍提示单元、启动单元和停滞单元。
29.本发明具备以下有益效果:
30.1、该一种基于单片机的工业自动化控制系统,通过总plc控制器和单片机主控台连接,通过传送模块、上料模块、加工模块、加料模块和分拣模块,所述传送模块、上料模块、加工模块、加料模块和分拣模块的载入信号信息,进行对工件的传送、上料、加工、质量检测和分拣的动作指令进行控制,并设置分plc控制器控制夹具模块、电磁阀、升降模块、调速模块进行配合,实现工业自动化控制系统,使整个系统更便捷将生产流程推进,设计科学,易于操作。
31.2、该一种基于单片机的工业自动化控制系统,通过备用plc模块进行启用,减少因维修时间而造成工业自动化生产的效率。
32.3、该一种基于单片机的工业自动化控制系统,通过第一检测模块和第二检测模块对工业化生产过程中的车间环境,双设备生产时的温度、空气中粉尘含量、噪音以及空气中烟尘的测试数据,进而排除故障,达到对生产的车间内进行测量和管控,避免生产安全事故的发生。
33.4、该一种基于单片机的工业自动化控制系统,通过语音提示模块和显示提示模块更能直观地提醒工作人员生产进度,生产中可能发生的障碍和报警信息,方便管理员直观地了解系统工作状态,并方便管控。
附图说明
34.图1为本发明单片机的工业自动化控制系统的结构示意图。
35.图2为本发明显示模块的结构示意图。
具体实施方式
36.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
37.实施例1
38.本发明提供以下方案,请参阅图1,一种基于单片机的工业自动化控制系统,包括单片机主控台、总plc控制器、传送模块、上料模块、加工模块、加料模块和分拣模块,所述传送模块、上料模块、加工模块、加料模块和分拣模块均与plc控制器的输出端相连接,并接收总plc控制器的控制完成工件的传送、上料、加工、质量检测和分拣的动作指令,所述上料模块与加料模块通过定量单元相连接,用于在加工过程中定量进行上料;
39.所述单片机主控台和总plc控制器通信连接;
40.所述总plc控制器作用是根据设定的程序控制所述传送模块、上料模块、加工模块、加料模块和分拣模块的程序;
41.所述传送模块用于将所需加工的工件传送至指定位置;
42.所述上料模块用于在指定位置将工件用以抓手形式进行上料至指定工位;
43.所述加工模块用于在指定工位上对工件进行切割、裁剪打磨等工序;
44.所述加料模块用于在指定工位在工件进行切割的时候加润滑液、冷却液等辅助加料用于给工件添加;
45.所述分拣模块用于对工件进行质量检测后分拣出来后放进工件收集仓内。
46.通过将单片机嵌入总plc控制器的功能,总plc控制器是可编程逻辑控制器,是一种具有微处理器的用于自动化控制的数字运算控制器。可以将控制指令随时载入内存进行储存与执行,通过传送模块、上料模块、加工模块、加料模块和分拣模块,所述传送模块、上料模块、加工模块、加料模块和分拣模块的载入信号信息,进行对工件的传送、上料、加工、质量检测和分拣的动作指令进行控制;
47.单片机主控台的输出单元也是总plc控制器与被控设备之间的连接部件,它的作用是把总plc控制器的输出信号传送给被控设备。即将中央处理器送出的弱电信号转换成电平信号,驱动被控设备的执行元件输出的类型有继电器输出、晶体管输出、晶闸门输出;
48.所述传送模块用于将所需加工的工件传送至指定位置,传送模块内包含传送带,减速机、制动器、带驱动单元的驱动电机和链式联轴器,通过驱动电机的驱动单元和总plc控制器连接,用于启动和停止,进而控制传送模块中由驱动电机带动的传送带、制动器及制动器;
49.所述上料模块用于在指定位置将工件用以抓手形式进行上料至指定工位,上料模块是较精准的模块,通过机械手控制部与总plc控制器连接,机械手控制部包括弯曲单元、观察单元、处置工件驱动单元,进而用于将工件抓取到精准的指定工位;
50.所述加工模块用于在指定工位上对工件进行切割、裁剪打磨等工序,通过驱动电机单元带动切割刀,液压制动带动裁剪、驱动电机带动打磨刀进行,通过驱动电机的驱动单元和总plc控制器连接,用于启动和停止,进而用于对工件进行加工工序;
51.所述加料模块用于在指定工位在工件进行切割的时候加润滑液、冷却液等辅助加料用于给工件添加;
52.所述分拣模块用于对工件进行质量检测后分拣出来后放进工件收集仓内,分拣模块中包含数据采集摄像单元,动态称重单元和剔除单元,在数据采集摄像单元后进入动态称重单元后,合格后的产品进入工件收集仓,通过第一缓冲输送机进行输送,通过剔除单元将不合格的工件剔除下来,通过第二缓冲输送机输送放入回收仓。
53.实施例2
54.本实施例是在实施例1的基础上做出的改进,具体的,请参阅图1,所述总plc处理器的输出端连接用于接收plc数据信息的信号检测模块,所述信号检测模块包括信号调整接收电路、转速检测数模转换、电参数检测功能模块和设备故障检测模块。
55.信号检测模块用于检测信号便于及时下命令控制,信号调整接收电路用于调整电路,转速检测数模转换用于将转速检测后形成数字显示,电参数检测功能用于检测强电、弱点参数;设备故障检测用于检测传送模块、上料模块、加工模块、加料模块和分拣模块中的设备故障。
56.通过信号调整接收电路、转速检测数模转换、电参数检测功能模块和设备故障检测模块进行信号检测,这样可以做出有效的控制,方便模拟参数控制模块,能够用很短的时间对诸如采集、分析、总结等生产数据进行处理。
57.实施例3
58.本实施例是在实施例1的基础上做出的改进,具体的,请参阅图1,所述总plc处理器的输出端连接用于检测生产时的第一检测模块和第二检测模块;
59.所述第一检测模块包括温度检测模块和粉尘检测模块;
60.所述第二检测模块包括噪音检测模块和防火检测模块。
61.通过第一检测模块和第二检测模块对工业化生产过程中的车间环境,双设备生产时的温度、空气中粉尘含量、噪音以及空气中烟尘的测试数据,进而对生产的车间内进行测量和管控,避免生产安全事故的发生。
62.其中温度检测模块通过温度检测器,散风斗,智能化温控单元连接总plc处理器,在温度过高的时候,开启散风斗,短暂关闭生产程序用以控温,避免温度过高对生产产生影响;
63.粉尘检测模块用以对车间内的粉尘进行检测,通过粉尘检测仪检测粉尘浓度,当粉尘浓度过高时,采用喷淋、吸尘来降低粉尘浓度;
64.噪音检测模块通过噪音检测设备对工业化此系统中的驱动设备功能组件在动作指令时产生的噪音进行检测,并且将其控制在规定的范围以内,以提高车间生产环境;
65.防火检测模块通过防火设备,火星检测器进行检测空气中的火星点,减少车间火灾意外的可能性。
66.实施例4
67.本实施例是在实施例1的基础上做出的改进,具体的,请参阅图1,所述总plc处理
器的输出端连接有用于检测总plc处理器处理工作状态的状态监控模块。用于对总plc处理器进行检测保护,有异常理性进行报警、检测plc总控制器的芯片温度,避免plc处理器内芯片温度过高。
68.实施例5
69.本实施例是在实施例的基础上做出的改进,具体的,请参阅图1,包括分plc处理器,所述分plc处理器的输出端连接用于分拣模块相连接的质量检测模块;
70.所述分plc处理器的输出端连接用于方便传送模块相连接的夹具模块;
71.所述分plc处理器的输出端连接用于加料模块相连接的电磁阀;
72.所述分plc处理器的输出端连接用于加工模块相连接的升降模块;
73.所述分plc处理器的输出端连接用于上料模块相连接的调速模块。
74.分plc处理器控制并接收夹具模块、电磁阀、升降模块、调速模块的控制,进而完成工件的夹持、加料、生产中升降、调速的动作指令,用以辅助工业化生产中总plc控制器控制地传送、上料、加工、质量检测和分拣的动作指令,总plc处理器控制和分plc处理器控制进而分工明确,大大提高了工业生产的质量。
75.实施例6
76.本实施例是在实施例1的基础上做出的改进,具体的,请参阅图1,所述总plc处理器的输出端连接有用于紧急备用的备用plc模块,且所述备用plc模块与分plc处理器相连接。
77.备用plc模块的正作用是应急功能,当总plc处理器和分plc处理器出现故障需要维修时,通过备用plc模块进行启用,减少因维修时间而造成工业自动化生产的效率。
78.实施例7
79.本实施例是在实施例1的基础上做出的改进,具体的,请参阅图1,包括多个电源模块,多个所述电源模块分别与总plc处理器和分plc处理器电性连接。
80.电源模块使用三相进线的配电箱,在接线前需计算一下各已用回路的功率,以最接近平均值的状态接入各相;
81.对个电源模块也适合保证设备安全和正常使用。
82.实施例8
83.本实施例是在实施例1的基础上做出的解释说明,具体的,请参阅图1,包括变频器,所述变频器与调速模块相连接。
84.变频器是把工频电源变换成各种频率的交流电源,以实现电机的变速运行的设备,其中控制电路完成对主电路的控制,整流电路将交流电变换成直流电,直流中间电路对整流电路的输出进行平滑滤波,逆变电路将直流电再逆成交流电。对于如矢量控制变频器这种需要大量运算的变频器来说,有时还需要一个进行转矩计算的cpu以及一些相应的电路。变频调速是通过改变电机定子绕组供电的频率来达到调速的目的。变频器在对风机、泵类负载采用变频调速后,节电率为20%-60%,这是因为风机、泵类负载的实际消耗功率基本与转速的三次方成比例。当用户需要的平均流量较小时,风机、泵类采用变频调速使其转速降低,节能效果非常明显。
85.实施例9
86.本实施例是在实施例1的基础上做出的改进,具体的,请参阅图1-2,所述总plc处
理器和分plc处理器的输出端连接有用于控制的显示模块,所述总plc处理器的输出端分别连接有编码输入模块和管理终端。
87.实施例10
88.本实施例是在实施例9的基础上做出的解释说明,具体的,请参阅图1-2,所述显示模块包括语音提示模块和显示提示模块;
89.所述显示模块还包括障碍提示单元、启动单元和停滞单元;
90.通过语音提示模块和第一检测模块和第二检测模块相连接,用以语音提示报警功能,且总plc处理器连接的传送模块、上料模块、加工模块、加料模块和分拣模块的载入信号信息并在显示提示模块上显示;
91.当发生障碍的时候通过障碍提示单元进行提示,启动单元和停滞单元用以控制传送模块、上料模块、加工模块、加料模块和分拣模块的启动和停止;
92.通过语音提示模块和显示提示模块更能直观地提醒工作人员生产进度,生产中可能发生的障碍和报警信息,方便管理员直观地了解系统工作状态,并方便管控。
93.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
94.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。